左支座机械加工工艺过程卡
- 格式:doc
- 大小:107.50 KB
- 文档页数:2


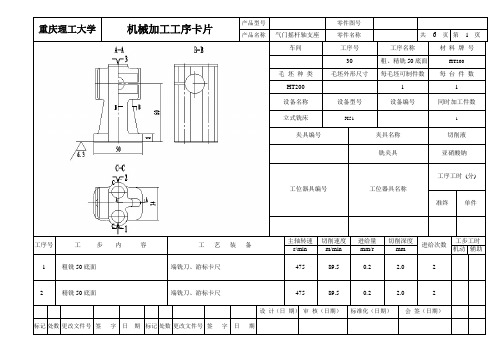

湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.0182 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.317 0.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.0184 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.0125 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.054设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 14 粗车右端面CA6140200 11.5 0.66 2 1 0.72 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140 500 105.98 0.45 0.75 1 0.12 0.0184 半精车左端φ60圆柱面CA6140 560 109.9 0.45 0.75 1 0.095 0.0145 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 车Φ50内孔CA61403 车Φ80内孔留0.5mm的余量CA6140 200 49.93 0.35 3 0.26 0.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 铰Φ80的内孔Z30255601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻大头端面法兰盘10-φ20孔Z37409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8Z550194536.70.123 1 0.110.023 铰孔2—Φ8Z550850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 1 0.426 0.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
四川交通职业技术学院毕业设计(论文)班级:机制10-2姓名:彭廷林学号:20103402指导老师:颜伟2012.12.9四川交通职业技术学院《机械制造技术》课程设计题目:左支座的机械加工工艺规程及工艺装备设计内容:(1)毛坯图(2)机械加工工艺规程卡片(3)夹具装配总图(4)夹具零件图(5)夹具体图(6)课程设计说明书目录四川交通职业技术学院 (1)一、摘要 (4)二、绪论 (4)2.1设计目的 (4)2.2设计任务 (5)三、车床左支座零件的分析及毛坯的确定 (6)3.1车床左支座的作用和工艺分析 (6)3.1.1零件的作用 (6)3.1.2零件的工艺分析 (7)3.2确定毛坯、画毛坯图 (7)四、左支座的加工工艺设计 (9)4.1工艺规程设计 (9)4.1.1定位基准的选择 (9)4.1.2制订工艺路线 (10)4.1.3选择加工设备及刀、夹、量具 (14)4.2加工工序设计 (15)五、夹具设计 (25)5.1选择定位方案 (25)5.1.1选择定位方案,确定要限制的自由度 (25)5.2夹紧方案 (26)根据工件夹紧的原则,如图所示,用移动式压板将工件压在支撑钻台上 (26)5.3对刀方案 (27)5.4夹具体与定位键 (27)5.5夹具总图上的尺寸,公差和技术要求 (27)六、参考文献 (29)七、机械加工工艺过程卡和机械加工工序卡 (29)心得体会 (36)一、摘要在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间二、绪论2.1设计目的课程设计是高等院校学生在学完了大学所有科目,进行了生产实习之后的一项重要的实践性教学环节。
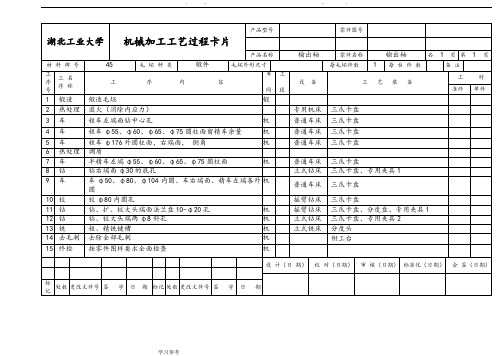
湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.01 82 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.3170.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.01 84 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.01 25 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.05 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140500 105.98 0.45 0.75 1 0.12 0.01 84 半精车左端φ60圆柱面CA6140 0.090.015 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹3 车Φ80内孔留0.5mm的余量CA6140 20049.93 0.35 3 0.260.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min1 装夹2 铰Φ80的内孔Z3025 5601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助2 钻大头端面法兰盘10-φ20孔Z37 409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8 Z550 194536.70.123 1 0.11 0.023 铰孔2—Φ8 Z550 850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 10.4260.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
机械制造工艺学课程设计说明书题目:设计左支座的机械加工工艺规程内容:(1)零件——毛坯图(2)夹具零件图(3)夹具装配图(4)课程设计说明书班级:07BA学生:程卓指导老师:张国利时间:2010-6-28零件图1 车床左支座的作用和工艺分析(一)、零件的作用车床上的一左支座,它用螺钉通过4-Φ13mm孔连接于机架上,该零件纵横两方向上5 mm的槽使80mm 耳孔部分有一定弹性,利用一端带M20螺纹(穿过于Φ20mm孔)一端于Φ25H7配合的杆件通过旋紧,便装在Φ80H9孔内的心轴定位并夹牢。
(二)、零件的工艺分析左支座共有两组加工表面,它们互相之间有一定的位置要求,现分别叙述如下:一、以Φ80H9mm内孔为中心的加工表面:这一组加工表面包括: Φ80H9mm孔的大端面以及大端的内圆倒角,四个Φ13mm的底座通孔和四个Φ20的沉头螺栓孔,以及两个Φ10的锥销孔,螺纹M8-H7的底孔以及尺寸为5mm的纵槽,主要加工表面为Φ80H9mm,其中Φ80H9mm的大端端面对Φ80H9mm孔的轴心线有垂直度要求为:0.03mm.二、以Φ25H7mm的孔加工中心的表面:这一组加工表面包括Φ21mm的通孔和Φ38的沉头螺栓孔以及Φ43的沉头孔,螺纹M10-7H的底孔以及尺寸为5mm的横槽,主要加工表面为Φ25H7mm。
由上述分析可知,对于以上两组加工表面,可以先加工其中一组,然后再借助于专用夹具加工另一组加工表面,并且保证其位置精度。
(三)、确定毛坯、画毛坯图根据毛坯零件材料确定毛坯为铸件,又零件生产类型为批量生产,毛坯的铸造方法选用砂型手工造型,此外消除残余应力,铸造后应安排人工时效。
参考文献该种铸件的尺寸公差等级为8~10级,故去尺寸公差等级取8级。
(1)查看毛胚余量;其中零件长度100mm(2)零件内孔为Φ80 H9mm查灰铸铁机械加工余量表(3)零件的顶面和底面的加工余量分别为2.5mm 2mm。
零件内孔机械加工余量为2mm(4)工序余量;查表得平面加工余量半精加工余量1.5mm(5)粗加工余量3mm查表得内孔的半精加工余量0.1mm精加工余量1.5mm。
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。