2012款全自动插丝焊接机图片
- 格式:doc
- 大小:35.74 MB
- 文档页数:34
恒波(致远)超声波设备数字超声波焊接机使用说明书数字款超声波焊接机20K -2000W20K -3000W 15K -2600W 15K -3500W恒波(致远)超声波设备恒波(致远)超声波设备目录1.一般信息.........................................................................................................................................................22.安全须知 (5)3.技术资料.........................................................................................................................................................94.产品全图 (10)4.1机身尺寸示意图.................................................................................................................................124.2换能器系统. (13)4.3超声波电箱(发生器)....................................................................................................................145.设备安装......................................................................................................................................................166.焊接周期介绍. (24)7.电箱功能介绍 (25)7.1开机界面 (25)7.2时间模式界面.....................................................................................................................................267.3能量模式界面. (27)7.4手动模式界面.....................................................................................................................................287.5声波过载保护及清除界面.. (29)7.6紧急停止界面.....................................................................................................................................298.电箱调试方法. (30)8.1工作模式选择 (30)8.2焊头高度调节....................................................................................................................................308.3声波测试.. (30)9.焊接模式选择..............................................................................................................................................3110.保险丝及LED 灯位置. (32)11.设备维护....................................................................................................................................................3312.异常动作及对策. (36)13.焊接名词百科............................................................................................................................................3714.热塑性塑料的超声波焊接性能. (41)15.塑胶熔接材质分析表................................................................................................................................4116.超声波焊接原理图 (42)17.产品保修卡 (43)中国造更可靠恒波(致远)超声波设备恒波(致远)超声波设备1.一般信息1.1操作说明及相关信息1.1.1前言我们很高兴您决定购买恒波(致远)超声波系列产品,这是一款是我司研发的智能化数字超声波焊接机。
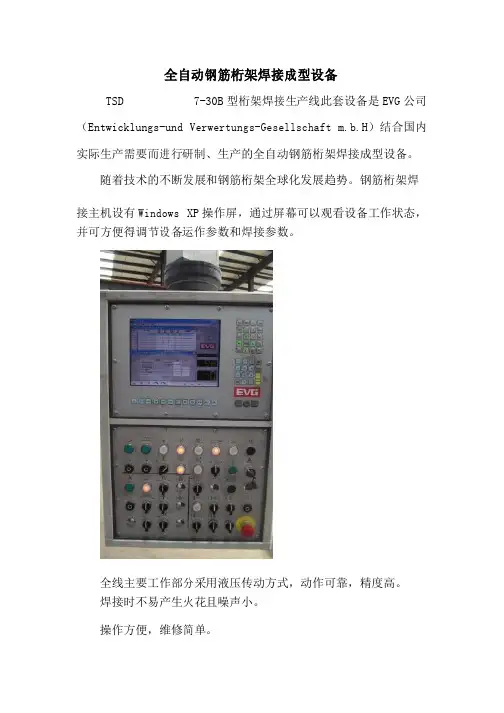
全自动钢筋桁架焊接成型设备TSD 7-30B型桁架焊接生产线此套设备是EVG公司(Entwicklungs-und Verwertungs-Gesellschaft m.b.H)结合国内实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。
随着技术的不断发展和钢筋桁架全球化发展趋势。
钢筋桁架焊接主机设有Windows XP操作屏,通过屏幕可以观看设备工作状态,并可方便得调节设备运作参数和焊接参数。
全线主要工作部分采用液压传动方式,动作可靠,精度高。
焊接时不易产生火花且噪声小。
操作方便,维修简单。
该设备布置合理,外形美观。
全自动钢筋桁架焊接成型设备主要组成部分如下:1、放线机(WIRE PAY-OFF SGV3000-5)放线机:主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所组成。
该套放线机由我司自行加工,制作,组装。
现已投入生产,正常使用。
每台放线机分别设有制动抱闸装置,抱闸信号分别于钢筋拉出机送丝装置一一对应,实现自动放线。
当生产线自动运行时,抱闸一直起作用,而当生产线停止时抱闸关闭防止放料盘自动滑行。
放线机出口并设有无料报警装置,每卷钢筋放完后无料报警装置检测到钢筋端头,焊接主机操作屏报警(放线盘无钢筋)自动停机。
2、钢筋拉出机(WIRE PULL-OFF MACHINE TL5/RV)钢筋拉出机:主要由3 相齿轮电机(拉动上、下弦钢筋前进),3 相齿轮电机(拉动腹杆钢筋前进),停止钢筋切割装置,地线接触器,蓄线环的引导杆,引导口,钢筋前进装置,第二钢筋前进装置(较大直径钢筋配用),压辊,压辊气缸所组成。
钢筋拉出机的唯一目的就是把钢筋从放线机中拉出来,同事形成圆环形蓄能器,送给焊接机的矫直机。
上弦钢筋和下弦钢筋分别配备两台拉线单元,两台脚踏开关。
腹杆钢筋配备一台拉线单元。
焊接机开动时,钢筋环就会自动形成,顶端安装控制钢筋环尺寸的接触器,当此接触器触及钢筋时,送丝装置自动停止。
3、钢筋桁架焊接主机(TRUSS GIRDER WELDER TSD 7- 30)钢筋桁架焊接机:主要由校直器和扭曲装置,桁架钢筋弯曲单元,桁架推进装置,焊接总成,剪切装置几部分所组成。

LHW5060自动焊接操作机(移动带回转)1.主要技术参数横臂垂直升降行程 5000mm横臂升降速度 1000mm/min横臂水平伸缩行程 6000mm横臂进给速度 120-1200mm/min横臂进给调速方式 交流电机+变频器调速立柱回转角度 ±180°立柱回转速度 0.36rpm台车行走速度 1700mm/min横臂水平伸出最长时承载 400㎏行走轨距 2000mm十字调节机构 电动水平行程 150mm垂直行程 150mm2.结构特点该自动焊接操作机主要有行走台车、立柱、横臂、导向座、立柱回转机构、横臂升降机构、大臂伸缩机构、行走路轨、载人平台等组成。
(见结构简图)1升降机构 2导向机构 3横臂 4底座 5十字调节机构 6横向移动机构 7防坠落装置8载人平台 9配重块 10立柱锁紧机构 11防倾覆装置 12回转机构 13防护栏14爬梯15立柱 16导轨 17拖链立柱和横臂均为长方形梁,双轨式。
导轨采用矩形导轨,立柱和横臂焊接后经去应力处理,再进行机械精加工,保证较高的精度要求。
导向座上下,左右装有滑轮座,滑轮座采用偏心轴结构,以调整导轨的间隙,补偿导轨的磨损所有轴类零件(包括轴销)均进行调质处理,齿轮及移动部件均进行表面硬化处理立柱上设有安全装置-棘条机构,以防链条断裂,横臂突然下坠台车行走通过电机、减速器及齿轮副驱动在导轨上行走的,速度为1700mm/min;行走平稳,另外为了确保有更好的焊接质量,在台车增设4个导轨锁紧器横臂垂直升降传动采用制动电机、蜗轮-蜗杆减速器和链轮、链条来实现横臂升降,在立柱上下极限位置都设有限位开关横臂水平运动是由电机经蜗轮蜗杆减速机驱动齿轮齿条实现的,在横臂极限位置都设有限位开关,其速度采用变频调速,数字显示。
在横臂前端还设有焊枪调节机构,能实现焊枪上下、左右的十字调节,十字调节机构采用电动装置立柱和台车由单排球回转支承连接,蜗轮减速机带动齿轮副工作,使立柱在±180°范围内回转,蜗轮减速机本身具有自锁功能,能保证回转停止时较准确的定位。
RSR -1200、1600、2500电容放电螺柱焊机使用说明书(请在安装、使用、维护前认真阅读此说明书)成都华远电器设备有限公司四川华远焊接系统有限公司认证取得 华 远 焊 机用户安全提示:华远焊机的所有焊接和切割设备在设计上已充分顾及用户的安全和舒适,尽管如此,如果您能正确地安装和使用该设备对您的安全仍将大有助益,在没有认真阅读说明书之前,请不要随意安装、使用或对设备进行维修。
购买日期:序列编号:焊机型号:购买地点:保护自己和他人免受电弧辐射和灼伤,避免小孩进入危险区,施焊人员应有权威机构出具的健康证明自动焊机;直流焊机。
在自动和半自动焊机上,焊丝盘、送丝轮、导电嘴、焊接机头等都是带电部件。
工作之前提醒他人,以免他人在未戴防护工具之前被弧光意外伤害。
体产生化学反应而产生光气,这是一种剧毒性物质。
有些焊接用的保护气体可能会置换空气中的氧气,从而危害健康或导致死亡仔细阅读供货商的使用说明,验证其消耗材料的材质健康证明,以确保无毒、无害。
当焊接工作区内使用了高压气体时,应采取特殊措施防止其爆炸发生。
当停止焊接时,应防止带电部分接触工件或工作平台,以免意外打火造成火灾不要试图焊接未经证实无害的容器和管道。
在容器,大型箱体的人孔处进行焊接、加热、切割是危险的,应在作业之前确保焊接处没有有毒性气体或可燃性气体。
飞溅有可能灼伤皮肤,佩戴皮质手套,帆布服装,高帮皮鞋,无翻边工作裤,防飞溅工作帽等确保气瓶的安装是在靠墙并用锁链铐紧。
气瓶应放置在免受撞击和无震动的工作区,并远离焊接工作区。
严禁焊把钳或焊接电缆触及气瓶。
在安装减压流量计或汽气表时,应避免面向气瓶。
在不工作时,气阀应关紧。
士认真安装。
机壳有明显的:(适用于引擎驱动的焊接和切割设备)在通风良好的场合或户外使用勿在明火附近加油,勿在焊接时或引擎发动时加油,熄火时应使引擎冷却以后在加不要将手放置在风扇附近,不要在设备运行时拨动刹车柄。
⏹为了避免设备在维护时被意外启动,维护前应除去引擎与焊接设备的连线。
郑州中天建筑节能有限公司装配式楼梯装配式楼梯是用预制部品部件在工地装配而成的楼梯。
这种楼梯的优点是建筑速度快,受气候条件制约小,节约劳动力并可提高建筑质量。
预制混凝土楼梯:两个平台之间若干连续踏步、或若干连续踏步和平板的组合,预制混凝土楼梯按结构形式可分为板式楼梯和梁板式楼梯。
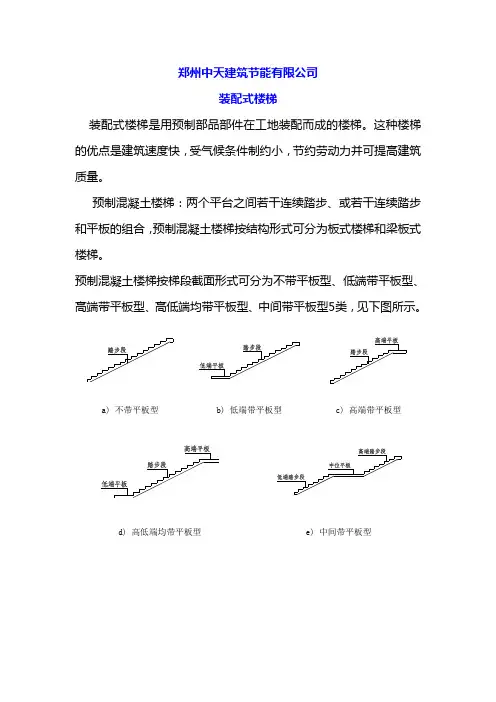
预制混凝土楼梯按梯段截面形式可分为不带平板型、低端带平板型、高端带平板型、高低端均带平板型、中间带平板型5类,见下图所示。
a) 不带平板型b) 低端带平板型c) 高端带平板型d) 高低端均带平板型e) 中间带平板型楼梯间均布活荷载(kN/m 2)梯段支座间净距(dm)梯段宽度(dm)预制混凝土楼梯结构形式代号梯段截面形式代号混凝土强度等级示例1:低端带平板型板式楼梯,梯段宽度为1200mm ,梯段投影长度为2500mm ,楼梯间均布活荷载2.5kN/m 2,采用C30混凝土,标记为:YTB-B1225-2.5/C30。
示例2:不带平板型梁板式楼梯,梯段宽度为1200mm ,梯段投影长度为2600mm ,楼梯间均布活荷载3.0kN/m 2,采用C40混凝土,标记为:YTL-A1226-3.0/C40。
郑州中天建筑节能公司拥有这项技术和产品,并提供全程技术服务。
一般规定1 楼梯的设计、生产除应符合本标准的规定外,尚应符合国家现行的有关标准的规定。
2 混凝土的原材料质量应分别符合国家现行标准GB175、GB50119、JGJ 28、JGJ51、JGJ52、JGJ53、JGJ55、JGJ63、JGJ/T221的规定。
3 混凝土强度等级应符合设计要求,且不宜低于C30。
4 纵向受力钢筋宜采用热轧钢筋HPB300级和HRB400级,其材质和性能应分别符合GB 1499.1、GB 1499.2的规定。
5 钢筋的加工、连接与安装应符合现行国家标准GB 50666和GB50204等的有关规定。
6 吊装用预埋件宜采用内埋式螺母、内埋式吊杆等,且应符合国家现行相关标准的规定。

感谢您购买隆鑫公司电焊/发电两用机组。
请保存好说明书,以方便您随时可以参考。
本说明书是机组永久的组成部分,如果机组被转售,说明书将与机组一起被转售。
隆鑫公司遵循持续发展的策略。
因此,隆鑫公司保留在不预先通知的情况下,对本文档中描述的任何产品进行修改和改进的权利。
版权所有○C隆鑫通用动力股份有限公司。
保留所有权利。
未经隆鑫公司事先书面许可的情况下,严禁以任何形式复制、传递、分发、和存储本文档中的任何内容。
安全警告您和其他人的人身、财产安全是非常重要的。
请仔细阅读前面有符号的安全警告,以及前面有符号的安全提示。
详情如下:若不遵循指示将受到极严重的伤害。
若不遵循指示将极可能受到很严重的伤害。
若不遵循指示将可能受到较小的伤害。
若不遵循指示,您的发电机组和其它财产可能受到损害。
目录目录1.安全须知 (2)2.机组功能简介 (5)3.机组整机及部件功能说明 (6)动机开关 (7)燃油开关 (7)关阻风门开关 (7)手拉起动器 (8)交流断路保护器 (9)4.操作前检查 (9)常规检查 (9)检查机油 (9)检查燃油 (9)检查空滤器 (10)5.机组的操作使用 (11)启动发动机 (11)发电机的使用 (11)焊接电源的使用 (13)停止发动机 (14)6.机组的维护 (15)更换机油 (16)保养空滤器 (16)清洁燃油过滤杯 (17)检查火花塞 (17)7.机组储存 (18)8.机组故障检修 (19)发动机不起动 (19)无电压输出 (19)焊接电源常见故障处 (20)9.机组技术参数 (21)10.机组原理图 (22)11.车轮及扶手组件(选配件) (23)请勿在室内使用 请勿在潮湿的环境中使用请勿直接连接在家庭电路1.安全须知在操作使用发动机之前,请仔细阅读并理解说明书,避免造成人身伤害或机组损害。
z 机组危害操作者及第三者的生命安全z 损坏及公共或私人财产z 影响设备的有效工作2)所有者 / 管理者的义务z 熟悉劳动安全基本规则,懂得操作焊机。
![M310控制棒驱动机构课件F2012年10月 [兼容模式]](https://uimg.taocdn.com/5c2d89295a8102d276a22f60.webp)
M310控制棒驱动机构介绍刘少华二○一七年八月三十日第五章每节课请准时出席,课程中途离场,举手示意;请将手机及其他通讯设备设置为振动或关闭;主动参与各项讨论及活动,完成教员布置的课堂任务;敞开心胸,吸收来自同事及教员的经验、见解和意见;愿意说出自己的想法和意见,乐于与他人分享;愿意倾听别人发表的内容;将所学转化运用于工作之中。
欢迎各位前来参加本次培训,为了使培训能够达到预期目标,我们将遵守下列约定,为学习共尽一份心力:课堂公约培训是员工最大的目录学习目的控制棒驱动机构基本工作原理控制棒驱动机构功能与基本参数控制棒驱动机构主要结构与功能与控制棒驱动机构运动相关主要部件四五三二一一、学习目的一般人员了解控制棒驱动机构基本功能、结构、基本工作原理、事故情况下落棒原理技术人员基本掌握控制棒驱动机构的基本功能、结构、工作原理。
了解电流时序图、落棒曲线图。
二、控制棒驱动机构功能与基本参数见图,按照控制和保护指令带动控制棒组件在堆芯内上下运动,进行反应堆启动、调节功率、保持功率、正常停堆;事故工况下,断电释放控制棒组件,使其在重力情况下迅速插入堆芯,实现事故停堆等功能。
二、控制棒驱动机构功能与基本参数设备分级:控制棒驱动机构是核电站长周期关键设备之一,2011年前国内只有上海一机床能够制造,按照目前产能和技术从签订合同起大约需要36~42个月完成制造。
质量保证分级:QA1(主要部件)抗震等级:Ⅱ级(耐压壳)安全等级:Ⅰ级(耐压壳)二、控制棒驱动机构功能与基本参数安装位置安装在反应堆压力容器顶盖上部,见图。
从图中可以看出它的耐压壳是反应堆冷却剂系统压力边界的组成部分。
二、控制棒驱动机构功能与基本参数主要技术参数详见M310机组ML-A型CRDM主要技术参数表。
表1 M310机组ML-A型CRDM主要技术参数表名称参数单位备注WWER-1000一期备注工作压力15.5MPa绝对压力15.7设计压力17.23MPa绝对压力17.65试验压力25.8MPa工作温度293℃300设计温度343℃350行程3618mm全行程3500工作行程步距15.875mm20步速72步/min二、控制棒驱动机构功能与基本参数表1续M310机组ML-A型CRDM主要技术参数表名称参数单位备注WWER-1000一期备注额定步数225步总步数228步事故落棒≤3.2S全行程≤4缓冲段落棒≤2.1S机电延迟≤0.15S二、控制棒驱动机构功能与基本参数表1续M310机组ML-A型CRDM主要技术参数表名称参数单位备注WWER-1000一期备注电磁线圈电源260V独立发电机380/220厂用电电磁提升力≥1602N电磁线圈绝缘500MΩ500V50对壳体棒位误差8步1棒位线圈绝缘100MΩ500V设计寿命280万步钩爪组件30年总长11286.15mm数量61套/堆首次57套121首次85套安装方式61Ω焊接专用焊机法兰螺栓连接三、控制棒驱动机构主要结构与功能结构:控制棒驱动机构属于机电仪一体化设备,它由耐压壳、电磁线圈组件、钩爪组件、驱动杆组件、棒位探测器及隔热套组件等部件组成,是一种竖直方向运动并带有位置测量的电磁提升机构,如图所示。
● 非常感谢您购买了Panasonic 产品。
● 用前请仔细阅读本说明书并妥善保管,以备今后查阅。
● 产品序列号:YW-50DG1HPS/YW-50DG1HPH唐山松下产业机器有限公司WTW050TC0PAA00送丝装置使用说明书型号:YW-50DG■装箱明细目录使用之前1.安全注意事项 ------------------------------------------------------------ I2.敬请遵守的安全事项 ------------------------------------------------------- II 规格3.额定规格 ----------------------------------------------------------------- 1 连接4.外形尺寸图 --------------------------------------------------------------- 25.连接方法 ----------------------------------------------------------------- 3 使用方法6.使用前的准备 ------------------------------------------------------------- 47.遥控器 --------------------------------------------------------------- 9 检修·保养8.检修·保养 --------------------------------------------------------------- 11 技术资料9.电气原理图 --------------------------------------------------------------- 1210.部品装配图 --------------------------------------------------------------- 1311.部品明细 ---------------------------------------------------------------- 1512.产品中有害物质的名称及含量 -------------------------------------------------- 171 安全注意事项●使用前请认真阅读此说明书,以便正确使用。
郑州中天建筑节能有限公司钢丝网架免拆一体板设备生产工艺及建厂条件1. 生产规模年产FZTM钢丝网架免拆复合保温模板20万平方米。
2.建厂条件需要生产场地10亩,生产车间1000平方米,养护车间1000平方米,水电配套齐全。
3.生产设备干粉砂浆搅拌机、砂浆搅拌机、XPS板整形机、XPS板开槽机、模架、自动化生产线、托盘、叉车、检测设备等。
成套的ZTM免拆复合保温板生产线主要由以下设备组成:1、原料大储罐:干粉砂浆生产线中用于储存大宗原料,如水泥、粉煤灰、砂。
本案采用国内常用50吨或100吨水泥仓(客户选型)作为原料仓,一般采用水泥、粉煤灰、砂子、玻化微珠三种原料仓。
水泥、粉煤灰采用槽罐车上料,砂子和玻化微珠采用斗式提升机上料。
2、配料装置:由料斗计量秤、螺旋输送机、排料装置、力传感装置、电脑控制系统组成。
它可根据配方将不同原料自动计量,减少劳动力强度和环境污染,也保证干粉砂浆产品质量。
3、干粉混合机:对干粉砂浆混合机的要求是:混合均匀,无死角,设备耐磨,投料速度快。
我公司使用双轴无重力混合机作为主混机。
混合均匀,效率高,时间短。
主机内部安装厚度达20mm 的高锰耐磨衬板,使用寿命长、更换方便。
4、输送及提升结构:用于生产线料仓中的物料输送方式有:水平输送和垂直输送,水平输送可使用螺旋输送机,垂直输送一般采用斗式提升机。
5、砂浆混合系统:混合好的干粉由提升机提升到砂浆混合机顶部的粉料和水配料秤,按配方配好砂浆和水,进入混合机混合均匀,打开卸料门进入到布料机。
6、板材生产线:由开槽机、履带输送机、网格布布料器、压实器、整形器、送板机、模架、托盘等组成。
7、除尘器:用于回收干粉砂浆生产线中的灰尘,利于环保。
吸尘口一般设在水泥仓顶、提升机输料口、混合机机等处。
8、全自动工控系统:由PLC工控机、高电柜、触摸屏、电脑等组成。
该设备具有以下特点:1)所有物料均实现自动化电脑计量,无须人工配料,确保了产品质量的稳定性。
WT-2310手焊线说明书公司简介公司自行设计、制造的系列超声热压金丝球焊机体现了我们的工程师卓越的才能及一丝不苟、精益求精的追求,代表了本公司在微电子焊接技术上专业的水平以及丰富的经验,也代表了国内半导体器件内引线焊接设备的发展里程。
公司在技术上积极地、大力地投入,使产品性能得到不断地改进,质量得到可靠保障。
精湛的技术,真诚的服务,是我们的追求和骄傲!精湛的技术,真诚的服务,是我们的追求和骄傲!前言首先,我们感谢您选择了本公司的2310 超声波金丝球焊机!感谢您对我们的信任!感谢您对我们的支持!本机可应用于发光二极管、中小型功率三极管、集成电路和一些特殊半导体器件等内引线焊接。
它是本公司众多工程技术人员辛勤工作、努力创造的结果,经过长期的实践及改进,得到了各个行业广大客户的推崇。
大量相关企业长期使用证明,本机型具备优良的品质、可靠的性能,代表了本公司在超声波微焊接设备的发展里程。
我们有信心——2310型超声波金丝球焊机给您带来不菲的回报型超声波金丝球焊机给您带来不菲的回报菲的回报!我们有信心为了你正确使用该机器,请您在操作之前,仔细阅读本说明书。
为了你正确使用该机器,请您在操作之前,仔细阅读本说明书。
目录1.概述………………………………………………………………………5概述1.1 用途 (5)1.2 特点 (5)2.主要技术参数32.1 电源 (6)2.2 超声波发生器 (6)2.3 换能器 (7)2.4 可焊金丝线径与线轴轴径 (7)2.5 焊接压力 (7)2.6 温度 (8)2.7 成球 (8)2.8 机械参数调节范围及运行周期 (8)2.9 光学系统 (8)2.10 环境要求 (8)2.11 机器外形尺寸与重量 (9)3. 主要结构及部分功能介绍主要结构及部分功能介绍 (9) 3.1 主要结构 (9)3.2 主要部件功能 (9)4. 工作原理工作原理 (14)4.1 超声波的焊接原理 (14)4.2 机器工作循环过程 (14)5. 机器安装机器安装 (15)5.1 开箱及显微镜安装 (15)5.2 壁刀安装 (15)5.3 金丝安装 (16)6. 操作及调整操作及调整 (16)6.1 操作 (16)6.2 焊头初始高度及打火杆的调节 (17)6.3 高度、跨度的调节 (17)6.4 线夹调节 (19)6.5 尾丝及金球大小的调节 (19)6.6 弧度调节 (20)6.7 焊头压力调节及测试 (21)6.8 超声功率及时间调节 (21)6.9 温度调节 (21)6.10 照明灯调节 (21)6.11 显微镜的调整 (21)7. 机器日常保养 (22)7.1 劈刀的清洗 (22)7.2 线夹宝石片的清洗 (22)7.3 触点清洁 (22)7.4 放线系统及打火杆的清洁 (23)7.5 重要机械部分的保养 (23)7.6 显微镜的保养 (23)8. 焊接相关常识 (24)8.1 劈刀 (24)8.2 金丝 (24)8.3 焊接四要素 (24)8.4 劈刀堵塞的处理 (24)9. 故障解决方案 (25)9.1 常见故障排除 (25)9.2 技术支持 (27)1.概述概述1.1 用途3030 金丝球焊机可应用于发光二极管、中小型三极管、集成电路和一些特殊半导体器件内引线的焊接。
保温与结构一体化的防火等级作者:日期:郑州中天建筑节能有限公司钢丝网架保温与结构一体化的防火等级每省只加盟一家公司本公司主营:保温与结构一体化,保温与结构一体化招商加盟,建筑节能与结构一体化设备,钢丝网架保温板设备,保温板双面抹灰生产线,A级防火改性渗透聚苯板建筑防火功能是建筑物最重要的功能之一,节能与结构一体化技术必须首先满足相应的防火功能要求。
一体化技术最大的特点是建筑墙体保温与结构融为一体,而且保温层外侧有足够厚度的防护层(般保温层外侧有3 Omm~ 5 0mm的混凝土或水泥砂浆),根据防火设计规范的规定,保温层外侧有30mm〜5 0 mm的防护层,其耐火极限不低于1 .0 h。
根据有关外墙外保温薄抹灰系统墙角火试验结果显示,试验开始后1 0 min时,薄抹灰系统顶部两面墙的交叉部位保护层首先脱开,聚苯板被点燃,随后保护层脱开面积逐渐扩展,燃烧面积也随之扩展,13 mi n 时,整个墙面全部开始燃烧,并在5 m i n内墙面的聚苯板全部完毕。
可见一体化技术的防火性能远远好于外墙外保温系统。
1产品专利名称:钢丝网架现浇混凝土免拆复合外模保温一体板产品专利号:Z L 2.3 2 产品专利名称:防火保温板自动抹灰机产品专利号:Z L2. X 3产品专利名称:建筑用保温板生产装置(FS, ZTM免拆外模产品专利号:ZL 2. 2 专利权所有人:郑州中天建筑节能有限公司产品主要用途:用于装配式建筑墙体,保温与结构一体化建筑,集成房屋轻质隔墙板体系,室内轻质隔墙板,保温板单面抹灰机,保温板双面抹灰一次完成设备。
产品名称:Z T M建筑保温与结构一体化保温体系招商合作:我公司提供钢丝网架插丝焊接设备和双面抹灰设备,提供产品的生产技术,产品专利授权合作。
面向全国招加盟合作商,每省只合作一家公司。
微信小程序:装配式建筑生产线实用新型专利证书«用#??“』神*〃M辈世biliUM丄你fe仔外竝Wii慎S发期人6«瓷芳・«inH.*iitv宾做磚■玄*蓟2017^01 « IS IIt « fct 人,良杞公u H I 301?9- 10 1)2711• *彳*艰辑•$人此*和》♦矶;*4什・,♦豪.4 ***** **令可bit耳上千a♦比.*"叫8KmQ・£R461畝**•)力♦«做««力 + 4. 4♦请I IN¥ $刑%人&宙**♦£Jk4£*Attu «X:«MA*. '♦科竹*亍&勺S4・・l 月"flCuR. A»A<t«n4tf). ♦电na«右zu4(外止.♦柯丄♦比a*豹软录化时耳ifc«k£ *“4<曲甘描・-tff. v*t. 4丄.<t> ♦”筑人*Sit *灶上史MiaiMIIIIIHMIlJUK申长雨Slumtf B 兮歌4522463 <JV w J 实用新型专利证书丈用ffv名称:冲防火保温板n劝I*灭机发刖人J张文呷,>钾襄t 利V :7X 2015 2 0117314. X号利申请m 2015年02丿127 H专利权人J »州中人建筑DAU J K公讪授权公合U: 2015年()8刃12 IIitK«>依*中华人专*行枷步《量.点岌找十+“h. Ml 发并A ♦利■记岸上于以■记.♦杓奴自仗纹公•*WaMi.4t・事号罰竹专利仅JWFK月+牛.6申命玄|16算・++1U人fi#仏鞍♦科法农ftS奄I•對規木♦啊的年傳fl#4♦牛02月27 0歳《曲.未任喋规瓷ft的■,的,$ 钊机A虫当《处年*剧満丈flap*止.♦副ii*化代#M权上记«的決圧《*• +利聽钙4H4加*. JL<,怜止- *科衩人的《£或名林.au»・比址变e>串啖EA崔^*4餐记豪上•局长申长雨« 1 <<X I K I©!实用新型专利证书niiMiiiiiiHiiiiHaii局长申长雨■- * ♦ * :畫《1用保tt板生产皱*专利申itn,2017年10月30H专利权人:郑州中人11筑廿能有限公町tt« 权公吿号 5 CN 207344824 U t 利号:ZL 2017 2 1414908.2发剧人.《««;*文《;*淇权;宋俊峰:李小車;*次•忡*U: 450000河剧省郑州rtf金水区国负斷乂1&3号墳2 <1^兀1510 揑权公告乩2018年05月II U*宾膚ii理劝徐®申华人氏*^28*44法进片祈^>*・・*岌役于♦利权•以營记•专钊权自我权公令■之a戈生效・♦^♦刘的♦利械*»力+牛• 6♦请9*算・专科权人&?«依黑专«朵离離«*细計* 龙犠箱•费.朱令利的隼费应出程*牛10月3OQftat第.M報島良岌ItM**的.*创< tg岂«第隼*期龙之tlM终止.♦利运书记襄*翻权冬记甘的決^^状况・冷利权.杓转移・厦押-兄*・坪止-廉JL#专«权人约《名成名件、a«・电ttjt/f境利*丄#」・・fIt工艺流程说明:1先生产渗透型防火聚苯板、4 严m 业51 b 防火泡沫渗透设备 防火渗透聚苯板燃烧实验 上 4 2、 没干燥前把渗透 防火聚苯板 插丝焊接,■沁AJ--*、全自动焊接机(防火聚苯板插丝焊接)验报告报吿编号s 201411000委托检铃NFTC 国家防火建筑材料质量监督检验中心r CMS *爲&熬8(S A)®2O11OOW25Z Q20山rtlUi 认字2哼■ / A送檢电位名称: 郑州中天建9X节能有限公司产品名称型号: 改性防火保温板厚度SOrrni国家防火建筑材料质a监督检验中心检验报吿产品《»改住防火保温檢型号规権理厦50m委托单位郑州中天建篁节能*W公司商标/生产单位郑州中夭建《节能有《公胡总验类别委托检验送绘单值郑州中天a®节能*限公《袖祥牛》/抽样单位自送祥抽样5ffi/抽禅地点/別样SM2014.05.30檢毅地点*中心绘验日朗2014.06 04-2014.06 12样品数S I3nr样品《号201415136GBM242012 <^«材14及刖品燃燒•性能分«>枪验项目烯烧性妙(A2)级'经检%,该M品燃耀性能捋合A2rl,d0・t斶的規定要求.按08 08242012判定-该制品堪燒性能达刹不惨(A2-・l・d0・tO;圾.C以下空白)论!kfi翰专q易*年6月 <日备注本«告仅对所承楡項目负鼠匸本报告分级结X左该制品采用机感方氏QXS想燒性能第级为A2JKAI. .n厦大于或尊于g.密廈大于或等子gOOkg/J的基材上能条件下看效-擅告201411000 共4更弟1 J5审检do,—甥制'事县报吿y區毒:201411(100 共4虫30 2負3、4、5、趨盟方注标:(E S求醴果1GB/T ?C}5fl4-2Mft咗120245内总1辭4 IMG3/T 2n?84-?00fi'A2<7 511 a3冀堆債向蔓砥1^度U叽™G3/T 202fi4-^C»06弋试样边绩峙合寻求合喑4煙烧甜値:PCS),IM'J/keOB/T 144C2 2007污工0 2 9 5烟弓i故連辛抬ftMM旳別J・4/" JGB/T 2«2£il-200a右30a 6fiOOw内&产咽毋(砂g},詁GB/1 MM4200B31t;5O447GC./T 2g284=2MG M&M)s[^无燃盏蒲薄物/諏卷符合S求合Ht 3产惟韋乐级GB/l 20285-20001lO:£到E札ZA.段,下11I1~11f II !Sil技?te揣标ffiiSGB e囱24M程对平様狀理班珂科的观定要3K.凉晒钢丝网架防火聚苯板,喷界面剂在钢丝网架防火聚苯板的一侧浇注匀质防火保温材料抹面砂浆抹好浇注的一面凉 钢 架 板晒 丝 网 61M I*L 4坯小斗*亍* i J 'I 钢丝网架泡沫双面抹灰设备7、晒进行钢丝网架板的另一面浇注和抹面,凉- I钢丝网架泡沫抹灰设备本小生产线既可以生产钢丝网架防火保温板复合墙板,又可以生产装 配式建筑保温与结构一体化墙板。
目录1.前言 (3)1.1. 介绍 (3)1.2. 产品介绍 (3)1.2.1. 操作控制和接头 (4)1.2.2. 送丝机构备件 (6)1.2.3. MC操作面板快速入门 (8)1.2.4. ML操作面板快速入门 (9)1.3. 操作安全 (10)2.安装 (11)2.1. MIG 系统的组装 (11)2.2. 根据焊丝直径选择相应备件 (12)2.3. MIG焊枪的安装 (12)2.4. 焊丝盘的安装和锁紧 (13)2.5. 自动送丝到焊枪 (13)2.6. 压力调节 (13)2.7. 焊丝盘的制动调节 (14)2.8. 返烧时间 (14)2.9. 地线 (14)2.10.保护气 (15)2.10.1. 气瓶的安装 (15)2.11.焊机开关I/O (16)2.12.冷却单元的操作(Procool 10, Procool 30) (16)3.控制面板的操作 (16)3.1. MC控制面板 (16)3.1.1. 焊接数据/气体测试 (19)3.1.2. SELECTO操作,MC面板 (19)3.2. ML控制面板 (20)3.2.1. 焊接数据 (24)3.2.2. 一元化操作,ML面板 (24)4.Promig 501和Promig 511送丝机遥控单元的操作 (27)5.Promig 501, 511上A001的跳线功能 (28)6.面板上的错误信息代码 (30)7.操作故障 (31)8.PROMIG 501L (32)9.定货号码 (33)10.技术数据和保修条款 (34)10.1. 技术数据 (34)10.2. 保修条款 (35)1.前言1.1. 简介十分感谢您购买了KEMPPI产品!正确的安装和使用Kemppi产品可延长机器的使用寿命,减少设备的维护次数。
手册内容包括设备安全操作说明,维护信息,技术数据等,第一次安装,使用及维护设备前请先仔细阅读此操作使用手册。
对于日后Kemppi的有关信息请联络我们或请向离您最近的Kemppi经销商咨询。
郑州中天建筑节能有限公司钢丝网架聚苯板插丝焊接技术Zt-1200型系列斜插组焊机是生产线的主机,它采用了PLC触摸屏控制系统、步进电机作为动力,它通过自动斜插丝、切断、平网与泡沫板的严格定位,斜插丝与平网的组焊,来完成钢丝网架聚苯乙烯夹心板的生产。
此生产线自动化程度、生产效率高、漏焊率低、焊点强度大、均匀,产品的平整度好,生产成本低。
一、产品结构型式Zt--1200A型斜插组焊机由供丝轮、插丝头A、插丝头B、上点焊机1、上点焊机2、下点焊机1、下点焊机2、链条传动系统、电控系统、气路控制系统、网架工装11部分组成。
电控系统采用可编程序控制器(PLC)集中控制,各工位采用气缸或步进电机驱动。
工作时将装上EPS板及钢丝网片的工装,放置在传动链条上,启动设备,链条将自动步进,由光电开关检测工装位置,插丝头向下斜插丝,并依次完成插丝、夹紧焊接、断丝、退回原位,链条步进,完成一个动作循环,继而自动重复又一个循环。
上点焊机亦由光电开关检测工装位置后下降焊接。
各控制单元工作时相对独立,按规定程序完成各自的动作要求,自动运行连续生产。
与我厂生产的平网焊接机、绕丝机、校直机、补焊机配套组成钢丝架夹芯板的自动生产线。
二、 产品技术指标及基本参数1、 单面插丝和双面插丝焊接a 单面网夹芯板稀插丝 100mm 密插丝 50mmb 双面网夹芯板稀插丝 100mm 密插丝 50mm可斜插丝网孔为50mm倍数均可实现插丝2、可插丝聚苯板规格a 标准泡沫板(L×W×T) 3000mm×1220mm×70mmb 非标准泡沫板长度(L)范围≤4500mm厚度(T)范围≤100mm3、泡沫板使用的钢丝材料a 冷拔镀锌钢丝(符合GB9972-88要求)钢丝直径Φ2.0mm-Φ3.0mm采用平网规格 50mm×52mmb EPS板(芯板)厚度 30mm-200mm4、焊接变压器50KVA*8台5、焊把线70MM²*2铜裸线,黄铜焊钳,鉻镐铜头6、生产效率1M/min7、供电要求AC380V 50Hz 75KVA每小时用电量5-6度8、供气要求(压缩空气)3m3/min 0.7MPa9、整机外形尺寸(L×W×T) 14500mm×1800mm×1700mm8、整机质量4000Kg郑州中天建筑节能有限公司公司简介本公司主要生产供应:1设备类,泡沫板设备,干混砂浆设备,钢丝网架泡沫板设备,装配式建筑设备,保温与结构一体化设备,EPS保温泡沫模块设备,轻质隔墙板设备,废泡沫造粒设备,废秸秆再利用做建材设备,防火聚苯板渗透设备,保温材料设备,岩棉板设备,泡沫线条切割机,抹灰机,塑料系列设备,节能减排环保设备,便携式水切割设备等。
ASM 自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6页脚内容- 1 -②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊10页脚内容- 2 -2、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11页脚内容- 3 -页脚内容- 4 -一、键盘功能简介:1、键盘位置:Wire Feed数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关Thread Wire导线管真空开关Shift 上档键Wc Lmp 线夹开关Shift+Pan Lgt 工作台灯光开关EFO 打火烧球键Inx 支架输送一单元Shift+IM↑左料盒步进一格Main 直接切至主目录Shift+IM↓左料盒步退一格Shift+IM HM 换左边料盒Shift+OM↑右料盒步进一格Shift+OM↓右料盒步退一格Ed Loop 切换至修改线弧目录Shift+OM HM 换右边料盒Chg Cap 换瓷咀Shift+Clr Tk 清除轨道Bond 直接进入自动作业画面Dm Bnd 切线Del. 删除键页脚内容- 5 -Stop 退出/停止键Enter 确认键Shift+Ctct Sr 做瓷咀高度Ld Pgm 调用焊线程序二、主菜单(MAIN)介绍:0.SETUP MENU (设定菜单)Array 1.TEACH MENU (编程菜单)2.AUTO BOND (自动焊线)3.PARAMETER (参数)4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5.Delete Program——A——STOP),方可建立新程序。