用PLC实现三工位旋转工作台的定位控制
- 格式:pdf
- 大小:321.29 KB
- 文档页数:5

如何编写3台电机轮换的PLC程序
编写3台电机轮换的PLC程序是为了实现3台电机的连续运转轮换。
以下是一种可能的PLC程序编写方式:
1.确定输入输出:
首先,确定3台电机的运转信号输入和输出,以及其他必要的输入输出信号。
假设3台电机的运转信号为I1、I2和I3,分别对应电机1、电机2和电机3、输出信号为Q1、Q2和Q3,分别控制电机1、电机2和电机3的运转。
2.定义变量:
接下来,定义变量来控制电机的轮换。
定义一个整数变量n,用于记录当前轮换的电机编号。
为了确保电机轮换的顺序,当n达到3时,将其重新设置为1
3.编写主程序:
接下来,编写PLC主程序来实现电机轮换。
主程序可以使用一个无限循环进行运行,不断检查当前电机的编号n并根据n的值来控制电机的运转。
在主程序中,使用条件语句或开关语句根据n的值来判断当前应该运行哪台电机。
例如,当n=1时,运行电机1,当n=2时,运行电机2,当n=3时,运行电机3、然后,根据电机的运转情况,设置对应的输出信号Q的状态,使得相应的电机开始或停止运转。
4.电机轮换逻辑:
5.其他逻辑:
除了电机的轮换逻辑外,还可以根据需要添加其他逻辑。
例如,可以
添加一些故障检测逻辑,检测电机是否正常运转或是否存在异常情况,并
采取相应的措施。
也可以添加启动和停止按钮等,以手动控制电机的运转。
以上是一种可能的PLC程序编写方式,具体编写的细节和语言可能会
根据PLC厂商和具体应用需求而有所不同。
在编写PLC程序时,需要熟悉PLC的编程语言和相关控制逻辑,并且根据具体的应用要求进行适当的调
试和优化。
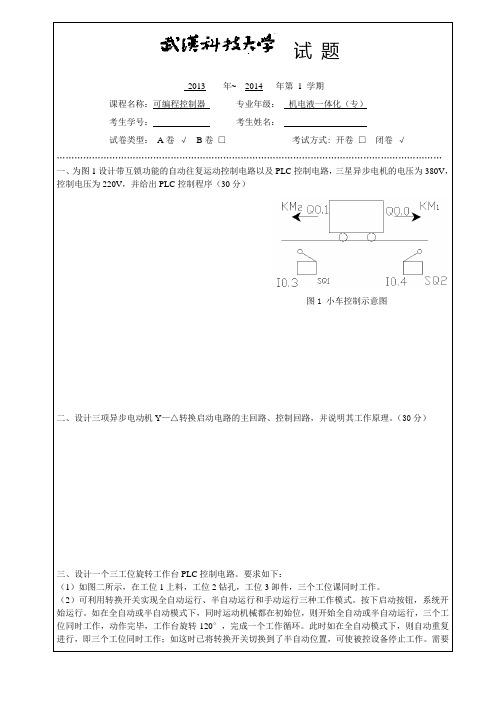
Revolving platform design based on PLC, servo positioning control 基于PLC伺服定位控制的周转台设计摘要选用三菱PLC对汇川伺服驱动器进行控制进而对伺服电机进行控制,实现机械定位、算法功能实现的控制目的。
首先介绍的是周转台算法的实现:如何在工作台中进行90度旋转,这就要用到伺服的定位脉冲控制,然后介绍伺服驱动器和伺服驱动器的工作原理、技术参数及结构性能。
根据玻璃机械的电气控制工艺标准,进行软件的编程和硬件电路图以及电控柜设计,主要内容有:软件编程中手动调试程序与自动运行的可重复性,硬件的选型及其工作原理,主电路和控制电路的设计以及电控柜的排版与接线,原点信号与限位开关的位置选择,最终周转台的通过触摸屏传数值的整机调试。
选用三菱FX3U-48MT/ES(-A) 晶体管(漏型)plc为核心控制器,以汇川IS500AT3R51-212伺服驱动器和汇川ISMH3-85B15CD伺服电机为定位执行设备,根据机械工艺要求和工作原理设计流程图,完成控制算法、程序。
电路的设计。
设计完成后,整机进行试验调试,试验结果表明:所设计的程序与电气控制能准确的完成玻璃旋转的动作,符合周转台设计的要求。
关键词PLC 伺服定位控制AbstractUse mitsubishi PLC to control HuiChuan servo drives, in turn, to control servo motor, realize mechanical positioning, implementation of the control algorithm. First is revolving the realization of the algorithm is: how to rotate 90 degrees in the workbench, this is about to use servo positioning pulse control, then introduce the servo drives and servo drives the working principle, technical parameters and structure performance. According to the glass machinery electrical control technology standard, software programming and hardware circuit diagram and electrical control cabinet design, main content includes: software debug programming manual and automatic operation of repeatability, hardware selection and its working principle, main circuit and control circuit design and electric control cabinet layout and wiring, the origin and the choice of the location of the limit switch signal, eventually flow numerical machine debugging through touch screen. Choose mitsubishi FX3U - 48 mt/ES (-a) transistor (leakage) PLC as the core controller, with HuiChuan IS500AT3R51-212 servo drives and HuiChuan b15cd ISMH3-85 servo motor for the positioning device, according to the working principle of mechanical process requirement and design flow chart, complete control algorithm and program. The design of the circuit. Test design, after the completion of the whole machine commissioning, test results show that the design program and electrical control can accurately complete glass rotary movement, accord with the requirement of the turnover machine design.Keywords PLC servo positioning control前言上个世纪80年代随着交通、建筑和旅游业的发展,对深加工个玻璃的需求越来越多,是玻璃深加工行业得到了快速的发展,玻璃深加工的产量较快的上升,为玻璃深加工的应用开辟了广阔的市场;就现在来说,世界上50-60cm的平板玻璃原片都会进过深加工后再上市,浮法玻璃原片己不再受玻璃企业推崇,进而向实用型、功能型、安全型、装饰型、环保型五大方向的深加工玻璃发展,成为21 世纪平板玻璃创新产品的追求目标。
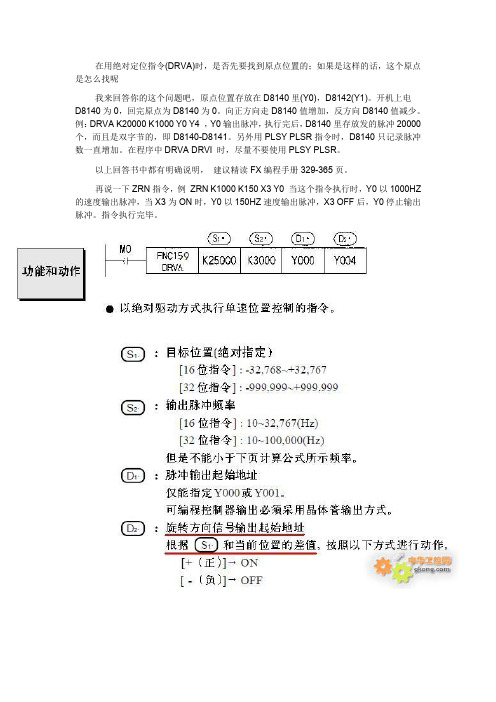
在用绝对定位指令(DRVA)时,是否先要找到原点位置的;如果是这样的话,这个原点是怎么找呢我来回答你的这个问题吧,原点位置存放在D8140里(Y0),D8142(Y1)。
开机上电D8140为0,回完原点为D8140为0。
向正方向走D8140值增加,反方向D8140值减少。
例:DRVA K20000 K1000 Y0 Y4 ,Y0输出脉冲,执行完后,D8140里存放发的脉冲20000个,而且是双字节的,即D8140-D8141。
另外用PLSY PLSR指令时,D8140只记录脉冲数一直增加。
在程序中DRVA DRVI 时,尽量不要使用PLSY PLSR。
以上回答书中都有明确说明,建议精读FX编程手册329-365页。
再说一下ZRN指令,例ZRN K1000 K150 X3 Y0 当这个指令执行时,Y0以1000HZ 的速度输出脉冲,当X3为ON时,Y0以150HZ速度输出脉冲,X3 OFF后,Y0停止输出脉冲。
指令执行完毕。
在用绝对定位指令(DRVA)时,是否先要找到原点位置的;如果是这样的话,这个原点是怎么找呢,原点位置存放在D8140里(Y0),D8142(Y1)。
开机上电D8140为0,回完原点为D8140为0。
向正方向走D8140值增加,反方向D8140值减少。
例:DRVA K20000 K1000 Y0 Y4 ,Y0输出脉冲,执行完后,D8140里存放发的脉冲20000个,而且是双字节的,即D8140-D8141。
另外用PLSY PLSR指令时,D8140只记录脉冲数一直增加。
在程序中DRVA DRVI 时,尽量不要使用PLSY PLSR。
建议精读FX编程手册329-365页。
再说一下ZRN指令,例ZRN K1000 K150 X3 Y0 当这个指令执行时,Y0以1000HZ的速度输出脉冲,当X3为ON时,Y0以150HZ速度输出脉冲,X3 OFF后,Y0停止输出脉冲。
指令执行完毕。
所以用这个指令的时候,X3这个信号一定会有一个先0N然后变OFF的过程。

PLC控制三台电机的顺序启动一、前言PLC是现代工业自动化控制系统的主要设备之一,它已经在许多领域得到了广泛地应用。
其中,PLC控制电机的顺序启动是常见的应用之一。
本文将介绍如何通过PLC控制三台电机的顺序启动,实现自动化生产。
1. PLC控制器PLC控制器可以看作是自动化控制系统的“大脑”,用于控制和监测工业自动化过程。
PLC控制器通常具有输入、输出、CPU和存储器等功能模块。
PLC控制器的输入部分用于接收传感器或其他外部设备的信号,输出部分控制操作接触器和其他执行器的开关状态。
CPU和存储器用于处理和存储控制程序和数据。
2. 电机控制电路电机控制电路用于控制电机的启停、方向、速度等。
在三台电机的顺序启动中,我们需要将它们分组。
本文将三台电机分为A、B、C组,按顺序启动,其中A组最先启动,C组最后启动。
3. 顺序控制程序顺序控制程序是PLC控制器上的程序,用于控制电机的顺序启动。
程序通常是用一种类似程序语言的语言编写的,有许多不同的编程语言可用于编写。
4. 系统示意图三台电机顺序启动的系统示意图如下所示:电源 ------------------------------------ PLC控制器----------------------------------- 电机控制电路A组电机--------B组电机--------C组电机三、运行原理三台电机启动的顺序依次为A组电机、B组电机和C组电机。
PLC控制器按照程序指令控制电机的启动。
当PLC控制器接收到开始信号时,它将控制A组电机启动。
一旦A组电机启动,PLC控制器将控制B组电机启动。
当B组电机启动时,PLC控制器将控制C组电机启动。
当C组电机启动时,整个系统就完成了顺序启动的过程。
四、总结。

PLC控制伺服电机准确定位的方法
1.确定准确定位的目标:首先需要确定伺服电机的准确定位目标,即
需要将电机定位到的位置和角度。
2.设置伺服电机控制器参数:根据具体的伺服电机和应用需求,设置
伺服电机的控制器参数,包括电机的最大转速、加速度、减速度等。
3.设置PLC程序:使用PLC编程软件,编写相应的程序来控制伺服电
机的准确定位。
该程序需要包括初始化电机、设定目标位置、控制电机转
动等功能。
4.初始化电机:在程序开始时,需要对伺服电机进行初始化,将电机
的位置和角度归零,并设置初始速度。
5.设定目标位置:根据准确定位的目标,将目标位置和角度传输给伺
服电机控制器,控制器会根据这些参数来控制电机的行动。
6.控制电机转动:通过PLC程序控制电机的转动,可以使用闭环控制
或开环控制。
闭环控制使用编码器或传感器来反馈电机的位置和角度信息,并根据这些信息进行调整;开环控制则根据预设的速度和时间来控制电机
转动。
7.到达目标位置:通过不断调整电机的转速和加减速度,直到电机的
位置和角度达到目标位置。
可以使用PID控制算法来实现精确控制。
8.停止电机:在电机达到目标位置后,停止电机的转动,并进行必要
的复位操作,将电机的位置和角度归零。
以上是PLC控制伺服电机准确定位的一般方法。
具体的实现还需要根
据具体的应用需求和伺服电机的型号、规格进行调整和优化。
PLC控制伺服电机准确定位的方法PLC控制伺服电机准确定位的方法在自动化生产、加工和控制过程中,经常要对加工工件的尺寸或机械设备移动的距离进行准确定位控制。
这种定位控制仅仅要求控制对象按指令进入指定的位置,对运动的速度无特殊要求,例如生产过程中的点位控制(比较典型的如卧式镗床、坐标镗床、数控机床等在切削加工前刀具的定位),仓储系统中对传送带的定位控制,机械手的轴定位控制等等。
在定位控制系统中常使用交流异步电机或步进电机等伺服电机作为驱动或控制元件。
实现定位控制的关键则是对伺服电机的控制。
由于可编程控制器(PLC)是专为在工业环境下应用而设计的一种工业控制计算机,具有抗干扰能力强、可靠性极高、体积小等显著优点,是实现机电一体化的理想控制装置。
本文旨在阐述利用PLC控制伺服电机实现准确定位的方法,介绍控制系统在设计与实施中需要认识与解决的若干问题,给出了控制系统参考方案及软硬件结构的设计思路,对于工业生产中定位控制的实现具有较高的实用与参考价值。
1 利用PLC的高速计数器指令和旋转编码器控制三相交流异步电机实现的准确定位1.1 系统工作原理PLC的高速计数器指令和编码器的配合使用,在现代工业生产自动控制中可实现精确定位和测量长度。
目前,大多数PLC都具有高速计数器功能,例如西门子S7-200系列CPU226型PLC有6个高速计数器。
高速计数器可以对脉宽小于PLC主机扫描周期的高速脉冲准确计数,不需要增加特殊功能单元就可以处理频率高达几十或上百kHz 的脉冲信号。
旋转编码器则可以将电动机轴上的角位移转换成脉冲值。
利用PLC的高速计数器指令和编码器控制三相交流异步电机实现的准确定位控制系统,其原理是通过与电动机同轴相连的光电旋转编码器将电机角位移转换成脉冲值,经由PLC的高速计数器来统计编码器发出的脉冲个数,从而实现定位控制。
1.2 设计与实施以对传输带的定位控制设计为例加以说明。
现需要用传输带运送货物,从货物运送起点到指定位置(终点)的距离为10 cm。
在用绝对定位指令(DRVA)时,是否先要找到原点位置的;如果是这样的话,这个原点是怎么找呢
我来回答你的这个问题吧,原点位置存放在D8140里(Y0),D8142(Y1)。
开机上电D8140为0,回完原点为D8140为0。
向正方向走D8140值增加,反方向D8140值减少。
例:DRVA K20000 K1000 Y0 Y4 ,Y0输出脉冲,执行完后,D8140里存放发的脉冲20000个,而且是双字节的,即D8140-D8141。
另外用PLSY PLSR指令时,D8140只记录脉冲数一直增加。
在程序中DRVA DRVI 时,尽量不要使用PLSY PLSR。
以上回答书中都有明确说明,建议精读FX编程手册329-365页。
再说一下ZRN指令,例 ZRN K1000 K150 X3 Y0 当这个指令执行时,Y0以1000 HZ的速度输出脉冲,当X3为ON时,Y0以150HZ速度输出脉冲,X3 OFF后,Y0停止输出脉冲。
指令执行完毕。
所以用这个指令的时候,X3这个信号一定会有一个先0N然后变OFF的过程。
目的就是让步进或伺服先高速回原点,然后快到原点的时候将速度降下来慢行后停止动作,以达到高精度回原点的过程。
实际的运用中还是比较麻烦的,一般是先让步进或伺服前进一段距离,然后再回原点,这样就可以防止步进或伺服在原点位置一侧,那样永远都回不到原点了。
如何编写3台电机轮换的PLC程序?导读:有很多读者问我怎么让一个电机工作8小时后停止?三台或者多台电机轮换的一个程序怎么编写。
这里小编就以“3台电机轮换”的一个案例来讲解,本案使用西门子200smart SR30型号的PLC。
一、控制要求某工厂需要24小时工作,有3台电机需要轮流工作,当一台电机启动8小时以后,更换下一台电机启动,以此轮换。
如果运行的电机出现故障以后,切换下一台电机运行并输出对应的报警指示灯。
二、I\O表注:停止、过载、缺相、急停的输入信号接的是常闭。
三、控制程序1.建立子程序(1)变量表建立变量表(图1),完成的子程序如图2所示。
图1 图2(2)形参子程序程序段1:每次调用程序的时候先把L11.3的状态清除,以免重复调用的时候出现干扰。
程序段2:启动的时候需要时间设定的小时或分钟大于0才可以启动,如果程序已经在运行了,则无法再触发启动.程序段3:典型的起保停电路,当停止、报警、定时完成,触发会断开电路。
程序段4:当有过载L0.2或者缺相L0.3时会触发报警输出L11.2,复位的时候会暂时断开输出,如果故障没有解除,即使复位也没办法把报警消除。
程序段5:当故障复位输入的时候会复位报警。
程序段6:当第一次启动的时候会把运行时间清零,如果不清楚为什么,请看程序段2。
程序段7:当运行的时候,外部定时信号输入时,运行时间S会加一。
程序段8:当运行时间S=60时,运行时间M加一,然后把运行时间S清零。
程序段9:当运行时间M=60时,运行时间H加一,然后把运行时间M清零。
程序段10:运行的时候,运行的时间和设定的时间相等时,会输出定时完成信号,并断开程序段3的运行。
2.控制程序。
程序段1:在自动的模式下,当电机3定时完成或报警的时候才会切换到一号电机启动,如果说电机启动2正在运行,第3台电机故障了也不会切换到第一台电机启动。
程序段2:启动I0.0或一号电机启动都可以对电机进行启动,对运行位输出。