白酒糟资源的开发利用途径_汪善锋
- 格式:pdf
- 大小:277.96 KB
- 文档页数:4
酒糟工艺处理酒糟是一种由酿造过程中剩余的酒糟渣所制成的固体废弃物。
在传统的酿酒过程中,酒糟通常被视为一种副产品,被丢弃或仅用作饲料。
然而,随着人们对环境保护和资源回收的重视,酒糟的潜在价值逐渐被认识到,并被应用于多个领域。
酒糟工艺处理是指对酒糟进行一系列的加工和利用过程,以提取酒糟中的有用物质,并将其应用于食品、化工、农业等领域。
酒糟工艺处理的过程主要包括酒糟的收集、分离、发酵和提取等步骤。
酒糟的收集是酒糟工艺处理的第一步。
在酿酒过程中,酒糟会随着酒液分离出来,通常以湿糟的形式存在。
收集酒糟时需要注意其湿度和保存方式,以保持其质量和营养成分的稳定。
酒糟的分离是酒糟工艺处理的关键步骤之一。
酒糟中含有大量的液体,需要通过离心、过滤等方法将其与固体分离开来。
分离后的酒糟可以更好地进行后续的处理和利用。
接下来,酒糟的发酵是酒糟工艺处理中的重要环节。
通过添加适当的微生物,酒糟中的有机物质可以被分解和转化,生成有机酸、气体等产物。
发酵过程中产生的有机酸可以用于制备酱油、醋等调味品,而气体则可以用作能源或发酵工艺中的助剂。
酒糟的提取是酒糟工艺处理的最终目标之一。
通过适当的提取方法,可以从酒糟中提取出多种有用的成分。
例如,酒糟中富含蛋白质和酵母菌,可以用于制备酒糟面膜、酒糟酱等美容和保健产品;同时,酒糟中的纤维素可以用于制备纤维素酶,广泛应用于纸浆、纺织等行业。
酒糟工艺处理的应用不仅能够有效利用酒糟这一废弃物资源,还可以减少环境污染和资源浪费。
通过对酒糟的处理和利用,不仅可以降低酿酒业的环境负担,还可以创造更多的经济价值和社会效益。
酒糟工艺处理是一种对酒糟进行加工和利用的技术,通过酒糟的收集、分离、发酵和提取等步骤,可以将酒糟中的有用物质应用于食品、化工、农业等领域。
酒糟工艺处理的应用不仅能够有效利用酒糟这一废弃物资源,还可以减少环境污染和资源浪费,实现经济效益和环境效益的双赢。
未来,随着技术的不断进步和应用的推广,酒糟工艺处理有望在更多领域发挥重要作用,为可持续发展做出贡献。
酱香白酒糟的综合利用及其发展前景胡雕摘要:酱香白酒糟可生产饲料和肥料,培养食用菌,提取蛋白质、生产淀粉酶和纤维素酶,提取植酸和植酸钙,提取复合氨基酸及微量元素等,其中利用酒糟生产饲料和农肥是彻底解决酒糟的最好方法。
利用白酒酒糟生产饲料和农肥不但经济效益可观,而且社会效益也无可估量。
关键词;酱香白酒酒糟;综合利用;发展前景;饲料;农肥Abstract: D istiller’s Grains of Maotai-flavor Liquor could be used in feeding stuff and fertilizer, edible mushroom culture, the distillation proteins, the production of amylase and cellulose, the distillation of posite amino acid and trace elements, etc. Among all usages, the application of alcohol to produce feeding stuff and fertilizer could not only produce evident benefits, but also generate invaluable social benefits.Key words: distiller’s Grains of Maotai-flavor Liquor; prehensive utilization; development foreground; feeding stuff; fertilizer酱香白酒是贵州的重要支柱产业,贵州省“十一五”发展战略中明确提出加强本省名烟名酒传统优势产业的发展要求。
因此,酱香白酒发展趋势依然良好,并且会朝着环保、健康、经济价值高的方向发展。
酒糟后续处理方案酒糟是酿酒过程中产生的副产品,在传统的酿酒行业中通常被视为一种废弃物,这种废弃物的处理方式对环境和经济产生了很大的影响。
然而,随着环保意识的不断提高,对于废弃物的再利用越来越受到人们的关注。
酒糟是一种很好的资源,可以通过一系列的处理工艺来利用它。
本文将讨论酒糟的后续处理方案。
酒糟的产生在酿酒过程中,主要利用以下四种物质进行发酵:麦芽、水、啤酒花和酵母。
在发酵结束后,麦芽、水和啤酒花通过过滤与分离得到啤酒,而酒糟则留在废弃物中。
酒糟的化学成分为了更好地利用酒糟,我们需要了解它的化学成分。
酒糟的主要成分包括:•水分•粗蛋白•碳水化合物•粗脂肪•矿物质和维生素•纤维素等酒糟的后续处理方案生物转化处理酒糟中含有大量的有机氮和无机氮,也含有大量的碳水化合物和纤维素,这些成分可作为菌类和微生物的营养来源,可通过生物转化进行处理。
1.发酵制酒酵母酒糟中的碳水化合物和氮化合物是制作酵母的一种优良的营养源。
因此,可以通过将酒糟在一定条件下发酵,制备出高质量的制酒酵母。
2.产酶微生物制备酶制剂酵母等微生物能在酒糟中转化为酶,从而形成酶制剂,广泛应用于纺织、食品和医药等工业领域。
3.制备酒糟菌肥酒糟中含有丰富的碳水化合物和蛋白质,在一定条件下可以利用菌类和微生物进行转化成为肥料,可用作土壤改良剂。
物理处理1.焚烧酒糟可以用于生物质能源。
将其烧成灰烬后,可作为燃料使用,用于烧火或供电等用途。
2.压缩酒糟可以通过压缩机将其处理压缩成固体块状态,从而方便储存和运输。
化学处理1.制备有机化合物酒糟可以被转化为能源、化学品和科技产品,例如利用酒糟发酵制备出乙醇等有机化合物。
2.制备粗醇酒糟中含有大量的糖类物质,可以通过加热压榨等方法,提取出一定量的粗醇。
结论通过上述的方法,可以将酒糟变成很多实用的物质。
所以,未来的酿酒行业将不再产生酒糟的废弃物,而是将其作为一种重要的资源利用起来。

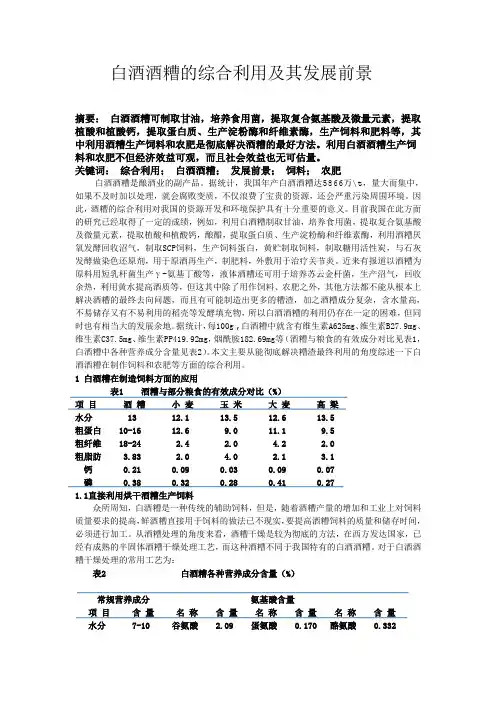
白酒酒糟的综合利用及其发展前景摘要:白酒酒糟可制取甘油,培养食用菌,提取复合氨基酸及微量元素,提取植酸和植酸钙,提取蛋白质、生产淀粉酶和纤维素酶,生产饲料和肥料等,其中利用酒糟生产饲料和农肥是彻底解决酒糟的最好方法。
利用白酒酒糟生产饲料和农肥不但经济效益可观,而且社会效益也无可估量。
关键词:综合利用;白酒酒糟;发展前景;饲料;农肥白酒酒糟是酿酒业的副产品。
据统计,我国年产白酒酒糟达5866万\t,量大而集中,如果不及时加以处理,就会腐败变质,不仅浪费了宝贵的资源,还会严重污染周围环境。
因此,酒糟的综合利用对我国的资源开发和环境保护具有十分重要的意义。
目前我国在此方面的研究已经取得了一定的成绩,例如,利用白酒糟制取甘油,培养食用菌,提取复合氨基酸及微量元素,提取植酸和植酸钙,酿醋,提取蛋白质、生产淀粉酶和纤维素酶,利用酒糟厌氧发酵回收沼气,制取SCP饲料,生产饲料蛋白,黄贮制取饲料,制取糖用活性炭,与石灰发酵做染色还原剂,用于原酒再生产,制肥料,外敷用于治疗关节炎。
近来有报道以酒糟为原料用短乳杆菌生产γ-氨基丁酸等,液体酒糟还可用于培养苏云金杆菌,生产沼气,回收余热,利用黄水提高酒质等,但这其中除了用作饲料、农肥之外,其他方法都不能从根本上解决酒糟的最终去向问题,而且有可能制造出更多的糟渣,加之酒糟成分复杂,含水量高,不易储存又有不易利用的稻壳等发酵填充物,所以白酒酒糟的利用仍存在一定的困难,但同时也有相当大的发展余地。
据统计,每100g,白酒糟中就含有维生素A625mg、维生素B27.9mg、维生素C37.5mg、维生素PP419.92mg,烟酰胺182.69mg等(酒糟与粮食的有效成分对比见表1,白酒糟中各种营养成分含量见表2)。
本文主要从能彻底解决糟渣最终利用的角度综述一下白酒酒糟在制作饲料和农肥等方面的综合利用。
1 白酒糟在制造饲料方面的应用表1 酒糟与部分粮食的有效成分对比(%)项目酒糟小麦玉米大麦高梁水分 13 12.1 13.5 12.6 13.5粗蛋白 10-16 12.6 9.0 11.1 9.5粗纤维 18-24 2.4 2.0 4.2 2.0粗脂肪 3.83 2.0 4.0 2.1 3.1钙 0.21 0.09 0.03 0.09 0.07磷 0.38 0.32 0.28 0.41 0.27 1.1直接利用烘干酒糟生产饲料众所周知,白酒糟是一种传统的辅助饲料,但是,随着酒糟产量的增加和工业上对饲料质量要求的提高,鲜酒糟直接用于饲料的做法已不现实,要提高酒糟饲料的质量和储存时间,必须进行加工。
利用白酒酿造副产物酒糟制成生物颗粒燃料的研究摘要:近年来,随着我国经济的快速发展,经济发展中存在的一些问题也逐渐开始暴露出来,其中资源浪费和环境破坏问题尤为突出,其在一定程度上影响了经济发展的速度和经济发展的质量,这些问题需要我们进一步解决。
本文以酿酒业为例,通过对利用白酒酿造过程中产生的酒糟制成生物颗粒燃料的相关探究,希望对减少酿酒业中污染物的排放,保护环境和提高资源的利用率有所帮助。
关键词:白酒;酒糟;生物颗粒燃料1.引言白酒作为我国特有的、具有悠久历史的传统酒种,在世界烈性酒类产品中散发着熠熠光彩,在消费者的心目中占有十分重要的地位。
2017 年,“世界十大烈酒产区”发布,中国白酒产业占据六席,成为产区建设的标志性事件。
根据国家统计局数据显示,在“十三五”的收官之年——2020 年,中国白酒产量为740.73万千升,在酿造过程需要排放大量的污水、丢糟、废气等废弃物,酿酒副产物资源化、效益化利用关系到酿酒产业的持续健康发展。
酿酒行业在生产过程中产生最多的废弃物就是酒糟,如果没有按照相关规定处理好酒糟,很可能污染当地的自然环境。
利用酒糟制成生物颗粒燃料,不仅可以取得良好的经济利益,而且也是酿酒业固体废弃物综合利用的一种全新途径,可有效避免对自然生态环境的破坏,对酿酒行业的可持续发展也具有重要意义,一举多得。
1.酒糟生物颗粒燃料研究背景1、我国是酿酒大国,产生的酒糟规模大我国酒文化历史悠久,从古流传至今,其也在根据时代的发展而不断丰富和完善,因此我国对酒的需求量巨大。
由于我国酿酒行业的发展历史悠久,酿酒产量大,这也就导致我国每年产生的酒糟量巨大,达到3000多万吨。
由于鲜酒糟的含水率特别高(60%左右)、发酵后气味较重,另外还有与酒糟中含有丰富的淀粉、蛋白质、脂肪等营养物质以及大量微生物,如果未及时处理,易发生腐烂霉变。
再加上我国酿酒行业的技术水平有限,导致酒糟难以储存和运输,若处置不当,不仅会污染环境,还造成了资源的严重浪费,加重了酿酒企业的经济负担,这一问题必须加以解决,刻不容缓。
酒糟大量供应方案及措施引言酒糟是一种由酿造酒后剩余的渣滓,通常包含了酒酿造过程中所用原料的残余物质,如麦芽、水果等。
传统上,酒糟被认为是一种有机肥料,广泛用于农田。
然而,随着酿酒业的发展,大量的酒糟产生导致了供应超过需求的情况。
因此,需要制定一套酒糟大量供应方案及措施,以解决这一问题。
增加酒糟的利用途径1. 发展畜牧业:酒糟可以作为一种优质的饲料,富含营养物质,适合用于饲养猪、牛、鸡等家禽家畜。
因此,可以与养殖场进行合作,将酒糟作为饲料供应给养殖场。
同时,饲养场也可以提供技术支持,将酒糟进行加工,提高其在饲料中的利用率。
2. 发展生物质能源:酒糟富含有机物质,可以作为一种良好的生物质能源原料。
通过对酒糟进行发酵、压榨等处理工艺,可以得到酒糟油、生物酒精等产物,用于替代化石燃料,以实现可持续能源的发展。
3. 开发农田多种用途:除了作为肥料,酒糟还可以用于土壤改良和农田保护。
通过对酒糟进行脱水、发酵等处理,可以将其制成有机肥料、酒糟固态抗沉淀剂等农业用品,用于提高土壤肥力和水土保持效果。
加强酒糟的收集与处理工作1. 制定明确的收集标准:制定相关政策和规定,要求酿酒企业进行酒糟的收集,并确保酒糟的质量符合相关标准,以保证酒糟的利用价值。
2. 建立酒糟生产基地:在适宜地区建立专门的酒糟生产基地,统一收集和处理酒糟,提高酒糟的利用率。
同时,基地可以发挥规模效应,并引进酒糟加工设备,提高酒糟的附加值。
3. 引进先进的酒糟处理技术:引进国内外先进的酒糟处理技术,提高酒糟的加工能力和附加值。
例如,可以利用微生物发酵技术将酒糟转化为有机肥料或生物质能源。
加强宣传与合作1. 宣传酒糟的价值:加强对酒糟多种用途的宣传,提高人们对酒糟的认知,增加其市场需求。
2. 与相关企业合作:积极寻找与酒糟利用相关的企业合作,共同开拓酒糟市场。
可以与养殖场、生物质能源企业、农业合作社等建立长期合作关系,共同推动酒糟资源的合理利用。
建立监管机制1. 加强监管力度:相关部门应加强对酿酒企业和酒糟处理企业的监管,确保其按照相关规定进行酒糟收集和处理,时时掌握酒糟产生及利用情况。
酒糟综合利用技术研究进展一、本文概述随着全球对可再生能源和环保技术的日益关注,酒糟作为酿酒过程中的主要副产物,其综合利用技术已成为研究热点。
酒糟富含有机物质和微生物,具有极高的利用价值。
本文旨在对酒糟综合利用技术的研究进展进行全面概述,探讨其在生物能源、饲料、肥料、化工原料等领域的应用现状,并分析其未来发展趋势。
文章首先回顾了酒糟的成分特性及其利用价值,然后重点介绍了酒糟在生物发酵制乙醇、生物制氢、厌氧消化产沼气、饲料加工、有机肥料生产以及提取高值化合物等方面的研究进展,最后对酒糟综合利用技术的发展前景进行了展望。
通过本文的综述,旨在为读者提供酒糟综合利用技术的全面视角,为相关领域的研究和实践提供参考和借鉴。
二、酒糟的成分与特性酒糟,作为酿酒工业的副产物,其成分与特性对于其综合利用技术的研发至关重要。
酒糟主要由固态残余物组成,包括未完全利用的粮食原料、酵母菌体、发酵过程中产生的代谢产物以及微量的酒精等。
这些成分使得酒糟具有独特的物理和化学特性,如高水分含量、低pH值、易生物降解等。
在成分上,酒糟富含有机物质,如蛋白质、纤维素、半纤维素和木质素等。
其中,蛋白质含量较高,是一种优质的饲料资源。
酒糟中还含有多种矿物质和维生素,对于提高动物饲料的营养价值具有重要作用。
在特性方面,酒糟具有良好的生物降解性,可以作为有机肥料使用,促进土壤微生物的生长和活动。
酒糟还具有较好的吸水性和保水性,可以用于土壤改良和节水农业。
酒糟中的酒精残留使其具有一定的抑菌作用,可以应用于生物防腐和生物农药的研发。
酒糟作为一种具有丰富成分和独特特性的副产物,具有广泛的应用前景。
通过深入研究酒糟的成分与特性,可以为酒糟的综合利用技术的研发提供理论基础和技术支持。
三、酒糟的传统利用方式及其局限性酒糟,作为酿酒过程中的副产物,历来在食品、饲料和能源等多个领域中被广泛利用。
然而,随着酿酒工业的快速发展和环保要求的日益严格,传统的酒糟利用方式已逐渐显露出其局限性和不足之处。
酒糟资源化利用实习周志1.白酒酒糟处理现状随着我国居民生活质量的提高,白酒产业迅速发展,白酒行业产值在许多地区的经济组成中占比可观,但白酒行业在推动经济发展的同时也带来了产量巨大的酒糟。
白酒酒糟是以粮食作为原料经发酵、蒸馏后的剩余物,据统计,每吨白酒约产生3吨酒糟,绝大多数酒糟并未得到充分利用。
目前最有效的利用方式是代替部分粮食喂养牲畜,而这种利用方式并不能使酒糟产生更大的附加价值"。
白酒酒糟的直接填埋处理,不仅造成严重的环境污染,也是对资源的极大浪费。
酒糟中富含多种尚未完全利用的营养物质,例如蛋白质、氨基酸、淀粉等都是重要的食品原材料,对酒糟加以开发利用可以为白酒企业带来附加产值,这使酒糟成为国内学者研究的热点,也表明最大程度开发酒糟的资源化利用具有重要的意义,同时这项举措也是对生态文明建设号召的积极响应。
2.白酒酒糟的资源化利用2.1白酒酒糟应用在食品行业中2.1.1调味品我国是调味品生产大国,白酒酒糟含有纤维素、蛋白质与淀粉等未利用完全的营养成分,并且还具有多种酯类、醇类、醛类等风味物质,在调味品加工方面具有优势。
岳德宏等人利用酒糟作为主要生产原料,代替大豆生产酱油,对成品酱油通过理化指标、感官检测,结果均符合国家酿造酱油的标准,其中氨基态氮含量高于传统黄豆酿造酱油"。
罗乐等人利用酒糟发酵食醋,发现酒糟食醋在各方面均优于传统发醛食醋,还在酒糟食醋成分中检测出多种微量元素物质,这项新资源化利用也赋予了食醋新的定义5。
另外,还可以利用白酒酒糟生产酒用香味物质等。
2.1.2食用酒精赵东等人利用作用酶、发酵菌株等对酒糟进行发酵以生产酒精,研究发现在一定条件下,当发酵数天后,酒糟所产酒精量及质量达到最高,为酒糟的资源化利用提供了重要参考。
2.1.3食用菌张楷正等人利用酒糟栽培杏鲍菇,检测结果表明生物转化率最高达到89%,获得了品质优良的产品。
王松等人利用白酒酒糟作为主要原料栽培了猴头菌,检测结果表明栽培猴头菌转化。
白酒糟综合利用现状及多级链式开发技术研究李德【摘要】Based on the present situations of and the existing problems in comprehensive utilization of distillers grains and in order to ensure sustainable development of Baijiu enterprises,multistage chain development of spent grains according to its different function-al components was adopted to produce different products and further to enhance the comprehensive utilization efficiency.The techni-cal program was introduced as follows: firstly, spent grains was reused as raw materials to produce liquor by bioenginnering tech-niques,then distillers grains was used as fuel to produce steam required in liquor-making,finally husk ash was used as raw materials to produce silica aerogel.This was a new approach for scientific and comprehensive use of starch,fuel and silica source in distillers grains, and it could achieve the purpose of turning waste into useful things, deep development and comprehensive utilization at the source.%根据白酒糟综合利用现状及存在的问题,为了保证白酒生产企业可持续化发展,在对白酒糟进行处理时,应结合酒糟不同功能成分进行多级链式开发,按需生产出不同的产品,从而提升酒糟处理综合效益.其技术方案为:首先利用生物工程技术,以丢弃酒糟为原料生产复糟酒;然后以复糟为燃料生产酿酒所需蒸汽;最后以酒糟稻壳灰为原料生产白炭黑.从而开辟了一条全面、合理利用酒糟中淀粉、可燃物和硅源的新途径,实现了从源头上将丢糟变废为宝、深度开发、综合利用的目的.【期刊名称】《酿酒科技》【年(卷),期】2018(000)004【总页数】5页(P101-105)【关键词】白酒糟;利用现状;多级链式开发;技术研究【作者】李德【作者单位】四川省宜宾五粮液集团有限公司,四川宜宾644000【正文语种】中文【中图分类】TS262.3;TS261.9;X797白酒糟是白酒生产过程中产生的固体废弃物。
《饲料工业》·!""#年第!$卷第%期资源开发汪善锋,浙江大学动物科技学院,!"##$%,浙江杭州,&#’(")*+#$$$’’。
陈安国,单位及通讯地址同第一作者。
收稿日期:$##$,"$,"#白酒糟资源的开发利用途径汪善锋陈安国$"世纪我国人口将出现"+亿的高峰-由于工业、交通及生活设施等建设的占地-可耕地面积将降至低谷。
根据专家预测-我国的粮食生产通过增加复种指数和利用科学技术提高单产,在$#!#年可望能达到(."亿吨-基本上能满足本国人口的口粮的需求。
因此在一定程度上$"世纪的中国粮食问题-实质上是在保证口粮的基础上-如何满足养殖业和其它行业所需的用量问题。
白酒酿造行业是耗粮大户-据统计我国每年用于酿酒的粮食达$###多万吨-产生"(##多万吨的酒糟-可生产大约+##万吨的干酒糟饲料。
虽然自古以来农民就有用酒糟饲喂家畜的习惯-但是由于酒糟水分含量高&+#/0(#/)、干物质少、粗蛋白含量低&"$/0"’/)、粗纤维高&$#/左右)、消化能、代谢能均较低-直接用来做饲料利用率低,所以寻求有效的途径来开发利用酒糟资源就显得很有必要。
本文对酒糟资源开发利用的途径做一综述,并做出简单的分析1"-$2。
!酒糟资源的传统开发技术限制酒糟资源利用的制约因素:!鲜糟酸度大&34为5)-水分高&达到+#/0(#/)-易腐败变质-不利于保存和运输;"由于掺入了大量的稻壳。
经测定在干物质中稻壳的重量占!’.+/-体积为’#/-且消化率低、适口性差、饲用价值低1",$2。
"."鲜酒糟直接饲喂鲜酒糟直接饲喂-一般适用于以下几种情况:!运输距离短;"有良好的储备酒糟的条件;#在肉牛的饲料中-把酒糟和精料&粉料)混合。
一方面由于牛是反刍动物-允许饲料中的粗纤维含量高一点-而且鲜酒糟中含有特有的芳香味和乙醇-乙醇具有加快血液循环的作用;另一方面-鲜酒糟中的水分可以避免粉料的飞扬和牛采食时粉料被牛吸入鼻孔。
鲜酒糟直接饲喂虽有一定的优点-但它的缺点也是显而易见的。
!酒精含量较高,易出现酒精的慢性中毒;"易腐败变质;#营养价值利用率低;$易出现便秘等消化道疾病等等。
".$挤压分离法以挤压机挤压酒糟,使水分和部分粮渣与稻壳等分离,然后再筛分一次稻壳。
优点是干燥较容易,挤出物蛋白质含量高(可达!’/),缺点是分离率低,工艺复杂,生产成本高。
".!机械脱水法用离心机对酒糟脱水后干燥。
优点是干燥能耗低,缺点是养分损失大,机械效率低,生产成本高。
".5吸附法用等量的粉状辅料&麦麸等)与稀酒精糟混合搅拌-吸附其水分-使稀酒精糟含水量由*#/降至5#/-再经过粉碎造粒工序-减少其粘稠性-即可通过干燥设备生产出含水量"#/以下的干酒精糟饲料。
其工艺如下1!26稀酒精糟7粉状辅料&混合搅拌&造粒&干燥&筛分+粉碎&成品".’漂洗沉淀法&湿法分离法)用水漂洗酒糟-使粮食与稻壳分离-粮渣干燥后用作饲料-稻壳干燥后用于制酒。
优点是分离彻底-稻壳漂洗干净-粮渣营养含量高;缺点是养分损失大-干燥能耗高。
".+烘干粉碎成糟粉饲喂世界发达国家如美国、原苏联、德国早在$#世纪+#0(#年代就在这方面进行了大量的研究。
近年来我国也有很大的进展。
但由于机械加工的酒糟未提高原有营养成分-加之酒糟的水分含量过高-烘干耗能大-产量低-生产成本高-据报道其生产成本高达’##元89-因此一直形不成生产能力。
酒糟烘干必须兼顾产品质量与成本-目前较好的烘干工艺采取二级分段干燥的工艺组合-一级干燥水分自称+’/降到!’/;二级干燥将水分自!’/降到"$/以下。
在一级干燥中-物料水分含量高-属于等速干燥阶段-此段的干燥目的应以快速大量的脱水为佳。
提高干燥介质温度!加大传热及传质推动力!干燥介质宜采用经除尘净化的直火热空气!温度"##$左右!巨大的温差及水分压差!促使水分快速气化!物料温度不会高于此状态下湿空气的绝热饱和温度!一般一级干燥排料料温在"#$左右。
在一级干燥过程中主要是防止物料结团!目前搅拌气流干燥机和旋片式干燥机比较适合于酒糟的一级干燥!这类干燥机采用高速旋转的打板对物料进行打击!剪切!抛散!使高湿高粘物料变成微小颗粒呈雾状弥漫于干燥机内!在干燥的过程中!物料由于受高速打击!不断暴露新的表面!以利于水分的气化!降低了干燥能耗。
二级干燥段属于降速干燥段!宜采用低温延时缓慢干燥!温度控制在%##$以下。
此段可选用热管管束干燥机!干燥介质可使用热水或导热油,加热介质可循环使用!热损失小&’(。
)*+酒糟烘干或风干后的饲料化处理酒糟烘干后若直接粉碎加工!利用价值不高!较可行的工艺将稻壳分离!这样可以提高酒糟的有效成分。
优点是得到的粮渣是优质的蛋白质饲料!绝干物质中蛋白质高达,"-!不足之处是粮渣提取率低!工艺复杂!设备的投资也较大!目前还处于进一步的改进阶段。
工艺流程:(搓揉分离工艺)&"(鲜酒糟&干燥机&干酒糟&搓揉机&筛分机&稻壳,成品-粉碎-分离酒糟韩捷等.)//01报道了白酒糟振打分离工艺!与搓揉分离工艺相比!稻壳的破碎率低!有利于回收利用!且有利于提高粮渣的质量&)/(。
苏柏若等.)//%1报道了固态酒糟气流分离的方法!利用粮渣和谷壳在气流中的漂浮的速度不同而将二者分离。
同时指出了此种方法主要受酒糟的含水率的影响,传统的将酒糟干燥到安全水分()%-左右)分离的效果并不理想,而在含水率在2#-时效果最佳&%%(。
夏先林等(%##%)报道了风干后的酒糟通过不同的谷壳分离的方法,即通过一级(%#目筛分)脱谷壳和二级(一级基础上再’#目筛分)脱谷壳处理,其粗纤维含量显著降低.%#*"-,0*’-和"*%-1;粗蛋白明显提高.)’*/-,)+*%-和)0*’-1;营养价值明显提高,可以作为畜禽配合饲料的原料之一。
!酒糟的青贮青贮就是在嫌气的环境中,让乳酸菌大量繁殖,从而将饲料中的淀粉和可溶性糖变成乳酸,当乳酸积累到一定浓度后,便会抑制霉菌的腐败菌的生长,从而把含水量高的饲料养分长时间的保存下来。
酒糟青贮后可有效地保存其营养成分,可以使其中残留的乙醇挥发掉,更主要的是可以延长酒糟的保存时间。
据有关资料报道,鲜酒糟与秕谷或其它碾碎粗料混合,进行青贮,混合比例为,3)为宜,含水量在+#-左右,饲喂青贮酒糟时,加石灰水中和其中的酸()##45糟加)##6)’#5石灰)。
鲜酒糟另一种保存方法是将糟置于窖中%6,7,待上面渗出液体时将清液除去,再加鲜酒糟,这样层层添加,最后一次除清液时不要排干,留一层水液隔绝空气,然后用木板盖好,这样经沉淀保藏的酒糟呈浓糊状,气味好,营养价值较鲜酒糟高。
"利用酒糟生产多功能饲料基本思路是用白地霉菌生产蛋白质!用康宁木霉菌降解纤维素!用赤霉菌产生生长素。
生产的方法有以下,种&/8))(:,*)液体发酵法即用酒糟浸出液接种白地霉生产酒糟菌体蛋白,工艺流程如下:原酒糟&加水&浸提&过滤&调93:&灭菌&培养&第一次采收&第二次采收&第三次采收.风干&包装,*%分步转化法即蛋白质、能量、生长素,者分别转化。
工艺流程如下:新鲜酒糟&风干&除异物&粉碎&膨化&软化灭菌.培养-接种木菌-灭菌-调水分-调;<.灭活&调93:&调水分&灭菌&接种白地菌.包装-混合-粉碎-风干-灭活-培养/0粉碎-风干-灭活-培养-接种赤霉菌-灭菌-调水分分步转化法是分别制作!因此互不影响!交叉感染少!生产周期短。
,*,综合转化法即先后接种木霉菌!白地霉菌及赤霉菌。
工艺流程如下:包装综合转化法是同一地方制作!菌种间易互相影响和感染!这就增加了灭菌的次数和药品的用量!生产成本就相应地增加了。
利用酒糟生产多功能饲料,它具有以下优点:!多功能性;"生产设备的灵活性,即可根据生产者的条件选择投资不等的生产方式,既适合土办法生产,也适用于现代化的生产方式;#生产周期的长短不一性。
以上"种方法的生产周期分别为#,$,%&。
生产者可根据需要,"种方法穿插进行;$投资周期短,经济效益较好。
!利用酒糟生产粗酶制剂酶制剂是继单细胞蛋白饲料,活性饲料酵母之后的又一种微生物制剂。
酶制剂合理使用可提高饲料营养成分利用率,降低饲料成本和减轻畜禽粪便造成环境污染。
利用酒糟为原料,改进固体发酵,生产低成本饲用酶制剂,为我国酶制剂工业又探索出一条新途径。
’(#生产工艺流程采用三级培养固体浅层发酵)#*+’(#(#一级菌试管扩大培养培养基制备&接种&培养菌株采用,-"·’".%/生产糖化酶0与绿色木霉,前者培养用察氏培养基,后者用马铃薯培养基。
两菌种应分别接种,单独培养。
’(#(*二级菌种的培养培养原料:绿色木霉用单一的鲜酒糟,黑曲霉用酒糟1米糠1麸皮三合一培养料培养。
培养木霉时可直接在无菌室内接种装瓶。
培养黑曲霉时应经高压灭菌后再接种,接种后的培养流程为:接种&堆积(#*2)&摇瓶(再堆积#*2)&摊瓶(#*2)&扣瓶(#*2)&立瓶(干燥)。
不同菌种绝对隔离。
’(#("三级帘子培养(成品)培养料的预处理同二级培养料。
培养木菌时可直接上帘,铺平,铺料的厚度*3"45为宜。
将铺好的帘子放到立体发酵架上,培养"&,整帘原料布满绿色孢子,即可出料风干,即为成品。
生产糖化酶时生产流程如下:配料(同二级)&蒸料&接种&堆积摊帘&划帘&静置培养&放潮&出料流程说明:接种在"*6下堆积72,’2搅拌一次,72后上帘,摊帘的厚度#3*45!品温应在".3"#6,室温保持在".6。
前期管理:接种后约#’3#$2,培养料结块后划帘,*3"2后第二次划帘,使品温控制在"*6;中期管理:该期菌丝生长旺盛,呼吸作用较强,放热量大,故温度应控制在*83"*6;后期管理:料外观结成孢子,色泽完全变好后,即可开窗放潮进行干燥。