阴阳坡口倒棱工艺在大口径管道中的应用
- 格式:pdf
- 大小:492.53 KB
- 文档页数:2

本文由()整理,如有转载,请注明出处。
钢管管端的加工(平头倒棱)钢管管端加工 - pipe end machining 对钢管管端进行的车螺纹、定径、加厚、强化热处理、倒棱等工序。
1.钢管管端车螺纹简称管端车丝。
钢管厂生产的钢管,其单根长度通常小于12m,钢管在实际应用中的长度往往大大超过这一长度。
如在地质钻探和石油钻采中,钻井深度通常在1000m以上,最深达7000m;用于输送石油、天然气、水、碱、矿物等的输送管线长达数公里甚至数百公里。
为此,需在钢管两端车螺纹,利用相应的接箍把钢管连接起来。
螺纹连接要求连接强度高,气密性好,以防止钢管断裂和输送介质外泄。
为适应多种用途的需要,世界各国已研制出各种形式的螺纹,但主要采用以下3种:(1)圆顶三角螺纹。
其特点是螺纹加工简单。
但因螺纹受力不均且有变形,故连接强度低,仅靠螺纹侧面密封,密封性能差。
(2)偏梯形(勃特雷斯)螺纹。
其特点是螺纹精度高,加工要求高,连接强度高;依靠螺纹侧面和顶部压紧密封,密封性能比较高。
(3)直连型连接螺纹。
其特点是不用接手,但管端需加厚,一端车外螺纹,另一端车内螺纹,加工比较难。
螺纹精度高,连接强度较高;依靠顶面和一侧面密封,密封性能好。
钢管端部在车丝前通常经过的机加工包括:切管、车外圆、镗孔、倒棱和端面加工。
这些工序一般都是在一台专用车丝机上一次完成的,有的也可以在两台机床上完成。
为了保证螺纹尺寸符合标准要求,石油钻采用管的管端螺纹,出厂时需用各种仪器进行严格检测,检测项目包括螺矩、齿高、齿形、螺纹长度、锥度、紧密矩等。
2.管端定径目的是减小钢管椭圆度,保证钢管机加工后的尺寸精度,主要用于石油套管。
经端部定径后的套管,端部车丝时的黑皮扣数量少,可提高成材率。
管端定径采用冷变形工艺,常用的定径方法有冲头扩径和冲头扩径+定径环压缩两种。
冲头扩径时减小钢管椭圆度的效果在很大程度上取决于钢管壁厚的均匀程度。
对壁厚不均较严重的热轧管如周期式轧管机轧制的钢管,经冲头扩径后,管端的表面质量恶化。
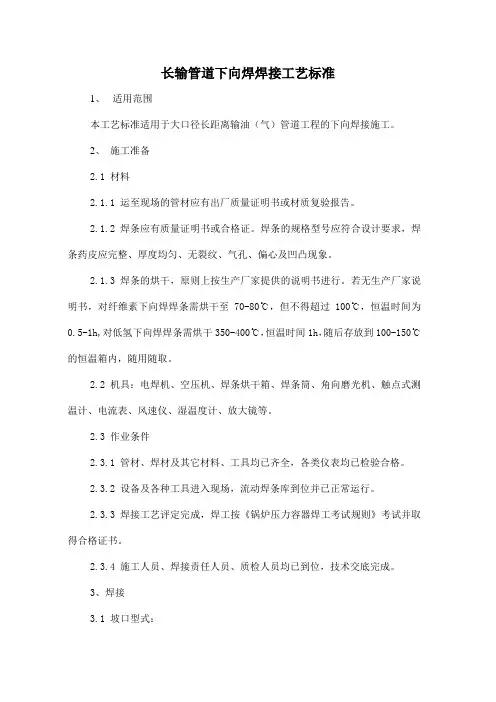
长输管道下向焊焊接工艺标准1、适用范围本工艺标准适用于大口径长距离输油(气)管道工程的下向焊接施工。
2、施工准备2.1 材料2.1.1 运至现场的管材应有出厂质量证明书或材质复验报告。
2.1.2 焊条应有质量证明书或合格证。
焊条的规格型号应符合设计要求,焊条药皮应完整、厚度均匀、无裂纹、气孔、偏心及凹凸现象。
2.1.3 焊条的烘干,原则上按生产厂家提供的说明书进行。
若无生产厂家说明书,对纤维素下向焊焊条需烘干至70-80℃,但不得超过100℃,恒温时间为0.5-1h,对低氢下向焊焊条需烘干350-400℃,恒温时间1h,随后存放到100-150℃的恒温箱内,随用随取。
2.2 机具:电焊机、空压机、焊条烘干箱、焊条筒、角向磨光机、触点式测温计、电流表、风速仪、湿温度计、放大镜等。
2.3 作业条件2.3.1 管材、焊材及其它材料、工具均已齐全,各类仪表均已检验合格。
2.3.2 设备及各种工具进入现场,流动焊条库到位并已正常运行。
2.3.3 焊接工艺评定完成,焊工按《锅炉压力容器焊工考试规则》考试并取得合格证书。
2.3.4 施工人员、焊接责任人员、质检人员均已到位,技术交底完成。
3、焊接3.1 坡口型式:序号 壁厚(mm )δ 坡口角度(a) 钝边(mm)b 间隙(mm)c 1 6-7 550 -650 1.0-1.6 1.0-1.6 2 8-10 550 -650 1.0-1.6 1.5-2.6 311-12550 -6501.0-1.61.5-2.63.2 焊接层、道数管壁厚度(mm )焊接层数6 4 7-8 4-5 9-10 5-6 11-126-7bc6~7 10~11适用于壁厚6~7mm 适用于壁厚10~11mm 适用于壁厚12mm12a3.3 焊接工艺参数纤维素型下向焊推荐参数见下表:项目焊层焊条直径(mm)电流极性电流(A)电压(V)焊接速度mm/min运条方式根焊 3.2 直流反接70-130 21-30 200-300直拉热焊 4.0 直流反接140-190 28-35 300-400填充焊 4.8 直流反接140-220 28-35 300-400 直拉或小振幅摆动盖面焊 4.8 直流反接140-200 25-30 250-350 低氢型下向焊推荐参数见下表:项目焊层焊条直径(mm)电流极性电流(A)电压(V)焊接速度mm/min运条方式根焊 3.2 直流反接70-120 19-26 100-200直拉热焊 4.0 直流反接160-210 21-30 200-350填充焊 4.0 直流反接160-210 21-30 200-350 直拉或小振幅摆动盖面焊 4.0 直流反接130-200 21-30 150-3003.4 焊接工艺要点3.4.1 从根焊到盖面焊的每层焊道分别由两名焊工负责,每人各负责半个管口;每层焊接完成后均应打磨和检查质量。
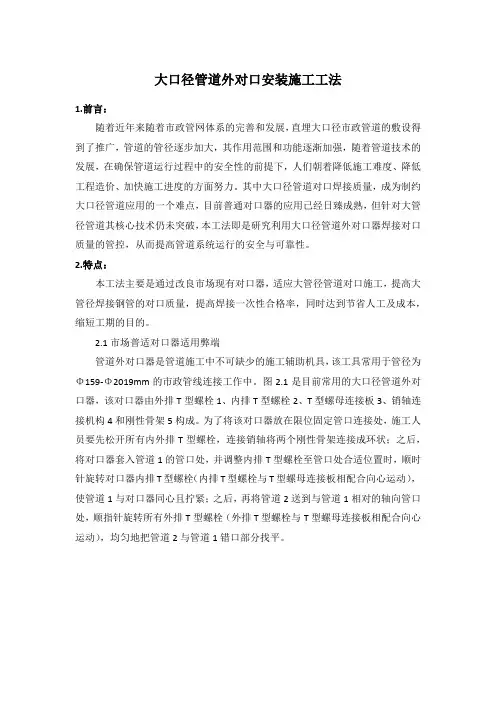
大口径管道外对口安装施工工法1.前言:随着近年来随着市政管网体系的完善和发展,直埋大口径市政管道的敷设得到了推广,管道的管径逐步加大,其作用范围和功能逐渐加强,随着管道技术的发展,在确保管道运行过程中的安全性的前提下,人们朝着降低施工难度、降低工程造价、加快施工进度的方面努力。
其中大口径管道对口焊接质量,成为制约大口径管道应用的一个难点,目前普通对口器的应用已经日臻成熟,但针对大管径管道其核心技术仍未突破,本工法即是研究利用大口径管道外对口器焊接对口质量的管控,从而提高管道系统运行的安全与可靠性。
2.特点:本工法主要是通过改良市场现有对口器,适应大管径管道对口施工,提高大管径焊接钢管的对口质量,提高焊接一次性合格率,同时达到节省人工及成本,缩短工期的目的。
2.1市场普适对口器适用弊端管道外对口器是管道施工中不可缺少的施工辅助机具,该工具常用于管径为Φ159-Φ2019mm的市政管线连接工作中。
图2.1是目前常用的大口径管道外对口器,该对口器由外排T型螺栓1、内排T型螺栓2、T型螺母连接板3、销轴连接机构4和刚性骨架5构成。
为了将该对口器放在限位固定管口连接处,施工人员要先松开所有内外排T型螺栓,连接销轴将两个刚性骨架连接成环状;之后,将对口器套入管道1的管口处,并调整内排T型螺栓至管口处合适位置时,顺时针旋转对口器内排T型螺栓(内排T型螺栓与T型螺母连接板相配合向心运动),使管道1与对口器同心且拧紧;之后,再将管道2送到与管道1相对的轴向管口处,顺指针旋转所有外排T型螺栓(外排T型螺栓与T型螺母连接板相配合向心运动),均匀地把管道2与管道1错口部分找平。
图2.1市场普适对口器通常情况下,完成上述两根管道对口的工作至少需要两名工人,有时还需要其他人进一步配合才能顺利完成。
从施工现场实际应用来看,这种刚性骨架双T 型螺栓顶丝结构的管道外对口器不仅体积和重量较大,工人在进行对口作业时很不方便,而且由于顶丝数量较多,工人在操作时比较繁琐,搬运过程费时费力,工作效率不高非常笨重,严重的影响了工程的进度。
浅谈长输管道下向焊焊接技术发布时间:2022-01-07T01:58:21.120Z 来源:《工程建设标准化》2021年第21期作者:赵政1 李星星2[导读] 目前,纤维素焊条打底与自保护药芯焊丝半自动焊填充盖面相结合的下向焊技术广泛应用于长输管道的施工中,此焊接方法具有焊接速度快,抗风能力强,施工效率高,焊缝质量好等优点,特别适用于大中型直径管道的野外作业赵政1 李星星2山东电力建设第三工程有限公司山东青岛266100摘要:目前,纤维素焊条打底与自保护药芯焊丝半自动焊填充盖面相结合的下向焊技术广泛应用于长输管道的施工中,此焊接方法具有焊接速度快,抗风能力强,施工效率高,焊缝质量好等优点,特别适用于大中型直径管道的野外作业。
某矿浆管道项目全长约68公里,管道材质为X65M,规格为φ610×14.3,受沿线地形复杂、现场气候条件恶劣、人员不足等诸多不利因素的影响,该项目选用纤维素焊条(E6010)向下打底,自保护药芯焊丝(E71T8-Ni1)向下填盖相结合的工艺进行施工,保证了焊接质量的同时还大大缩短了施工工期。
本文以该矿浆项目管道为例,就SMAW+FCAW下向焊施工工艺及操作要点进行介绍,对其高频缺陷的成因进行分析,并提出相应的质量控制措施。
关键词:下向焊;施工工艺;高频缺陷1、工艺特点纤维素焊条药皮中含有25%~40%的纤维素,正是这些成份保证了下向焊的质量,由于纤维素焊条成份的特殊性,其必须使用专用的配套电焊机,这种焊机的焊接电压更高,且增加了额外的推力和小电流的稳定装置,来保证焊条的大吹力和电弧的稳定燃烧。
根焊道焊接采用E6010纤维素焊条,电弧吹力大,熔渣少,穿透均匀,焊缝根部成形饱满,焊接速度快,有优良的抗气孔和抗裂性能,适用于管道全位置焊接。
其它焊道采用E71T8-Ni1自保护药芯焊丝,焊层薄,脱渣性好,熔敷率高,焊缝成形美观,与手工电弧焊相比接头数少,可有效的降低焊接缺陷的产生概率。
壁厚48mm钢管复合坡口倒棱工艺尚才众;贾云刚;杨森民【摘要】介绍了仿形切削和复合坡口内外仿形切削方法;通过设计切削用量和刀具几何角度,在JCO生产线钢管倒棱机上加装1套内仿形机构和2套外仿形机构.采取内外仿形、3个仿形轮和4把倒棱刀联合切削的方法,完成了壁厚48 mm钢管复合坡口的切削.分析认为:对于复合坡口,应采用随动仿形的倒棱方法;采用合理的切削用量和刀具几何角度,可以减小切削力,实现内外仿形多刀联合加工厚壁复合坡口.【期刊名称】《钢管》【年(卷),期】2016(045)005【总页数】6页(P77-82)【关键词】钢管;复合坡口;切削力;仿形;刀具几何角度;切削用量【作者】尚才众;贾云刚;杨森民【作者单位】河北海乾威钢管有限公司,河北沧州061300;河北海乾威钢管有限公司,河北沧州061300;河北海乾威钢管有限公司,河北沧州061300【正文语种】中文【中图分类】TG335.75焊接连接是管道工程中最重要、最广泛的连接方式,而钢管管端坡口是根据对接对焊工艺的需要,将管端的待焊部位加工并装配成一定几何形状的沟槽[1-2]。
这种沟槽即管端复合坡口也就应运而生,生产出的厚壁钢管可作为输送管线载体。
河北海乾威钢管有限公司生产了ASTM A 672/A 672M—2009《中温高压用电熔焊钢管》C70级22类(简称C70-Cl22)Φ1 117.6 mm×48 mm×11 000 mm规格复合坡口钢管,该钢管的抗拉强度为610 MPa。
这种管端复合坡口就是要满足对焊连接加工要求。
简单复合坡口的仿形切削如图1所示,48 mm管端复合坡口如图2所示。
钢管的复合坡口由4个坡口面、3个角度组合而成。
坡口形状复杂且钢管壁厚已经达到48 mm,设计方案采用多把倒棱刀同时完成切削加工。
经过现场工艺试验:先用钝边刀将管端平面车削平齐(齐头),然后再用1把钝边刀、1把内仿形外坡口刀和2把外仿形内坡口刀组合切削,既保证了设计坡口的几何精度,又大幅提高了生产效率。
2010第2期总第195期现代制造技术与装备1背景大口径、高输送压力、长输送距离和多种类型输送介质是管线工业技术进步的主要标志,也是管线工业发展的总趋势[1]。
随着我国石油工业的发展,西气东输一线、二线等大型工程项目不断开展,对大口径、大壁厚的高压输送管的需求量大大提高。
传统的螺旋缝焊管从产能和安全性能方面已经不能满足要求,大口径、大壁厚、高钢级的直缝埋弧焊管取代螺旋焊管成为必然的趋势。
直缝埋弧焊管质量可靠,在国外已经广泛应用用于油气高压输送主干线上。
近年来,国内也逐步形成了直缝埋弧焊管的生产能力,目前的主流制管技术有UOE技术和JCOE。
随着钢级的提高,管道工程建设中直缝埋弧焊管成为大部分主干线的首选,尤其是在自然环境恶劣、人口稠密、海洋等地区的管线中。
在“西气东输”管道工程中,用于二、三、四类地区的大口径直缝埋弧焊管中的14%是国产JCOE管,其余全是进口UOE管[2]。
为了实现UOE管线管的国产化,2007年宝钢斥资30多亿引进了德国MEER公司的UOE生产线,以解决国内大型工程项目所需的高质量直缝埋弧焊管产品国内配套能力不足的现状,年产能达到50万吨。
然而相比于UOE,JCOE产线的一次性投入成本低,仅需5亿元左右,目前有多家钢管厂纷纷引进JCOE生产设备(见表1),与宝钢形成了激烈竞争。
然而,由于设备和制造工艺的的差异,必然会导致产品在性能和价格上有所差异。
因此,比较UOE产品与JCOE产品的差异,对于更好的服务用户,抢占市场份额,保证宝钢UOE产品的顺利销售有着重要意义。
2UOE和JCOE直缝埋弧焊管在生产工艺和性能方面的对比直缝埋弧焊管的主要成型方法为UOE成型法(U成型、O成型、E扩径)、JCOE成型法(钢板压成J型、再依次压成C型和O型、后进行扩径),作为比较成熟的生产工艺,在国际上已经广泛应用,目前在我国也均有引进。
由于其生产工艺上的差异,必然导致其产成品性能的差异,下面重点从产品的技术指标方面对UOE和JCOE的优缺点进行分析比较。
大口径管道纤维素焊条下向焊施工工法大口径管道纤维素焊条下向焊施工工法一、前言大口径管道纤维素焊条下向焊施工工法是一种针对大口径管道进行施工的焊接方法。
该方法采用纤维素焊条作为焊接材料,通过下向焊的方式,将大口径管道焊接成为一个整体。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点大口径管道纤维素焊条下向焊施工工法的特点主要包括:1. 适用范围广:该工法适用于各种大口径管道的焊接,不受管道材料和管道直径的限制。
2. 焊接质量高:该工法焊接出的管道具有良好的焊缝质量和强度,能够满足工程要求。
3. 施工效率高:相比其他焊接方法,该工法施工效率高,能够节省时间和人力成本。
4. 环保节能:使用纤维素焊条作为焊接材料,不会产生有害气体和废物,符合环保要求。
5. 操作简便:该工法的施工操作相对简单,无需特殊技能。
三、适应范围大口径管道纤维素焊条下向焊施工工法适用于各类大口径管道的焊接工程,包括城市供水管道、石油化工管道、天然气管道等。
四、工艺原理大口径管道纤维素焊条下向焊施工工法的工艺原理是通过焊接工艺参数的调整,使焊接金属达到熔合状态,并形成均匀的焊缝。
这一工法采用了纤维素焊条作为焊接材料,通过下向焊的方式进行焊接。
在实际工程中,采取了一些技术措施来保证工艺的稳定性和焊接质量。
五、施工工艺大口径管道纤维素焊条下向焊施工工法的施工工艺包括以下几个阶段:1. 准备工作:包括工具和设备的准备,焊接材料的准备以及工作人员的安全防护准备。
2. 管道准备:对待焊接的管道进行清洗和准备工作,确保管道表面无油污和杂物,并进行测量和标记。
3. 施工操作:将纤维素焊条放置于焊接位置,点火并控制焊接参数,使焊接金属达到熔化状态,形成均匀的焊缝。
4. 焊接质量检查:对焊接质量进行检查和评估,包括焊缝的均匀性、强度和密封性等方面。
5. 后期处理:对焊接完成的管道进行清理工作,并进行防腐、油漆和维修等工作。
大口径管道穿越V型山体隧道施工新技术摘要:近年来我国大口径长输管道建设发展迅猛,管道穿越山体隧道施工越来越多,管径及重量也在逐渐增大。
在隧道内施工无法使用大型设备的情况下,运布管及管道组对工作一直是影响施工进度的主要因素。
西气东输二线东段28标段密岭1#山体隧道整体呈“V”型,同一个隧道内存在3.66°和21.77°两个纵向施工坡度,针对隧道特殊结构,施工组研制了集运布管、组对于一体的多功能大角度斜井施工小车,革新了小角度坡面上的龙门架施工装置,这两种新设备在密岭1#、密岭2#隧道施工中都得以成功的应用,并积累了成熟的施工经验。
关键词:大口径管道山体隧道龙门架运管小车管道施工Abstract: in recent years the fast development of large diameter long distance pipeline construction in China, the pipeline crossing the mountain tunnel construction is increasing, pipe diameter and weight are also gradually increased. Cannot be used in tunnel construction under the condition of large equipment, transport pipe and pipe group on the work has been the main factors influencing the construction progress. 28 blocks east section of the second line of west-east gas tight ridge 1 # tunnel \”V\” shape on the whole, the same tunnel within 3.66 ° and 21.77 ° two longitudinal slope construction, for tunnel structure, special construction group freight cloth tubes, is developed for the integration of multi-function high Angle deviated well construction, innovation of small Angle slope portal frame construction on the surface of the device, the two kinds of new equipment in the range 1 #, 2 # tunnel construction of dense ridge successful application, and accumulated a mature construction experience.Key words: large diameter pipeline tunnel portal frame pipe car pipeline construction一工程概况1隧道概况西气东输二线干线第28标段管道在江西省遂川县穿越密岭1#隧道。
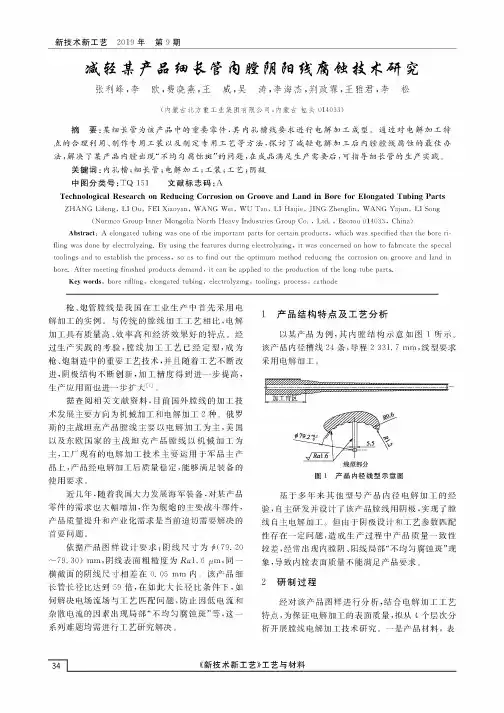
减轻某产品细长管内膛阴阳线腐蚀技术研究张利峰,李欧,费晓燕,王威,吴涛,李海杰,荆政霖,王雅君,李松(内蒙古北方重工业集团有限公司,内蒙古包头014033)摘要:某细长管为该产品中的重要零件,其内孔槽线要求进行电解加工成型。
通过对电解加工特点的合理利用、制作专用工装以及制定专用工艺等方法,探讨了减轻电解加工后内膛膛线腐蚀的最佳办法,解决了某产品内膛出现“不均匀腐蚀斑”的问题,在成品满足生产需要后,可指导细长管的生产实践。
关键词:内孔槽;细长管;电解加工;工装;工艺;阴极中图分类号:TQ151文献标志码:ATechnological Research on Reducing Corrosion on Groove and Land in Bore for Elongated Tubing Parts ZHANG Lifeng,LI Ou,FEI Xiaoyan,WANG Wei,WU Tao,LI Haijie,JING Zhenglin,WANG Yajun,LI Song (Norinco Group Inner Mongolia North Heavy Industries Group Co.,Ltd.,Baotou014033,China) Abstract:A elongated tubing was one of the important parts for certain products,which was specified that the bore rifling wasdonebyelectrolyzing Byusingthefeaturesduringelectrolyzing itwasconcernedonhowtofabricatethespecial toolingsandtoestablishtheprocess soastofindouttheoptimum methodreducingthecorrosionongrooveandlandin bore Aftermeetingfinishedproductsdemand itcanbeappliedtotheproductionofthelongtubeparts Keywords:bore rifling,elongated tubing,electrolyzing,tooling,process,cathode枪、炮管膛线是我国在工业生产中首先采用电解加工的实例%与传统的膛线加工工艺相比,电解加工具有质量高、效率高和经济效果好的特点%经过生产实践的考验,膛线加工工艺已经定型,成为枪、炮制造中的重要工艺技术,并且随着工艺不断改进,阴极结构不断创新,加工精度得到进一步提高,生产应用面也进一步扩大⑴%据查阅相关文献资料,目前国外膛线的加工技术发展主要方向为机械加工和电解加工2种%俄罗斯的主战坦克产品膛线主要以电解加工为主,美国以及东欧国家的主战坦克产品膛线以机械加工为主,工厂现有的电解加工技术主要运用于军品主产品上,产品经电解加工后质量稳定,能够满足装备的使用要求%近几年,随着我国大力发展海军装备,对某产品零件的需求也大幅增加,作为舰炮的主要战斗部件,产品质量提升和产业化需求是当前迫切需要解决的首要问题%依据产品图样设计要求:阴线尺寸为!(79.20〜79.30)mm,阴线表面粗糙度为Ra1.6#m,同一横截面的阴线尺寸相差在0.05mm内。
100科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N 工 业 技 术将金属工件放在含有渗入金属元素的渗剂中,加热到一定温度,保持适当时间后,渗剂热分解所产生的渗入金属元素的活性原子便被吸附到工件表面,并扩散进入工件表层,从而改变工件表层的化学成分、组织和性能。
根据不同的使用要求、渗铝可在碳钢、低合金钢及高铬镍合金钢基体上进行。
这些材料经过渗铝后,在其表面形成一层具有特殊性能的铁铝合金层,从而提高材料的抗高温氧化性能和耐腐蚀性能。
1 施工方法特点廉价的碳钢材料,经表层渗铝后,即具备耐磨、耐蚀、耐氧化特性。
具有较大经济价值,渗铝钢的母材一般为10#、20#的低碳钢,表面渗铝后,表面有0.1mm~0.3mm厚的渗铝层,该层的Al含量为20%~40%。
渗铝层硬度接近马氏体钢,耐蚀性与1Cr18Ni9Ti 不锈钢相当,耐氧化性优于不锈钢。
但经过此工艺处理的单件管道长度只能限制在900mm~1200mm之间,管道组对过程中需大量的焊接,针对此种新的材料,本方法摸索出一套经济实用的施工方法,从而节约工程成本,保证工程质量,加快工程进度。
2 适用范围应用在:空气预(换)热器、煤气预热器、热风炉、锅炉管、吹氧管、工业炉耐热件、退火罩、坩锅、环保除尘排烟设备、干燥炉、玻璃炉窑、水泥炉窑、燃烧器具上的各个系统渗铝管道的焊接。
在迁安硅钢连退工程中各机组的无氧化加热炉热空气管道采用了渗铝管道。
3 渗铝材料的焊接施工原理本施工技术描述了渗铝管道的焊接过程。
将渗铝管道坡口位置的基层(铁铝合金层)、中层(纯铝层)、外层(三氧化二铝氧化膜)全部磨掉,直至露出碳钢母材。
原则上讲对于渗铝管道应采用相应的渗铝焊条(即A312SL不锈钢钢焊条)进行施焊,但市场不易采购等原因,经过现场试验和实际论证,在本文中阐述利用A102不锈钢焊条对其进行焊接的方法。
由于A102焊条的焊接性能高于碳钢母材,不锈钢焊条具有防腐蚀性、耐高温性、耐氧化性,达到渗铝管道使用的目的,故使不锈钢代替渗铝钢焊条,机械性能及物理特性都能满足施工要求。
斜坡地段大口径供热管道施工工法斜坡地段大口径供热管道施工工法一、前言斜坡地段大口径供热管道施工工法是指在斜坡地段上进行大口径供热管道的施工建设的一种工法。
针对斜坡地段的特殊地质条件和施工环境,该工法采取了一系列特殊的技术措施,确保施工过程的稳定和成功。
二、工法特点斜坡地段大口径供热管道施工工法的特点主要包括以下几个方面:1. 适应性强:该工法适用于各种斜坡地段,包括山坡、沟壑等地形,能够满足不同地质条件下的施工需求。
2. 抗压性强:施工过程中采用特殊的管道支撑技术,确保大口径供热管道能够承受地面沉降和挤压力。
3. 施工周期短:通过合理的施工组织和工艺流程,能够快速完成施工任务,缩短施工周期。
4. 能耗低:施工过程中注重节能减排,采用先进的施工设备和工艺手段,减少能源消耗。
5. 维护方便:该工法保留了供热管道的可维护性,方便后期的管道维护和保养工作。
三、适应范围斜坡地段大口径供热管道施工工法适用于以下范围:1. 山区供热工程:山区地势复杂,常常需要在斜坡地段进行供热管道施工,该工法能够满足山区供热工程的施工需求。
2. 河谷供热工程:河谷地区的供热管道施工面临河流冲刷和地势起伏等问题,该工法能够解决这些困难。
3. 其他斜坡地段:除了山区和河谷,斜坡地段大口径供热管道施工工法还适用于其他具有斜坡地形的地区。
四、工艺原理斜坡地段大口径供热管道施工工法的工艺原理主要包括以下几个方面:1. 工法与实际工程之间的联系:该工法提供了一套完整的施工工艺流程,将理论与实际工程相结合,确保施工过程的稳定和顺利进行。
2. 采取的技术措施:该工法通过采取一系列技术措施,包括地质勘探、基坑支护、管道安装等,保证了施工过程的安全和质量。
五、施工工艺施工过程分为以下几个阶段:1. 前期准备:进行地质勘探、方案设计、施工组织等准备工作。
2. 基坑开挖:根据设计要求,进行基坑开挖和支撑工作。
3. 管道安装:根据设计方案,进行管道的焊接和安装工作。
中俄东线管道热收缩带补口防腐层施工技术刘阳; 李华; 谭哲; 朱琳【期刊名称】《《管道技术与设备》》【年(卷),期】2019(000)006【总页数】4页(P48-51)【关键词】管道; 补口; 防腐层; 质量控制【作者】刘阳; 李华; 谭哲; 朱琳【作者单位】中国石油管道公司河北廊坊 065000; 中国石油管道科技研究中心河北廊坊 065000; 中国石油集团工程技术研究院有限公司北京 102206; 中国石油天然气管道科学研究院有限公司河北廊坊 065000【正文语种】中文【中图分类】TE80 引言管道的运行需要对管道本体的保护,防腐层是管道本体保护的重要一环。
目前国内主流防腐层采用3LPE涂层,一般与之相配套的补口材料使用热收缩带。
由于热收缩带补口需要多个界面的粘接,因此要保证热收缩带补口防腐层的施工质量就要保证各个粘接界面之间实现可靠粘接[1-2]。
补口防腐层是管道外防腐层整体结构中薄弱的环节,补口防腐层的质量直接影响管道安全运行寿命。
我国长输油气管道开挖检测的结果表明,管道补口防腐层脱粘失效比较严重,剥离防腐层下发现大量金属腐蚀。
补口防腐层脱粘已经成为在役管道外防腐层破损失效的主要形式之一。
中俄东线管道所在高纬度地区冬季极端低温对补口材料和补口施工技术带来极大的考验,曾发生过管口预热困难,热收缩带开卷困难、断胶,无溶剂环氧补口涂料涂覆困难、不固化、流挂等问题,因此对现场热收缩带补口施工质量控制关键点的严格把控对于防腐补口施工环节尤为重要。
中俄东线天然气管道工程线路管道经过平原丘陵地区,虽然地质情况不复杂但大部分路段处于岩土强腐蚀性地段,同时地处寒冷地区。
因此对管道防腐层的选用,除考虑防腐层的绝缘防腐性能、易于施工、补口操作等因素外,还要着重考虑外防腐层的耐低温性能,因此,经过论证现场防腐材料除了对低温环境具有良好的适应性外,同时也满足技术上的可行性。
1 热收缩带补口施工1.1 干膜安装和湿膜安装按照安装热收缩带时底漆的状态可将热收缩带的施工方式分为干膜安装和湿膜安装两种。
负角度的管路成型一、引言管路成型是制造工业中常用的一种加工方法,它可以通过对金属管材进行弯曲、拓展、缩径等操作,使其在特定的形状和尺寸要求下适应不同的使用场景。
而负角度的管路成型则是一种特殊的成型方式,它在某些特定情况下具有独特的优势和应用价值。
本文将深入探讨负角度的管路成型的原理、特点以及应用领域。
二、负角度的管路成型原理1. 弹性变形原理:负角度的管路成型是利用金属材料的弹性特性进行加工的。
在成型过程中,通过施加外力使金属管材发生弹性变形,然后利用弹性恢复力将其恢复到特定的形状和尺寸。
2. 冷弯成形原理:负角度的管路成型通常是在常温下进行的,利用金属的塑性变形能力来实现。
通过在管材上施加力,使其发生塑性变形,然后通过控制力的大小和方向,使管材在负角度范围内成型。
三、负角度的管路成型特点1. 精度高:负角度的管路成型可以实现对管材形状和尺寸的精确控制,达到高精度的加工要求。
2. 成本低:负角度的管路成型不需要额外的模具和设备,只需要一些简单的工装夹具,使得成本较低。
3. 适应性强:负角度的管路成型适用于各种不同形状和尺寸的管材,可满足各种复杂的管路布局需求。
4. 加工效率高:负角度的管路成型操作简便,可通过自动化设备实现批量生产,大大提高生产效率。
四、负角度的管路成型应用领域1. 汽车制造业:负角度的管路成型可以用于汽车制动系统、燃油系统等各种管路的加工,使其能够适应车身空间的狭小和复杂布局的要求。
2. 空调制冷行业:负角度的管路成型可用于空调系统中的冷凝器、蒸发器等管路的加工,使其能够更好地适应空调设备的特殊形状和空间限制。
3. 石油化工领域:负角度的管路成型可用于石油化工装置中的各种管道系统的加工,使其能够适应复杂的工艺要求和特殊的介质流动条件。
4. 食品加工行业:负角度的管路成型可用于食品加工设备中的输送管道的加工,使其能够适应特殊的卫生要求和食品流动的特性。
五、负角度的管路成型的发展前景负角度的管路成型作为一种灵活、高效的加工方式,具有广阔的应用前景。