凸轮轴数控磨床凸轮廓形磨削曲线数学模型建立的研究
- 格式:doc
- 大小:377.00 KB
- 文档页数:5


摇摆式凸轮轴数控磨削插补算法及控制策略研究*贾振元 郭东明 傅南红 王振国 郭丽莎(大连理工大学机械工程学院 大连 116024)摘要 根据摇摆式凸轮轴磨削运动几何原理,提出了一种多约束凸轮轴凸轮型线数控磨削插补技术,建立了以凸轮矢角θ为参变量的插补算法模型。
给出了插补过程与实时伺服相分离的前后台式控制策略思想,并验证了插补算法的精度和效率,为研制摇摆式凸轮轴数控磨床提供了理论参考。
叙词: 凸轮轴 摇摆式 多约束 插补 前后台中图分类号: TH161.1* 大连市科技攻关资助项目。
20000409收到初稿,20000927收到修改稿0 前言目前生产中普遍采用靠模仿形磨削来加工凸轮轴,由于靠模或砂轮磨损导致升程尺寸超差,同时工件转速也影响工件精度。
实践表明,工件转速与凸轮升程超差(如桃尖下陷,切面加厚)、磨削烧伤和裂纹以及凸轮表面上产生波纹、棱面、线迹等振痕有很大的关系。
数控技术广泛应用于凸轮轴磨床,不仅实现了高精度“软靠模”、砂轮磨损实时补偿,而且通过工件变转速磨削技术,控制工件在一周内的转速,达到磨削点线速度基本恒定来提高凸轮轴的加工精度。
随着工业控制PC 技术和伺服技术的发展,以交流伺服为驱动单元的计算机闭环数字控制系统已经成为数控技术的主流。
其中插补技术是计算机数控技术的一个核心模块,插补算法的精度和速度优劣与否将直接影响CNC 系统的性能。
本文从摇摆式凸轮轴磨削的机理入手,详细讨论实现凸轮轴数控磨削凸轮型线插补算法的原理和控制方法,为摇架式仿形凸轮轴磨床数控化提供了理论基础。
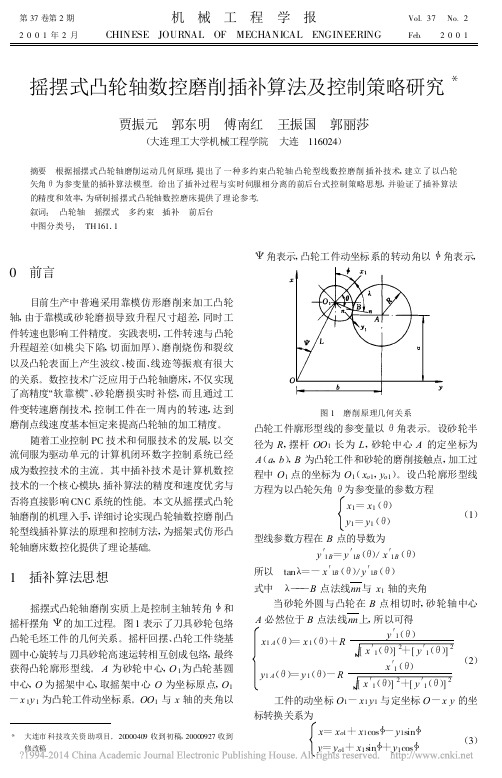
1 插补算法思想摇摆式凸轮轴磨削实质上是控制主轴转角 和摇杆摆角Χ的加工过程。
图1表示了刀具砂轮包络凸轮毛坯工件的几何关系。
摇杆回摆、凸轮工件绕基圆中心旋转与刀具砂轮高速运转相互创成包络,最终获得凸轮廓形型线。
A 为砂轮中心,O 1为凸轮基圆中心,O 为摇架中心,取摇架中心O 为坐标原点,O 1-x 1y 1为凸轮工件动坐标系。

第1】届全因磨削技术学术套议论文集全数控磨床磨削凸轮时砂轮位移的数学模型周志雄肖真健陶剑波宓海清湖南大学国家高效磨削工程技术研究中心410082关键词:数控磨床,凸轮,砂轮位移一、研究背景随着生产的发展和社会的进步,数控制造技术应用越来趣广。
数控机床较好地解决了高生产率与高柔性之间的矛盾,特别适用于更新频繁、生产周期短,或形状复杂、精度要求高的产品的加工。
汽车、摩托车的凸轮零件便属于这种情况。
传统的凸轮磨削方法是使用样板靠模,即凸轮零件一边旋转一边绕摇架摆动,砂轮架只做切削进给运动。
这种方法因对不同零件须重新制作不同的靠模,因而生产周期长;又因为零件形状取决于靠模形状,而靠模又容易磨损,故精度难以保证。
而采用数控技术.我们只需根据凸轮形状算出砂轮架运动轨迹并输入电脑,加工时,砂轮架除作切削进给运动外,还按照电脑指令在高度灵敏的伺服电机驱动下做形成凸轮轮廓的水平移动,凸轮零件只做旋转运动。
这可使生产厂家方便地磨削各种复杂形状的凸轮,不必费时费力地制造靠模,大大缩短了新产品开发周期,减轻了工人劳动强度,提高了零件加工精度,有显著的经济和社会效益。
二、数学模型的建立1、磨削时基本条件说明(略)2、公式推导(略)对应升程表上每一个。
值.都可求出相应的凸轮转角中和砂轮架位移X。
若将x与中进行拟合,在中的每~整数点上取对应的x值,即可得凸轮每转一度砂轮应移动的距离。
3、两种特殊情形:生产实践中.凸轮升程的确定有三种不同的方法.即分别用刀口挺杆、平面挺杆、滚子挺杆测定。
前两种方式可看作滚子挺杆的特殊情形,即滚子半径为0时是点测头,半径无穷大时为平面挺杆。
故取rl=0,上述公式即是刀口挺杆公式;取rl=。
(实际中可取一相当大的有限数,如10000000毫米),即是平面挺杆公式。
三、加工实例已知某凸轮零件基圆半径r=17.5毫米,升程用平面挺杆测定,设凸轮桃尖为0度,升程从_69度到69度,要求加jr误差小于o.03毫米。

弧面凸轮数控加工的算法研究弧面凸轮数控加工的算法研究摘要:弧面凸轮是一种常见的机械传动装置,其加工精度对机械传动的稳定性和寿命有着重要影响。
本文通过分析弧面凸轮的特点,研究了弧面凸轮数控加工的算法,探讨了实现高精度加工的方法,并对算法进行了验证。
关键词:弧面凸轮,数控加工,算法,精度1. 引言弧面凸轮广泛应用于各种机械传动装置中,如汽车发动机、工业机械等。
其作用是将曲轴的旋转运动转化为凸轮的滑动运动,以驱动其他机械部件。
由于凸轮的运动轨迹是复杂的弧形,因此需要使用数控机床进行加工。
2. 弧面凸轮的特点弧面凸轮具有以下特点:(1)复杂的运动曲线:弧面凸轮的运动曲线不是简单的直线或圆弧,而是复杂的曲线,因此加工难度较大。
(2)高要求的加工精度:弧面凸轮的运动曲线决定了其加工精度需要很高,以确保机械传动的平稳运行。
3. 弧面凸轮数控加工的算法为了实现弧面凸轮的高精度加工,需要设计适用于数控机床的算法。
基于弧面凸轮的特点,我们提出了以下算法:(1)曲线拟合算法:通过将弧面凸轮的曲线拟合成一系列线段或圆弧,以减少加工复杂度。
拟合算法可以采用最小二乘法或其他曲线拟合方法。
(2)加工路径生成算法:根据弧面凸轮的曲线拟合结果,生成数控机床加工路径。
路径生成算法要考虑加工过程中的刀具姿态,避免碰撞和超出加工范围。
(3)轨迹优化算法:针对加工路径中的曲线段或圆弧,优化刀具轨迹,以提高加工效率和精度。
优化算法可以使用遗传算法、粒子群算法等。
4. 弧面凸轮加工精度的控制为了保证弧面凸轮的加工精度,需要考虑以下几个方面:(1)数控机床的精度:数控机床的定位精度和刀具运动精度决定了加工的最终精度。
因此,在数控机床的选择和使用中,要考虑其精度特性。
(2)加工刀具的选择:不同的加工刀具对于加工精度有较大影响,选择合适的刀具可以提高加工质量。
(3)切削参数的优化:切削速度、进给量和切削深度等切削参数的选择对于加工精度有一定影响,需要进行优化。
磨削加工凸轮表面粗糙度的数学模型韩赛宙;韩秋实;彭宝营;李启光;李忠刚【摘要】表面粗糙度是影响凸轮的耐磨性、配合的稳定性、疲劳强度的关键因素,因此提高凸轮表面粗糙度至关重要.对切屑的厚度进行了假设,考虑了特定磨粒形状对凸轮表面粗糙度的影响,研究了凸轮租糙度、砂轮转速、凸轮轮廓曲率、磨削点速度、磨削余量之间的关系,推导出凸轮表面粗糙度的数学模型,模型包括了砂轮线速度、曲率半径、磨削点线速度、磨削余量、砂轮相关系数、凸轮轮廓相关系数,这使得粗糙度模型可应用于不同的磨削条件.在数控非圆磨床上,根据X-C磨削凸轮模型加工某型号凸轮,磨削结果证明所推导的凸轮粗糙度模型是正确的.【期刊名称】《机械工程师》【年(卷),期】2016(000)004【总页数】4页(P77-80)【关键词】凸轮;磨削;粗糙度【作者】韩赛宙;韩秋实;彭宝营;李启光;李忠刚【作者单位】北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192【正文语种】中文【中图分类】TG596近年来,随着车辆、船舶、航天器等领域对机械零部件的加工要求的提高,对凸轮类非圆轮廓零件的加工质量——表面粗糙度也提出了更高的要求。
对于凸轮磨削,目前广泛采用X-C两轴联动加工。
X-C两轴联动加工是通过建立X-C联动位置与速度模型来加工凸轮,机床结构相对简单,因此X-C两轴联动具有效率高、精度高、成本低的特点。
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度[1]。
其两波峰或两波谷之间的距离很小,它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
Badger和Torrance[2]对磨粒进行了四棱锥体的假设,Shaw 和Lal[3]则认为,认为磨粒形状为球体更为合理,Hecker等[4]人根据磨削过程的随机性质建立了数学模型,该模型主要考虑了砂轮表面磨刃的随机几何形状和随机分布,Stepien[5]建立了一个磨削的概率模型,该模型考虑了磨粒顶尖在砂轮表面的随机排列,并对材料磨除过程进行了详尽的描述。
凸轮恒磨除率磨削的转速曲线优化刘艳;韩秋实;李启光;彭宝营【摘要】凸轮是复杂的非圆零件,加工过程中,瞬时速度和加速度剧烈变化会降低加工品质.推导了恒磨除率变速磨削数学模型.基于恒力磨削的思想,得到了凸轮C轴变速恒磨除率公式.在此基础上,运用最小二乘法对凸轮轮廓数据进行多项式拟合,得到平滑的凸轮转速曲线和砂轮进给速度曲线.仿真结果表明,该方法能够使磨除率保持近似恒定的同时,还得到平滑的旋转轴转速曲线,并大幅减小C轴的加速度,从而提高凸轮轴磨削精度.【期刊名称】《机械制造与自动化》【年(卷),期】2015(044)002【总页数】4页(P25-28)【关键词】凸轮;恒磨除率;最小二乘法;速度优化【作者】刘艳;韩秋实;李启光;彭宝营【作者单位】北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192;北京信息科技大学机电工程学院,北京100192【正文语种】中文【中图分类】TH132.47;TG580.6凸轮磨削是一种复杂的非圆磨削,除磨削基圆部分与普通的外圆磨削加工状况一样,其他部分的磨削条件是不断在变化的。
磨削凸轮一周的顺序为:“基圆-升程-桃尖-顶圆-回程-基圆”。
采用恒角速度磨削凸轮时,磨削深度相同时,由于凸轮极径的变化引起磨削点线速度变化,使得接触弧长不同,从而金属切除率和磨削力除基圆部分恒定外其他部分的磨除率和磨削力不断变化,磨除率和磨削力变化会对凸轮加工表面品质产生较大影响。
理论上,恒线速度磨削加工,磨削力比较平稳,可提高工件磨削加工精度和工件磨削表面品质。
但实际生产加工中,恒线速度加工复杂的联动轴运动,引起瞬时速度和加速度剧烈变化。
北京信息科技大学提出了基于恒磨除率的恒线速磨削加工数学模型,采用三次样条曲线拟合方法,得到波动的速度曲线[1-3];湖南大学采用三次样条曲线拟合方法对工件旋转速度优化,提出了近似的恒线速控制方法,通过控制磨削点加速度对速度进行优化[4-5]。
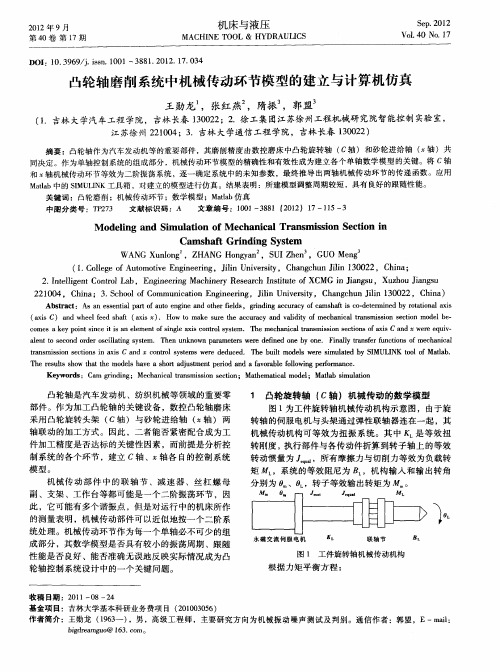
摘要凸轮机构是最常用的传动机构之一,越来越广泛地应用于各种机械设备中。
本课题所研究对象是某纺织机械开口机构共扼凸轮副上下两个凸轮,该凸轮是由非圆函数曲线组成,现有磨削加工工艺是在自行改造的三轴数控外圆磨床上,采用凸轮绕自身轴线等角速度磨削加工工艺,所磨削的凸轮表面存在着“棱边”现象,有时甚至伴随磨削烧伤,磨削加工还需要增加一道抛光工序,表面质量差,加工周期长。
本文对凸轮等线速磨削进行了研究,首先通过给定的导轮运动轨迹,求解了上凸轮的轮廓曲线,并根据开口机构共扼原理求解了下凸轮的轮廓曲线;以等弦长磨削方法近似等线速磨削,通过给定的等弦长求解相应的凸轮转角,获取凸轮曲线上一个个磨削分割点;利用等距线原理,对凸轮曲线上的分割点求解砂轮中心运动轨迹;依据砂轮中心运动轨迹编写凸轮磨削NC程序;在改造的数控外圆磨床上对共扼凸轮进行等线速磨削试验。
经磨削试验结果说明,共扼凸轮等线速磨削单位金属磨除率均匀,减小了磨削力的波动,消除了磨削“棱边”现象,避免了磨削烧伤,取得较好的磨削避免质量。
通过本课题的研究,不仅解决了纺机开口机构共扼磨削工艺难题,还为凸轮数控磨床设计开发和传统机床的改造提供了理论依据和经验借鉴。
关键字:共扼凸轮;等线速磨削;CNC磨床AbstractContent: The cam organization is one of the most frequently used transmission organizations, and it is more and more widely applied to various kinds of machinery.nd the reform to the existing grinder constantly.Key words: Spinning machine cam, outline curve, equal linear velocity, CNC grinding纺机凸轮轮廓曲线等线速CNC磨削技术研究目录摘要 (1)Abstract (2)第一章绪论 (3)1.1 本课题研究的目的意义及其背景 (3)1.2 本课题研究的具体任务要求 (3)1.3 本课题研究的思路和技术路线 (4)第二章纺机凸轮的运动分析及曲线求解2.1 纺机凸轮的运动分析 (5)2.1.1 已知条件说明 (5)2.1.2 凸轮运动副分析 (5)2.2 凸轮曲线计算 (6)2.2.1 凸轮1曲线方程计算 (7)2.2.2 导轮4中心运动轨迹计算 (9)2.2.3 凸轮2曲线方程计算 (10)第三章凸轮等线速磨削分析计算3.1等线速磨削原理 (14)3.2 等线速磨削的相关计算 (14)3.2.2 工件坐标系的确立 (15)3.2.3 步长的确定 (15)3.2.4 凸轮轮廓基点和节点坐标的计算 (15)3.3凸轮磨削刀位点的计算 (18)第四章等线速磨削CNC程序的编制4.1 数控系统简介 (22)4.2 凸轮磨削加工工艺分析 (23)4.2.1起始点的选择 (25)4.2.2工件装夹 (25)4.3 数控程序编制 (23)4.3.1数控编程方法的选择 (23)4.3.2凸轮等线速CNC磨削中的参数设定 (24)4.3.3凸轮等线速磨削CNC程序的自动生成 (25)第五章凸轮等线速磨削试验与分析5.1 凸轮磨削试验前的准备 (29)5.1.1 砂轮修整 (29)5.1.2 数控程序的传输与校验 (29)5.1.3 初始位置调整 (30)5.2 磨削结果与分析 (31)5.2.1 磨削试验过程 (31)5.2.2 磨削试验结果分析 (31)第六章总结与展望 (33)致谢 (34)参考文献 (35)附录1: 纺机开口机构凸轮副照片 (37)附录2: 共扼凸轮磨削照片 (37)附录3:凸轮1程序 (38)附录4: 凸轮2程序 (45)第一章绪论1.1 课题研究的目的意义及其背景凸轮是一种常见的机械传动零件,凸轮轮廓的加工一直是机械制造工艺中的难点之一。
凸轮轴数控磨床凸轮廓形磨削曲线数学模型建立的研究
作者:宋朝阳
来源:《科学与财富》2016年第13期
凸轮廓形磨削曲线的通用数学模型包括:升程表数据转换为直角坐标值的数学模型;磨削速度和加速度及磨削位置相对应的磨削曲线数学模型。
在加工一个凸轮时,会依据从动件的运动规律得出坐标轴对应的关系和凸轮升程表,凸轮升程表包括对应的每度升程数值和转角。
我们需要在平面坐标系中描述凸轮廓形的曲线,首先需要将凸轮升程表转换为平面直角坐标数值,从而将升程表中的原始工艺数据转换为直角坐标系下的坐标数值,这样才能绘制出凸轮的廓形曲线。
为了提高非线性凸轮的磨削质量,在工件旋转恒定加速度前提下,研究工件旋转的变速度数学模型。
升程表数据转换为直角坐标值的数学模型
升程表数据转换为直角坐标值的数学模型,实际上是平底从动件凸轮的实际轮廓在反转以后,所有平底从动件运动轨迹构成的直线包络线,设基圆的半径数值为r0和从动件的运动规律(凸轮角度和升程),设平底从动件的交点B0与导轮中心线为参考点,凸轮转过角度时,平底从动件上移距离数值为s ,参考点由B0移至点B',再应用反转法把全部凸轮机构沿着凸轮回转相反的方向绕原点转过角度,就能推出反转后的平底从动件AB线段,如下图2.1得出:
点B坐标为:
过点B的平底直线族方程为:
式中k为平底直线的斜率:
将k代入上式得:
求解以上公式(1),(2)得出平底从动件凸轮的实际轮廓在直角坐标条件下的参数方程为:
凸轮的升程数值s和转角是很多离散点组成的列表函数,我们要解出关系式并且需要满足其连续精确性,所以设它为四次方程:
式中C0,C1,C2,C3,C4,C5均为系数。
我们选择升程表中的5个特殊位置点;起始点00,450 ,-450,终止点,代入到公式(4)中,再用消元法解出方程的各个系数,再建立求解系数矩阵:
式中,中,上标j为的方数,下标i为不同值序号,再应用消元法将上述矩阵转换为上三角矩阵:
把公式(5)代入公式(3),能把凸轮升程表中的数值最终转化为直角坐标系下的坐标值(凸轮升程表是凸轮旋转每度所对应升程差值),公式引用参考文献[8]中内容[8]。
定义:C轴为工件旋转轴,X轴为砂轮轴,Y轴为仿形摇架,Z轴为砂轮修整。
非圆凸轮磨削数学模型
在磨削凸轮廓形时,由于生成点和磨削点不是同一个坐标点,所以必须需要由已生成的位置点来建立磨削曲线数学模型。
建立数学模型与测量凸轮方法相关,有滚子从动件凸轮磨削曲线和平底从动件凸轮磨削曲线两类数学模型[7,8],平底从动件磨削的原理如下图:
图2.2中O点为凸轮固定基准点。
Y轴摇架的控制仿形,在这里可以假定为砂轮轴沿X方向来回移动,B'点为砂轮中心。
经过 i次修整后的砂轮半经RW为:
式中,Rw0为砂轮的初始半经,RW为砂轮每次修整量,为经过j次砂轮修整后砂轮在半经方向的减少量,考虑砂轮修整和磨削进给量时砂轮中心到凸轮中心点O的距离X为:
L和是列表值,是离散点,利用上章公式(5)求出便可求出X和C(L=S),式中为磨削当前圆时凸轮最外轮廓到理想工艺要求轮廓的厚度,其中:式中:是磨削总余量,n是磨削总的圈数,是磨削i圈以后磨掉的轮廓厚度。
综合上述因素推出凸轮磨削加工的数学模型:
速度曲线为可编程旋转工件的速度值,恒定磨除率是指单位时间内磨除的金属体积相等,即区域A1A2B1B2与A2A3B2B3相等,图2.3.1示
通过速度的曲线能补偿圆周速度的不同,从而使凸轮的圆周全部区域在切削加工时,圆周速度大概是恒定的速度曲线,然后再依据转过的角度列表值和凸轮升程数值,应用有限差分法得出。
当然,还能使用误差计算法。
如图2.3.2示:
图2.3.2示凸轮在某线段上的位移图,其中a,b,c是相邻的3个位移坐标点,旋转角度的增量非常小,并且需要保证各个位移点的增量值相等,
,b点的从动件速度数值是,b点上从动件的速度是以基圆在该位置的角速度和角度作为参考点的基准,
可按2.5章说明的恒定磨除率公式求得,按照上述公式便可作出速度曲线图。
非圆磨削加速度曲线的数学模型
速度曲线也能检查凸轮的廓形数据的准确性。
如果合格,该曲线会有微小的波动,这个时候如果绘出加速度曲线,则加速度曲线会对此类细小的波动表现的更为明显。
因此,需要应用加速度的计算公式来修正加速度的曲线,使它变得光滑,最终消除局部的波动[26],该公式为:
由公式:
如图2所示,物体自A至B的运动,可看成先由A以速度v匀速运动至C,再由C以加速度α匀加速运动至B,由图下可知:
当t→O时AC方向的运动可以忽略.故物体有指向圆心方向的加速度α,半经R与线速度V的关系从上述公式可得出,凸轮轴桃尖部位线速度最高,基圆部分恒定不变,升程和回程区段可近似线性变化。
实际凸轮加速度曲线见图4.5.2,结合图4.5.1和图4.5.2可以看出,回转半径越大其线速度越高,在设计工件旋转转速时以恒定加速度的线速度为理论基础。
恒定磨除率数学模型的研究
将局部区域A1A2B2B1放大,将它近似为平行四边形,平行四边形的一条边(弧A1A2的长度)为,其高为ap,则
该示图反转180度即对应凸轮轴磨削面,P'表示矢量变化率,旋转角变化率。