汽车总成装配失效模式PFMEA
- 格式:docx
- 大小:125.31 KB
- 文档页数:24

PFMEA潜在失效模式及后果影响分析案例PFMEA(Process Failure Mode and Effects Analysis)是一个系统性的方法,用于识别潜在的失效模式、评估其后果的重要性,并采取相应的预防措施。
它可以应用于各种业务和行业,以确保过程和产品的高质量和可靠性。
本文将通过一个案例来说明PFMEA的应用。
假设我们是一家汽车制造公司,正在开发一款新的汽车引擎。
我们将使用PFMEA方法来分析潜在的失效模式和其后果的影响,并采取相应的措施来减少风险。
首先,我们需要识别可能的失效模式。
对于引擎制造过程,我们可以列出一些可能的失效模式,如材料损坏、装配错误、接头松动等。
我们可以根据以往的经验和相关文献来确定这些潜在的失效模式。
接下来,我们需要评估这些失效模式的后果的重要性。
对于每个失效模式,我们可以列出可能的后果,如引擎停止工作、损坏其他部件、影响整车性能等。
我们可以使用一些定量的指标来评估这些后果,比如成本、可靠性、安全性等。
在我们的案例中,让我们考虑一个潜在的失效模式是接头松动。
这个失效模式的可能后果包括引擎停止工作、损坏其他部件、影响整车性能等。
我们可以使用定量指标来评估这些后果的重要性。
我们可以认为影响整车性能的后果是非常重要的,因为它可能导致安全问题和客户不满意。
接下来,我们需要确定控制措施,以减少这些失效模式的风险。
对于接头松动这个失效模式,我们可以采取一些措施来控制风险,比如增加紧固力度、使用锁紧剂、加强质量检查等。
我们可以使用一些定量指标来评估这些控制措施的效果,比如降低风险的程度、成本等。
最后,我们需要跟踪和更新PFMEA。
一旦我们实施了控制措施,我们需要不断跟踪失效模式的发生情况和其后果的重要性。
如果我们发现控制措施不够有效,我们可以采取进一步的改进措施,以减少风险。
通过以上的分析,我们可以有效地识别潜在的失效模式和其后果的重要性,并采取相应的预防措施来减少风险。
PFMEA是一个强大的工具,可以帮助我们提高产品和过程的质量和可靠性,从而提高客户满意度并降低成本。


过程失效模式与后果分析PFMEA一、PFMEA的定义和目标PFMEA是一种系统性的过程分析方法,用于评估潜在的失效模式、错误或缺陷,以及这些失效模式或错误对产品质量和工作过程的潜在影响。
它的主要目标是提前识别和减轻过程中可能导致质量问题的潜在风险,以便采取适当的预防和纠正措施,提高产品质量和客户满意度。
二、PFMEA的基本概念和步骤1.风险识别:通过审核过程文档、历史数据、专家经验等方式,识别可能存在的失效模式。
2.评估失效的严重程度:对每个失效模式进行定量或定性评估,确定其对产品质量和安全性的潜在影响,此项评估需要专业知识和经验的支持。
3.识别可能的失效原因:找出导致失效发生的根本原因,可以通过使用逻辑树、鱼骨图、5W1H等工具进行分析。
4.评估失效的频度:对每个失效模式进行评估,确定其在过程中发生的概率或频次。
5.识别已有的控制措施和预防措施:列举已有的预防和控制措施,以评估其对失效模式的控制效果。
6.评估失效的检测度:确定失效模式是否可以在目前的检测过程中被发现。
7.进行风险评估:通过对失效模式的严重程度、频度和检测度进行组合评估,计算出风险优先级数(RPN)。
8.制定预防和纠正措施:根据风险优先级,确定应采取的预防和纠正措施,并将其确定为优先处理的问题。
9.追踪改进:追踪和记录已实施的预防和纠正措施,并评估其有效性。
三、PFMEA的优势和应用1.优势:PFMEA有助于企业识别和应对过程中的风险,提前预防可能导致质量问题的问题,并减少相关成本。
通过完善的PFMEA过程,可以提高产品质量、可靠性和客户满意度。
2.应用:PFMEA广泛应用于制造业,尤其在汽车、医疗器械和航空航天等高风险行业中。
它通常在新产品开发过程中进行,也可以应用于现有产品或过程的改进。
四、PFMEA存在的挑战和解决方法1.数据收集的困难:获取过程相关数据和知识的困难是PFMEA面临的主要挑战之一、解决方法包括培训和指导工作人员,建立数据收集和共享机制等。

PFMEA_失效模式分析PFMEA(Process Failure Mode and Effects Analysis)是一种用于识别并评估过程中潜在失效模式及其影响的工具。
它是在设计阶段早期或产品推出前执行的一种质量工具,旨在识别和消除可能导致质量问题的潜在失效模式。
本文将详细介绍PFMEA的定义、目的、执行步骤以及其在改善和优化过程中的应用。
PFMEA在制造和生产领域被广泛使用,特别是在汽车、电子、航空等高风险行业。
它的目的是通过确定潜在失效模式和评估其潜在影响来减少生产过程中的错误。
它通过三个主要方面的分析来完成:失效模式(Failure Mode)、影响评估(Effect Analysis)和失效原因(Cause Analysis)。
首先,失效模式是指可能在过程中发生的失效或故障,例如零件破裂、接头松脱或设备停止工作等。
对于每个失效模式,需要确定其严重性、发生概率和检测性。
严重性是指失效对产品或过程的影响程度,包括安全风险、客户满意度和产品可靠性。
发生概率是指失效模式发生的频率,包括供应商质量、使用寿命和环境因素。
检测性是指在出现失效后,能够及时检测到并采取纠正措施的能力。
其次,影响评估是对每个失效模式的影响进行定量评估。
通过评估严重性、发生概率和检测性的分级来确定每个失效模式的风险优先级。
风险优先级可以帮助团队确定应该优先处理的失效模式,以便采取相应的预防和纠正措施。
最后,失效原因分析是为了确定导致各个失效模式的潜在原因。
这可以通过使用工程知识和经验、故障树分析、故障模式与影响分析等工具来实现。
确定失效原因有助于在改善和优化过程中提出有效的纠正和预防措施。
此外,执行PFMEA的步骤可以总结为以下六个步骤:1.确定分析对象:确定要进行PFMEA的流程或产品。
2.列出所有失效模式:与团队合作,列出所有可能的失效模式和潜在问题。
3.评估失效影响:评估每个失效模式的严重性、发生概率和检测性。
4.识别失效原因:确定每个失效模式可能的原因,并识别潜在风险。

六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:案例背景:某家汽车零部件制造公司在生产过程中发现了一个频繁出现的问题:某零部件的尺寸偏差过大,导致装配时无法完全契合,进而影响产品的性能和质量。
为了解决这一问题,公司决定使用六步法PFMEA 进行分析和改进。
步骤一:确定分析范围团队确定了分析的范围为某零部件的生产工艺。
他们明确了问题的具体表现,以及对产品性能和质量的影响。
团队还确定了分析的目的是为了找出可能引起零部件尺寸偏差的潜在故障模式,并制定相应的控制措施。
步骤二:收集相关信息团队开始收集相关信息,包括零部件的设计图纸、生产工艺流程、设备参数、材料性质等。
他们还对生产现场进行实地考察,观察生产过程中的关键环节,并与相关工程师和操作人员进行沟通交流,了解他们对问题的认识和看法。
步骤三:识别潜在故障模式通过分析收集到的信息,团队识别出了可能导致零部件尺寸偏差的潜在故障模式。
包括:材料供应质量不稳定、设备操作不规范、工艺参数设置不当等。
每个故障模式都被赋予一个风险等级,以确定其重要性和优先级。
步骤四:确定故障影响团队分析每个故障模式的影响范围,包括对产品性能、质量、交付时间等方面的影响。
他们还评估了每个故障模式的可能性和频率,以确定其潜在风险。
步骤五:制定改进控制措施基于对故障模式和影响的分析,团队制定了一系列改进控制措施,以降低潜在风险。
加强材料供应商管理、优化生产工艺流程、规范设备操作规程等。
每个控制措施都被赋予一个责任人和执行时间表,以确保实施和落实。
步骤六:跟踪和持续改进团队制定了一个跟踪和持续改进计划,以监控改进控制措施的执行情况和效果。
他们定期对实施情况进行评估和审查,继续识别和解决可能存在的风险和问题,确保质量和性能的持续提升。
通过六步法PFMEA的分析和改进,该汽车零部件制造公司成功解决了零部件尺寸偏差的问题,提高了产品的质量和性能,降低了生产过程中的风险和损失,进一步提升了企业的竞争力和市场地位。
PFMEA过程失效模式及后果分析PFMEA(Process Failure Mode and Effects Analysis)过程失效模式及后果分析是一种常用的质量管理工具,用于评估和改进产品制造过程中的潜在问题和风险。
它旨在预测和预防可能导致产品失效的过程步骤。
1.确定过程步骤:首先,识别和定义产品制造过程中的每个关键步骤,包括原材料采购、加工、装配、测试等。
2.确定失效模式:对于每个过程步骤,识别可能导致失效的模式。
失效模式可以是设备故障、人为错误、材料质量问题等。
3.评估失效后果:对于每个失效模式,评估其可能导致的后果和影响。
后果可以涉及到产品质量问题、安全风险、客户满意度等。
4.定义风险优先级:根据失效模式的严重性、发生频率和检测能力,为每个失效模式分配一个风险优先级。
这可以帮助制定合理的风险控制策略。
5.制定改进计划:对于评估出的高优先级失效模式,制定相应的改进计划和控制措施。
这可能包括优化生产工艺、提供培训和教育、改进设备维护等。
6.实施和监控措施:执行改进计划,并监控其有效性。
定期对PFMEA进行更新,以反映过程改进和新的风险评估。
通过实施PFMEA,可以有效地识别和消除潜在的制造过程问题,并降低产品质量问题的风险。
下面以汽车制造业为例,具体分析PFMEA的应用。
在汽车制造过程中,每个制造步骤都可能存在潜在的失效模式。
例如,原材料采购环节可能存在材料质量问题的风险,加工环节可能存在操作错误或设备故障的风险,装配环节可能存在组装错误或安装不良的风险,测试环节可能存在测试不准确或设备故障的风险。
针对这些潜在问题,可以使用PFMEA来识别并评估其风险。
例如,在加工环节,识别可能的失效模式可能包括不正确的参数设置、设备故障、操作错误等。
然后,评估这些失效模式可能导致的后果和影响,如产品偏差、生产延误、设备故障等。
根据评估结果,确定失效模式的风险优先级,以便制定相应的改进计划和控制措施。
例如,对于评估为高风险的加工失效模式,可以采取以下改进措施:加强对操作员的培训和教育,确保他们正确操作设备和设置参数;增加设备维护和保养频率,以减少设备故障的风险;实施过程监控和自动化控制,以确保稳定的生产环境。
科技股份有限公司作业文件文件编号:XXXX-XXXX.XX 版号:A/0(PFMEA)过程失效模式及后果分析作业指导书批准:审核:编制:受控状态:分发号:2016年01月15日发布2016年01月15日实施过程潜在失效模式及后果分析作业指导书(PFMEA)XXXX-XXXX.XX1目的过程潜在失效模式及后果分析,简称PFMEA。
是一种信赖度分析的工具,可以描述为一组系统化的活动,是对确定产品/过程必须做哪些事情才能使顾客满意这一过程的补充。
其目的是:(a)并评价产品/过程中的潜在失效以及该失效的后果;(b)确定能够消除或减少潜在失效发生机会的措施;(c)将全部过程形成文件。
2 范围:适用于公司用于零组件的所有新产品/过程的样品试制和批量生产。
适用于过程设计的风险性及后果的分析;适用于过程重复,周期性永不间断的改进分析。
3 术语和定义:1)PFMEA:指Process Failure Mode and Effects Analysis(过程失效模式及后果分析)的英文简称。
由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
2)失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
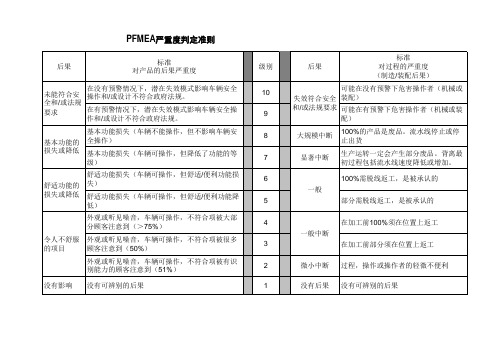
3)严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的PFMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
4)频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
5)探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
JACCQ/JL-GY-07
潜在失效模式及后果分析
(过程FMEA)
产品名称及型号:NWSL-W主减速器总成
核心小组:刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
批准/日期:
合肥车桥有限责任公司
编制说明
进货检验及储存的FMEA见“各系列后桥总成装配进货检验FMEA”。
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 1 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 2 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间
编制者: 任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 3 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 4 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间
编制者: 任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 5 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间
编制者: 任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 6 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 7 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 8 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 9 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 10 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 11 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15(修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 12 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 13 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 15 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的)2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 16 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
潜在失效模式及后果分析
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 17 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 18 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 19 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 20 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15(修订)
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 21 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 22 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全
JACCQ/JL-GY-07 (过程FMEA ) FMEA 编号 2402000-NWSL-W 共 23 页 第 23 页 项目: NWSL-W 主减速器总成 过程责任 工艺部/装配一车间 编制者:
任传扬
车型年度/程序: 关键日期 FMEA 日期(原始的) 2011.1.15 (修订) 核心小组 刘艳平、任传扬、赵忠玉、何钦章、马贺民、付海全。