数控凸轮轴磨床进给系统设计【文献综述】
- 格式:doc
- 大小:17.00 KB
- 文档页数:2
前言部分高速磨削概述:通常我们将砂轮线速度大于45m/S 的磨削定义为高速磨削,而将砂轮线速度大于150 m/S 的磨削定义为超高速磨削。
从上世纪90 年代以后,人们开始认识到高速和超高速磨削所带来的效益,并开始重视和研究高速和超高速磨削加工技术,并在实验的基础上,得到了迅速的发展。
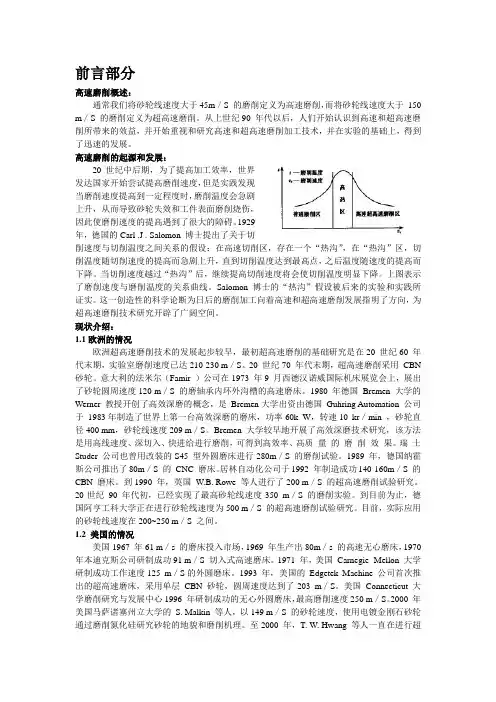
高速磨削的起源和发展:20 世纪中后期,为了提高加工效率,世界发达国家开始尝试提高磨削速度,但是实践发现当磨削速度提高到一定程度时,磨削温度会急剧上升,从而导致砂轮失效和工件表面磨削烧伤,因此使磨削速度的提高遇到了很大的障碍。
1929年,德国的Carl .J . Salomon 博士提出了关于切削速度与切削温度之间关系的假设:在高速切削区,存在一个“热沟”,在“热沟”区,切削温度随切削速度的提高而急剧上升,直到切削温度达到最高点,之后温度随速度的提高而下降。
当切削速度越过“热沟”后,继续提高切削速度将会使切削温度明显下降。
上图表示了磨削速度与磨削温度的关系曲线。
Salomon 博士的“热沟”假设被后来的实验和实践所证实。
这一创造性的科学论断为日后的磨削加工向着高速和超高速磨削发展指明了方向,为超高速磨削技术研究开辟了广阔空间。
现状介绍:1.1欧洲的情况欧洲超高速磨削技术的发展起步较早,最初超高速磨削的基础研究是在20 世纪60 年代末期,实验室磨削速度已达210-230 m/S。
20 世纪70 年代末期,超高速磨削采用CBN 砂轮。
意大利的法米尔(Famir )公司在1973 年9 月西德汉诺威国际机床展览会上,展出了砂轮圆周速度120 m/S 的磨轴承内环外沟槽的高速磨床。
1980 年德国Bremen 大学的Werner 教授开创了高效深磨的概念,是Bremen大学出资由德国Guhring Automation 公司于1983年制造了世界上第一台高效深磨的磨床,功率60k W,转速10 kr/min ,砂轮直径400 mm,砂轮线速度209 m/S。
本科毕业设计(论文) 题目:凸轮轴零件的数控加工工艺设计及数控编程2013年5月凸轮轴零件的数控加工工艺设计及数控编程摘要这次毕业设计的目的就是要对轴类零件的数控磨削加工有所了解,凸轮轴是轴类零件中比较复杂的一种轴类。
在磨削加工方面,凸轮轴也是比较难以加工的轴。
本文则是从最开始的凸轮轴零件的工艺分析开始对凸轮轴进行全方位的分析关于材料的选择,毛坯的确定,热处理选择,基本尺寸以及表面粗糙度的确定都参考了大量的相关书籍进行定性定量的选择,中期的工序设定,以及关于加工步骤中的关于凸轮轴轴颈铣削的夹具设计,还有一些加工用量和加工余量的切削选择和计算,最后还运用了数控技术和仿真技术对凸轮轴零件最终在电脑上进行数控模拟和仿真加工生成零件。
关键词:凸轮轴;工艺设计;数控加工如需要完整文档及cad图等其他文件,请加球球:一九八五六三九七五五CAM shaft parts of nc machining process design and NCprogrammingAbstractThis graduation design is aim to CNC grinding of shaft parts understand ,The camshaft is relatively complex shaft parts of a shaft .In the grinding process, the camshaft is also more difficult to machine shaft. This paper begins with the process analysis to parts of the camshaft camshaft all-round analysis about the choice of materials, the determination of blank heat treatment options, the basic size and the determination of surface roughness are qualitative quantitative reference a large number of related books, Medium-term process Settings, as well as processing steps of CAM shaft neck of milling fixture design, and some processing dosage and the selection and calculation of cutting machining allowance,Finally also use numerical control technology and simulation technology to nc camshaft parts eventually on the computer simulation and the simulation processing to generate parts.Keywords:The camshaft;Process design;Numerical control processing目录1 绪论 (1)1.1Pro/E和Mastercam9.0软件的特点及主要功能 (2)1.2数控技术的相关知识 (2)1.3凸轮轴设计背景 (5)1.4凸轮轴设计方法 (5)1.5凸轮轴设计的作用 (5)1.6凸轮轴设计的结果和意义 (6)2 凸轮轴零件的工艺分析 (7)2.1凸轮轴零件特点 (7)2.2工艺设计原则及凸轮轴加工工艺分析 (8)2.3小结 (9)3 凸轮轴工艺设计 ....................................................... 错误!未定义书签。
文章编号:1004-2539(2010)08-0095-04凸轮磨损的研究综述与思考唐 琴1,2 章易程1 林晨岚1 廖志远2(1中南大学交通运输工程学院, 湖南长沙 410004)(2湖南工业职业技术学院机械工程系, 湖南长沙 410208)摘要 通过对国内外研究现状的调查总结,分析了目前凸轮磨损工程及仿真实验的研究现状,概述了凸轮磨损的预防措施,归纳了失效凸轮常用修复方法,最后对凸轮磨损问题研究在利用载荷谱进行实验研究、利用阶段磨损率进行仿真研究、利用在线自动修复实现防修结合等方面提出了有益的建议。
关键词 凸轮磨损 工程实验 仿真实验 预防 修复Overview and Consideration on Cam WearTang Qin1,2 Zhang Yicheng1 Lin Chenlan1 Liao Zhiyuan2(1School of Traffic and Transportation Engineeri ng,Central South University,Changsha410004,China)(2Department of M echanical Engineeri ng,Hunan Industry Pol ytechnic,Changsha410802,China)Abstract Based on the investigation and summary of the research research status about cam wear at home and abroad,the research status on the engineering experiment and simulation e xperiment of cam wear are analyzed.Pre caution measure against ca m wear are summarized and c om mon repairment methods of failure ca m are present.Finally, some helpful suggestions against cam wear,such as experimental study with load spectra,simulation study with the different wear rate at different wear phase,on line auto repairing for the combination of precaution and repairment are proposed.Key words Ca m wear Engineering experiment Simulation experiment Precaution Repairment0 引言凸轮机构是典型的常用机构之一。
凸轮轴磨床电气及磨削工艺设计摘要:全数控凸轮轴磨床是汽油发动机和柴油发动机凸轮轴关键生产设备,它直接影响发动机的性能和效率。
由于其磨削工艺复杂、磨削精度很高,一直依赖进口,目前国内完全可采用西门子840C数控系统实现全数控凸轮磨床的制造或技术改造。
一.凸轮轴磨床概述凸轮轴磨床可分为非数控靠磨磨床、数控靠磨磨床、全数控磨床三大类。
其中全数控磨床技术难度最大,但其最大的优点是磨削精度高、产品质量稳定、产品更换灵活方便、生产效率高。
目前国内已开始采用西门子840C数控系统实现全数控凸轮磨床的制造或技术改造。
1. 凸轮轴简介凸轮轴对汽车而言是一个关键的基础部件,它安装于发动机内,控制气缸的进气和排气,一个气缸由一个进气和一个排气凸轮控制,广泛应用于汽油发动机和柴油发动机,如摩托车、汽车、火车、卡车等。
每个凸轮轴是由若干个凸轮组成,如四缸发动机,一个凸轮轴由八个凸轮组成。
每个凸轮其形状为桃形,由基园和许多二次曲线,三次曲线及圆弧组成,其构成的封闭曲线称为生成曲线。
生成曲线的线型误差将直接影响发动机气缸内燃料燃烧质量,进而影响发动机工作性能。
参见附件1产品图。
每个凸轮轴都要经过对毛坯的车、铣、钻、粗磨、精磨等二十多个工序才能完成。
凸轮轴磨床就是完成凸轮轴最后一个工序:粗磨、精磨凸轮轴上的每个凸轮。
这里以FN3全数控凸轮轴磨床(下称FN3磨床)为例说明。
2. FN3磨床概述FN3磨床由原西德FORTUNA公司生产,其型号为FN3-DS350/1000.FN3磨床机械部分由机床身、工作台、头架、尾架、主轴砂轮、砂轮修造器、液压系统、冷却系统、动平衡系统等部件组成。
电气部分由数控系统、模拟驱动系统、MARPOSS测量仪、超声波检测仪等部件组成。
3. 磨床技术指标FN3磨床主要技术指标:X轴行程(线性)0-300毫米, 速度10米/分.Z轴行程(线性)0-1000毫米,速度10米/分.C轴行程(旋转)0-360度, 转速200转/分.主轴砂轮线速度35-60米/分金刚轮转速500-2000转/分二.数控系统配置数控系统不仅具有是组成数控磨床不可缺少的重要部分,它通过驱动系统、测量系统完成对工件的精确磨削,并对磨床辅助部件或设备进行监控。
数控凸轮轴磨床进给系统设计研究现状和发展趋势:我国从80年代开始生产数控平面磨床,各开发厂家分别走过了自行研制,与大学及科研单位合作开发到直接引进成熟数控系统的发展道路。
例如:杭州机床厂是一家具有五十年历史,专业生产平面磨床的制造厂,它从80年代中期开始生产数控平磨。
然而我国国产机床数控化程度普遍较低,国内一些著名的机床生产企业年产4万多台,然而其中3万多台是低档普通市场。
如果想要全部把这些普通机床更新为新的自动化的高精度的数控设备,这对于我国制造工业是一个极大的挑战。
这主要考虑到现有制造机械厂的一些经济和浪费等方面的原因。
因此,如果各厂家都能用数控技术改造机床,尽快将我国的现有一部分普通机床实现自动化和精密化改装,那么就能满足我国现有设备技术改造的迫切需要。
机床改造上应用微机不但技术上有先进性,而且有较大的通用性和可调性。
随市场经济体制的建立和不断完善,以及企业制度改革的深化,磨床制造企业和其它企业一样,不断加强适应市场的能力。
在“以中国的装备装备中国”政策的激励下,磨床生产与市场的需求情况发生很大的变化。
近几年来,市场对磨床的需求量不断增长,磨床的产量与销售量也在逐年增长。
在国家拉动内需方针指导下,固定资产投资加大,老设备改造和更新加速,给磨床企业的发展带来了极好的机遇。
随着数控系统性能与可靠性的提高,价格更趋合理,使数控磨床与普通磨床的比价为广大用户所接受,同时随着先进制造与自动化技术在生产中的要求提高,数控磨床的使用也将越来越广泛。
数控平磨及其它磨床将向加工柔性更好的高档磨加工中心和更加高效的专用数控磨床方向发展。
我们相信伴随着计算机、信息技术革命的深入,数控磨床在其智能化、系统信息控制等方面,将会有很大的进步。
如何紧跟历史前进的步伐,找到适合于我们自己特点的发展道路,寻找技术进步的突破点,是我们工作的重点,因为这是关系到中国企业未来发展及生存的关键问题。
存在问题:通过本次设计,留给我印象最深的是要设计一个成功的电路,必须要有耐心,要有坚持的毅力。
一、引言随着科技的飞速发展,制造业正面临着前所未有的挑战。
为了提高生产效率、降低成本、提升产品质量,数控技术逐渐成为制造业的核心竞争力。
本文将从数控技术的起源、发展、应用以及在我国的发展现状等方面进行综述,以期为我国数控技术的发展提供参考。
二、数控技术的起源与发展1. 数控技术的起源数控技术起源于20世纪40年代,当时美国为了解决第二次世界大战中飞机生产过程中出现的大量模具问题,开始研究数控技术。
1952年,美国研制出世界上第一台数控机床,标志着数控技术的诞生。
2. 数控技术的发展自诞生以来,数控技术得到了迅速发展。
从早期的直线插补数控机床到今天的五轴联动数控机床,数控技术已经广泛应用于航空航天、汽车制造、模具制造、医疗器械等领域。
(1)数控系统的演变数控系统经历了从电子管到晶体管、集成电路、大规模集成电路和微处理器的演变。
目前,以微处理器为核心的数控系统已成为主流。
(2)数控机床的发展数控机床从最初的直线插补数控机床发展到今天的五轴联动数控机床,加工精度和效率得到了显著提高。
(3)数控技术的应用领域拓展数控技术已经从最初的航空航天、汽车制造等领域拓展到模具制造、医疗器械、电子信息等行业。
三、数控技术的应用1. 航空航天领域数控技术在航空航天领域的应用主要体现在飞机、导弹、卫星等产品的加工制造过程中。
通过数控技术,可以提高加工精度、缩短生产周期、降低生产成本。
2. 汽车制造领域数控技术在汽车制造领域的应用主要体现在发动机、变速箱、车身等零部件的加工制造过程中。
通过数控技术,可以提高汽车零部件的加工精度、降低生产成本、提高生产效率。
3. 模具制造领域数控技术在模具制造领域的应用主要体现在模具的设计、加工和检测等方面。
通过数控技术,可以缩短模具开发周期、提高模具精度、降低模具成本。
4. 医疗器械领域数控技术在医疗器械领域的应用主要体现在手术器械、医疗器械零部件的加工制造过程中。
通过数控技术,可以提高医疗器械的加工精度、降低生产成本、提高生产效率。
数控机床主传动系统设计毕业设计(工作计划,工作总结,文献综述)数控机床主传动系统设计毕业设计(工作计划,工作总结,文献综述)工作计划毕业设计是在学生完成全部理论教学和时间教学后所进行的一次综合训练,是整个教学过程中最后一个主要的实践教学环节,目的是使学生综合运用所学的基础理论,专业知识和基本技能,进行工程设计和科学研究等工程师的基本训练,进一步培养学生的科学态度,独立分析和解决问题的能力以及创新的精神。
因此,我为这次毕业设计制定了一个详细周密的工作计划。
本次毕业设计完成需12~15周。
预期结果为主轴箱展开图、横剖面图、转速图和功率扭矩图、传动系统图、拆主轴零件图及主轴的加工编程等。
结果表现形式为全部设计图纸及设计说明书。
1基本要求(1)中英文文献及文献综述各一份(2)阅读有关材料15篇(3)外文资料翻译3000字以上(4)设计说明书10000字以上(5)折成A0号图纸4张2设计任务(1)运动设计(2)动力设计(3)结构设计(4)主轴数控加工编程(5)拆主轴零件图(6)传动系统图(7)主轴箱展开图(8)横剖面图(9)转速图和功率扭矩图3工作计划(1)第1~2周实习调研、检阅资料(2)第3~4周方案确定、开题报告(3)第5~8周设计数控机床主传动系统总体方案(4)第9~13周外文翻译(5)第14周撰写说明书(论文)(6)第15周上交设计(论文)工作总结本文完成了数控机床主传动系统设计。
主传动系统是实现主运动的传动系统,它的转速高、传递的功率大,是数控机床的关键部件之一。
对它的精度、刚度、噪声、温升、热变形都有严格的要求。
由于数控机床的主运动要求有较大的调速范围,因此数控机床的主传动电机主要使用交流变频调速伺服调速电机。
由于主运动采用了无级变速,为了确保低速时的扭矩,数控机床在交流和直流电机无级变速的基础上配以齿轮变速。
数控机床采用带有变速齿轮的主传动。
通过少数几对齿轮减速,扩大了输出扭矩,以满足主轴输出扭矩特性的要求,以获得强力切屑时所需要的扭矩。
毕业设计文献综述院(系)名称工学院机械系专业名称机械设计制造及其自动化学生姓名指导教师2012年03 月10日数控机床进给传动系统设计摘要:本文介绍了数控机床的发展,数控机床伺服进给系统的基本组成和设计要求,进给系统的总体设计,沿Z轴(纵向)和X轴(横向)进给系统设计以及进给系统的精度分析。
关键词:数控机床,伺服进给系统,精度分析前言数控机床是一种装有计算机数字控制系统的机床,数控系统能够处理加工程序,控制机床自动完成各种加工运动和辅助运动。
与普通机床相比,数控机床能够自动换刀,自动变更切削参数,完成平面、回旋面、平面曲线和空间曲面的加工,加工精度和生产率都比较高,因而应用日益广泛。
它可以帮助人类完成很多危险、繁重、重复的体力劳动。
[1]数控技术是现代科学技术高度集成和交融的产物,它涉及机械、控制、电子、计算机、人工智能、知识库系统以及认识科学等众多学科领域,是当代最具有代表性的机电一体化技术之一。
人类文明的发展、科技的进步已和数控机床的研究、应用产生了密不可分的关系。
为了适应社会的需求,各院校都比较重视数控技术和控制技术等课程在机械设计及其自动化专业的开设,使培养的学生懂得数控机床设计方面的技术。
经过50多年的发展,现代数控技术在工业、农业、国防、航空航天、商业、旅游、医药卫生、办公自动化及生活服务等众多领域获得了越来越普遍的应用。
1数控机床的发展20世纪40年代末,美国开始研究数控机床,1952年,美国麻省理工学院(mit)伺服机构实验室成功研制出第一台数控铣床,并于1957年投入使用。
这是制造技术发展过程中的一个重大突破,标志着制造领域中数控加工时代的开始。
数控技术到现在已发展到第六代,第一代采用的是电子管,第二代采用的是晶体管,第三代是小规模集成电路,第四代采用了CNC技术,第五代应用了微处理器技术,而第六代数控机床以个人计算机(PC机)为平台。
数控加工是现代制造技术的基础,这一发明对于制造行业而言,具有划时代的意义和深远的影响。
数控机床的产生和发展姓名:向捷1.前言从1952年世界上第一台采用脉冲乘法器原理的直线插补连续控制铣床研制成功至现在,数控机床已经有近70年的发展历史。
从最初的电子管控制的简单铣床,到如今采用CNC控制的加工中心,数控机床的发展经历了巨大的飞跃。
随着微电子技术和计算机技术的发展,数控设备性能日益完善,数控设备如今正朝着高速度化、高精度化、一体化、智能化、开放化与绿色环保化[1]等方向发展。
2.数控机床的发展2.1 数控机床的发展史数控机床是综合了当今世界上许多领域最新的技术成果。
其技术主要包括:精密机械、计算机及信息处理、自动控制及伺服驱动、精密检测及传感和网络通讯等技术。
1948年,美国有一家帕森斯公司承担了一项研制直升飞机浆叶轮廓检查用样板的任务,向美国空军部门提出了革新样板加工专用机床的一个新的设想,这是研制数控机床的最初萌芽。
1952年,世界上第一台数字控制机床样机三座标采用脉冲乘法器原理的直线插补连续控制铣床试制成功。
1958年,世界上第一台加工中心由K&T公司研制成功。
之后随着计算机技术、集成电路技术、传感器技术等的迅速发展,数控机床的发展也进入现代高速发展阶段。
2.2 现代数控机床的发展2.2.1 高速度化高速型切削加工属于当前的高新技术,其综合性较为突出,运用高速切削加工系统来优化机床,以实现高速化运转机床,机床可以被看做是这种优质技术的主体。
研发新型机床时,高速化已经成为其具有的一个重要发展方向[2-4]。
对于数控系统而言,薄壁零件、模具行业的复杂曲面以及航空航天领域高速的加工更是对其提出了严格的要求。
进给驱动、机床的机械结构、CNC 控制以及主轴、刀夹装置、冷却系统、排屑系统等其它辅助部分共同实现数控机床的高速、高精度化。
这些技术是相互促进、相互联系的关系,而并不是相互独立的。
2.2.2 高精度化高精度加工是从20世纪60年代发展起来的机械加工新工艺,它不同于传统的加工方法,其最大的特点是综合应用机械发展的新成就,以及现代电子技术,测量计算机等新技术,是机电一体化的结晶[5]。
数控铣床的进给传动系统摘要:在国际贸易中,很多发达国家把数控机床视为具有高技术附加值、高利润主要电机出口产品。
世界贸易强国在进行国内机电产品贸易的同时,把高技术的机电产品出口打入国际市场,作为发展出口经济的重要战略措施,数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控铣床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。
关键词:数控铣床发展趋势智能化柔性化英文:In international trade,many centuries view digital lathesare as hi-techvalue-adds and profitable exports.Digital lathesare expensive mechanical and electrical products.The powerful trade nations export hi-texh mechanical snd electrical products to the world market whiledoing such business at home ,Which is now an important strategy of develop-ing their export economyKey words digital lathe ; development tendency; intelligence; tenderness1.引言:科学技术的发展以及世界先进制造技术的兴起和不断成熟,对数控加工技术提出了更高的要求;超高速切削、超精密加工等技术的应用,对数控机床的数控系统、伺服性能、主轴驱动、机床结构等提出了更高的性能指标;FMS的迅速发展和CIMS的不断成熟,又将对数控机的可靠性、通信功能、人工智能和自适应控制等技术提出更高的要求。
凸轮轴磨床数控系统改造【摘要】凸轮轴磨床数控系统由一百四十多块印刷线路板(由分离电子元件构成)组成,经过二十多年的长期使用,许多线路板接插脚和参数设定拨码开关接触不良,对凸轮轴数控磨床进行部分数控硬件升级改造,改造成西门子公司经济型、步进电机控制轴的802S数控系统,它无风扇、无硬盘,结构简单,可靠性高。
【关键词】砂轮修整器步进电机伺服轴报警诊断1概述该机床使用的数控系统是由机床生产厂(日本NTC公司)自己研制的专用硬件数控系统(MF微进给系统),该数控系统由一百四十多块印刷线路板(由分离电子元件构成)组成,经过二十多年的长期使用,许多线路板接插脚和参数设定拨码开关接触不良,故障率较高。
近年来,SCAM老凸轮轴磨床频繁出现“撞刀”故障,即砂轮架快速进给时砂轮撞到了凸轮桃尖,凸轮桃尖磨掉,零件烧伤,有时在加工时还没有到达加工尺寸砂轮会退回去,然后工作台移位,开始加工下一个凸轮。
造成零件报废的同时也给机床设备和操作人员带来了巨大安全隐患。
2故障分析经过仔细观察,当加工完中间凸轮颈,砂轮实际后退到5mm位置,本应RESET OK 指示灯亮时,MF数控单元错误地显示砂轮后退位置为:10mm ,MAX RESET 指示灯亮,但实际位置仍然为5mm,这样在磨削下个凸轮颈时,砂轮快速进给量被错误地增加了5mm,使得砂轮快速空行程进给时,砂轮撞到凸轮轴上,即发生“撞刀”故障。
经过分析,该故障发生时的主要原因是控制砂轮进给和砂轮修整进给的数控系统老化所致。
该数控系统由一百四十多块印刷线路板(由分离电子元件构成)组成,经过二十多年的长期使用,许多线路板接插脚和参数设定拨码开关接触不良,故障率较高。
该系统仅有部分功能框图,没有详细维修图纸,仅有的一份功能框图长期使用图纸模糊,给机床维修带来巨大困难,近年来最长一次故障停机时间长达两个星期,严重影响凸轮轴的加工生产效率和合格率,需要对数控系统进行升级改造。
3改造方案SCAM凸轮磨配置了两个进给轴,一个是砂轮架进给轴,一个是砂轮修整器进给轴,两个进给轴均是步进电机进给轴,砂轮修整器进给轴步进电机状态良好,步进电机驱动器还有完好的备件,在综合考虑了上述情况后,SCAM凸轮磨电气控制系统的改造项目,数控系统选用西门子公司SINUMERIC 802S 数控系统。
毕业论文文献综述
机械设计制造及其自动化
数控凸轮轴磨床进给系统设计
一、研究现状和发展趋势
我国从80年代开始生产数控平面磨床,各开发厂家分别走过了自行研制,与大学及科研单位合作开发到直接引进成熟数控系统的发展道路。
例如:杭州机床厂是一家具有五十年历史,专业生产平面磨床的制造厂,它从80年代中期开始生产数控平磨。
然而我国国产机床数控化程度普遍较低,国内一些著名的机床生产企业年产4万多台,然而其中3万多台是低档普通市场。
如果想要全部把这些普通机床更新为新的自动化的高精度的数控设备,这对于我国制造工业是一个极大的挑战。
这主要考虑到现有制造机械厂的一些经济和浪费等方面的原因。
因此,如果各厂家都能用数控技术改造机床,尽快将我国的现有一部分普通机床实现自动化和精密化改装,那么就能满足我国现有设备技术改造的迫切需要。
机床改造上应用微机不但技术上有先进性,而且有较大的通用性和可调性。
随市场经济体制的建立和不断完善,以及企业制度改革的深化,磨床制造企业和其它企业一样,不断加强适应市场的能力。
在“以中国的装备装备中国”政策的激励下,磨床生产与市场的需求情况发生很大的变化。
近几年来,市场对磨床的需求量不断增长,磨床的产量与销售量也在逐年增长。
在国家拉动内需方针指导下,固定资产投资加大,老设备改造和更新加速,给磨床企业的发展带来了极好的机遇。
随着数控系统性能与可靠性的提高,价格更趋合理,使数控磨床与普通磨床的比价为广大用户所接受,同时随着先进制造与自动化技术在生产中的要求提高,数控磨床的使用也将越来越广泛。
数控平磨及其它磨床将向加工柔性更好的高档磨加工中心和更加高效的专用数控磨床方向发展。
我们相信伴随着计算机、信息技术革命的深入,数控磨床在其智能化、系统信息控制等方面,将会有很大的进步。
如何紧跟历史前进的步伐,找到适合于我们自己特点的发展道路,寻找技术进步的突破点,是我们工作的重点,因为这是关系到中国企业未来发展及生存的关键问题。
二、存在问题
通过本次设计,留给我印象最深的是要设计一个成功的电路,必须要有耐心,要有坚持的毅力。
存在的问题。
这个的设计,使我了解了许多数控机床的相关知识,明白了一台数控机床的组合与制造,这让我激动万分。
在过程中,我花费时间最多的就是单片
机连接和程序的编写上。
在设计中,我们分析机床的每一个人部件,了解它每一个人运动,以便我能更加熟悉数控磨床,在老师的指导下很快就对数控磨床了解的非常清楚了。
实习过程中,我深刻的体会到在设计过程中,需要反复实践,其过程很可能相当烦琐,有时花很长时间设计出来的电路还是需要重做,那时心中未免有点灰心,有时还特别想放弃,此时更加需要静下心,查找原因。
在这个磨床数控化的设计中,关键是对单片机的使用。
在设计中,可能是对单片机并不是相当熟悉,所以在这个方面还是欠缺的。
如果对单片机更熟悉的话,可能盖起来会方便很多。
三、参考文献
[1] 杨黎明.机电一体化系统设计手册.国防工业出版社,1996.
[2] 杨俊.机床数控系统课程设计指导书.中国科学技术出版社,1997.
[3] 濮良贵.机械设计.机械工业出版社,1998.
[4] 机床数控系统.中国科学技术出版社,1996.
[5] 苗忠,刘贵富.机械设计课程设计.蓝天出版社,1998.
[6] 东北工学院编写组.机械零件设计手册.冶金工业出版社,1995.
[7] 张新义.经济型数控机床系统设计.机械工业出版社,1996.
[8] 张俊生. 金属切削机床与数控机床. 机械工业出版社,1998.
[9] 王爱玲等. 现代数控编程技术及应用. 国防工业出版社,2002.
[10] Gavankar p. Obstacles in the true integration of CAD And CAM. IEL, computer integrated
manufacturing, 1992.
[11] Barber, K. S. A feature-based CAD representation enabling case-based planning across
multiple manufacturing applications.IEl, Intelligent Control, 1995.
1。