工装夹具设计图解及实例精品文档
- 格式:ppt
- 大小:4.71 MB
- 文档页数:118


工装夹具设计实例100一、背景工装夹具在工业生产中起到了至关重要的作用。
它们用于对零件、产品等进行定位、夹持、支撑等操作,以保证生产过程的精确性和效率。
本文介绍了一个工装夹具设计的实例,旨在展示设计过程和相关考虑因素。
二、需求分析根据客户需求,本次设计的夹具主要用于夹持电子产品的外殼。
夹具需要具备以下特点:1.稳定可靠:夹具需要能够牢固地夹持外壳,以防止其在加工过程中发生移动或变形。
2.精确度高:由于电子产品对尺寸和形状的要求较高,夹具需要保证制造出的外壳符合设计要求。
3.维护方便:夹具需要方便拆卸和更换零部件,以便在需要时进行维护和修理。
三、设计过程1. 认识产品在设计夹具之前,我们首先需要详细了解即将加工的电子产品外壳。
通过与客户沟通和参观样品,我们可以获得外壳的尺寸、形状、材料等信息,以便为夹具设计制定准确的要求。
2. 确定夹持方式根据产品外壳的形状和特点,我们需要确定最适合的夹持方式。
常见的夹持方式包括机械夹紧、真空吸附等。
在本例中,由于外壳的形状较规则,我们选择使用机械夹紧方式进行夹持。
3. 制定夹具结构根据选定的夹持方式,我们制定了夹具的结构框架,并选择了适当的材料。
结构框架需要具备足够的刚性和稳定性,以保证外壳加工过程中的精确度。
4. 设计夹具零部件在夹具结构框架的基础上,我们设计了各个零部件,并考虑了其功能和使用方式。
夹具零部件包括定位块、夹紧臂、调节螺母等。
这些零部件需要精确地配合,以确保夹具在使用过程中的可靠性和稳定性。
5. 制造与调试完成夹具的设计后,我们进行了制造和调试工作。
制造过程中,需要注意保证夹具各个零部件的精度和质量,以确保夹具能够正常工作。
调试过程中,我们对夹具进行了多次测试和优化,以保证其满足客户需求。
四、总结本文介绍了一个工装夹具设计的实例,重点阐述了设计过程和相关考虑因素。
通过对产品的认识、夹持方式的确定、夹具结构的制定、零部件的设计以及制造与调试的过程,我们成功地开发了一套满足客户需求的工装夹具。

实验三:机床夹具设计姓名:谢银飞班级:机制152班学号:1420152372(22)姓名:朱嘉俊班级:机制152班学号:1420152373(23)一.明确设计任务1.设计任务加工拨叉上8.4mm孔(工件材料45钢)。
工件以15.81F8孔、叉口及槽在定位轴2、削边销1、偏心轮3上定位,由偏心轮夹紧工件,并利用偏心轮楔面的作用限制工件一个自由度。
本夹具采用铰链式钻模板,放松锁锁紧螺钉6,即可回转钻模板,以便于装卸工件。
图1所示为拨叉钻孔工序图。
设计在Z525立式钻床上钻拨叉零件上8.4mm的钻床夹具。
图 1 零件图图 2 三维实体图2.杠杆臂加工工艺分析(1)加工要求加工φ10 和φ13 两孔;孔距为78±0.5;U型槽对称轴线与8.4轴线的水平尺寸为3.1±0.1mm,垂直尺寸为12.5 两孔垂直;8.4对15.81F8轴线平行度公差为0.2;φ13对φ22 轴线垂直度公差为0.1。
Φ10 孔Ra 值为3.2,Φ13 孔Ra 值为12.5。
(2)加工工艺由于该工序中两个孔的位置关系为相互垂直,且不在同一个平面里,要钻完一个孔后翻转90°再钻削另一个孔,因此要设计成翻转式钻夹具。
分析零件图可知,该拔叉的叉角两端面厚度薄于连接的表面,但减少了加工面,使用淬火处理提供局部的接触硬度。
叉角两端面面积相对较大,可防止加工过程中钻头钻偏,保证孔的加工精度,及孔与叉角两端面的垂直度。
其它表面加工精度较低,通过铣削、钻床的粗加工就可达到加工要求;而主要工作表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来,可见该零件工艺性好。
二.定位方案与定位元件1.夹具设计要求已知工件材料为45钢,毛坯为模锻件,所用机床为Z525型立式钻床,大批生产规模。
试为该工序设计一钻床夹具。
2、夹具的设计方案分析:①孔8.4mm为自由尺寸,可一次钻削保证。
该孔在轴线方向的设计基准距离槽mm的对称中心线为 3.1mm±0.1mm;在径向方向的设计基准是孔15.81F8的中心线,其对称度要求为0.2mm,该尺寸精度可以通过钻模保证。
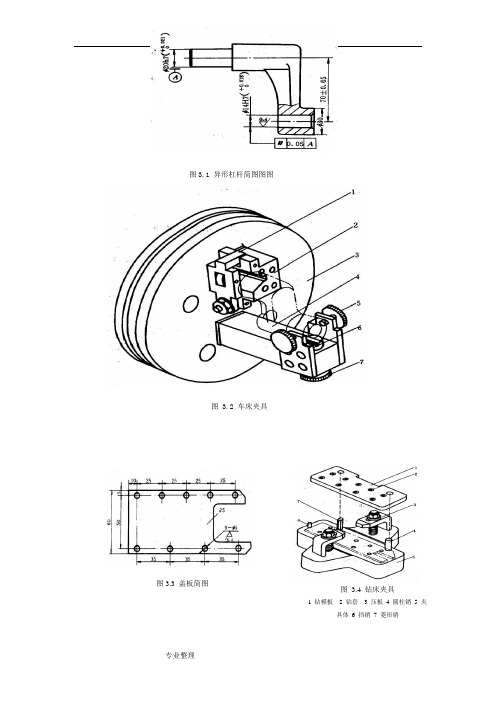
图3.1 异形杠杆简图图图图 3.2 车床夹具图3.3 盖板简图图 3.4 钻床夹具1 钻模板2 钻套3 压板4 圆柱销5 夹具体 6 挡销 7 菱形销图 3.6 固定支承钉-图3.8 可调支承图 3.9 可调支承的应用(a)(b) (c)图 3.10 自位支承图3.16 小锥度心轴图3.19 圆锥销组合定位(a ) (b) (c)图 3.20 定位套图 3.21半园定位(a) (b) (c) (d)图3.22 固定V形块结构形式图3.26 基准位移误差10图 3.31 v形块上定位铣斜面图 3.32 夹紧机构的组成1-压板;2-连杆;3-活塞推杆;4-气缸;5-活塞;6-配气阀图 3.35 夹紧力作用点靠近加工表面图 3.40 斜楔夹紧机构1-夹具体 ; 2-斜楔 ; 3-工件图 3.37 快速螺旋夹紧机构(d )1 工件2 压板3 T形槽用螺母图 3.40 典型螺旋压板夹紧机构图 3.41 偏心夹紧机构图 3.42圆偏心及其弧形楔展开图Array图3.48 单件联动夹紧机构1-工件;2-浮动压板;3-活塞杆;5-摇臂;4、6-摆动压块;7-螺母图3.49 多件联动夹紧机构图 3.44 螺旋式定心夹紧机构图 3.45 杠杆式三爪自定心卡盘图3.46机动楔式夹爪自动定心机构图 3.47 弹性心轴及弹簧夹头1-夹具体; 2-弹簧筒夹;3-锥套;4-螺母; 5-心轴图 3.54 膜片卡盘定心夹紧机构1 夹具体2 薄壁套筒3 液性塑料4 柱塞5 螺钉6 限位螺钉图3.56液性塑料定心夹紧机构图 3.49波纹套心轴图 3.58 固定钻模1 夹具体2 平面支承3 削边销4 圆柱销5 快速夹紧螺母6 特殊快换钻套图 3.59 回转式钻模1 钻模板 2夹具体 3手柄 4、8 螺母 5 把手 6 对定销7 圆柱销 9开口垫圈 10衬套 11 钻套 12 螺钉(a) (b)图3.60 翻转式钻模1 夹具体2 定位件3削扁开口垫圈 4 螺杆5 手轮6对定销7沉头螺钉图 3.61 盖板式钻模1 盖板2 圆柱销3 削边销4 支承钉5 把手图 3.62滑柱式钻模1-导向滑柱;2-齿条滑柱3夹具体4钻模板;5齿轮轴;6手柄;7套环(a)(b) (c)图 3.63 标准钻套1-钻套; 2-衬套 3 钻模板; 4-螺钉图 3.64.特殊钻套 (e)(a) (b) (c) 图 3.65 三种钻模板图3.66 悬挂式钻模板1-多轴传动头;2-弹簧;3-导柱;4-钻模板;5 -螺钉;6-导套1-定向键 ;2-对刀块;3 -夹具体; 4、8-压板 ;5-螺母; 6-定位块; 7-螺栓; 9-支钉; 10-浮动杠杆图3.68 杠杆零件的料仓式铣床夹具1-锯齿支钉;2,3,4-挡销; 5-压板; 6-螺母; 7- 压板支承螺钉; 8-对刀块图3.71 靠模铣床夹具图3.72 定向键图3.73 对刀装置图3.74 标准对刀块图 3.76 铣床夹具体与耳座1-支架;2 -镗套; 3、4-定位板;5、8-压板; 6-夹紧螺钉; 7-可调支承钉; 9-镗模底座; 10- 镗刀杆;11 浮动接头1、3 -V形块; 2-浮动压块; 4-弹簧;5-活塞; 6-活塞杆; 7-转动叉形块; 8、9 -浮动压板(a)(b) (c)图 3.80 常用的回转式镗套图 3.81 内滚式滚动镗套图3.82 回转镗套的引刀槽及尖头键(a)(b) (c)图3.83 单支承导向镗孔示意图(a)(b)图 3.84 双支承导向镗孔示意图图 3.85 确定让刀量示意图图 3.86 镗杆前端导引部分结构 (e )图 3.87 浮动接头1-镗杆;2-接头体;3-外套;4-拨动销图 3.88 飞球保持架工序图及心轴夹具1-拉杆;2-弹簧;3-套筒;4-斜块;5-压板;6-支承板;7-圆柱销;8-菱形销图 3.90阀体四孔偏心回转分度车床夹具1、11-螺栓; 2-压板; 3-摆动V形块; 4-过渡盘; 5-夹具体; 6-平衡块; 7-盖板; 8、10-固定、活动支承板; 9-活动菱形销图 3.92 十字槽轮零件精车圆弧工序简图图3.93 花盘式车床夹具1、3、4-定位套;2-定位销图 3.94 车床夹具与机床主轴的连接图3.95 加工偏心件的通用可调夹具1-组合气缸;2-双向压板;3-基体;4-快卸垫板;5-可换V形块;6-传动杆;7-压板;8-螺钉图 3.100 自动线上的机床固定夹具及随行夹具1-活动定位销;2-钩形压板;3-随行夹具;4-输送支承;5-定位支承板;6-润滑液压泵;7-杠杆;8-液压缸3.5.2 专用夹具的设计示例拨杆零件如图3.102,其加工过程为:同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。

