十八辊轧机的主要机型
- 格式:doc
- 大小:302.50 KB
- 文档页数:4
一种十八辊轧机结构十八辊轧机,也称为十八辊式轧机,是一种经过改进的现代轧机。
它采用了更新颖的技术和机械结构,既可实现深度加工,又能得到更质量高的钢材加工。
本文将就其工作原理和机械结构进行详细介绍。
(一)十八辊轧机的工作原理十八辊轧机的工作原理非常简单,它是运用一个主要的轧制装置中心轴驱动的转动,使十八辊轧制装置受到挤压作用,从而实现厚度的精细调整,达到所需的轧制要求。
具体的工作原理如下:首先,十八辊轧机会将原材料放入其中,然后采用中心轴驱动的转动,使十八辊轧制装置受到挤压,实现厚度精细调整,实现轧制加工。
让钢材受到一定的热处理,使其有良好的抗锈能力,然后进行冷却,最后就可以生产出高质量的钢材了。
(二)十八辊轧机的机械结构十八辊轧机由滚筒、支架、中心轴、落料口、压辊等部件组成。
滚筒用于承受钢材的轧制力,其上设有多个压辊,可以调节厚度和尺寸。
支架用于支撑滚筒,以及滚筒与落料口之间的连接,中心轴与滚筒内部安装,用于驱动滚筒转动。
落料口用于将处理过的钢材放入容器中进行冷却,压辊是用来实现压缩的,是滚筒上的主要压缩动力,能够实现厚度的调整和深度的加工。
(三)十八辊轧机的优点十八辊轧机具有多项优点:1、能够完成深度加工:十八辊轧机通过中心轴驱动,能够实现比传统轧机更深的加工,能够获得更高的质量钢材。
2、节省生产时间:十八辊轧机的工作效率很高,能够有效的节省生产时间,大大提高了工作效率。
3、节约能源:十八辊轧机能够完成超高效的轧制加工,节省了能源消费,提升了工厂的能源利用率,减少了环境污染。
综上所述,十八辊轧机具有多项优点,其作为一种现代化的轧制机械,在工业轧制中发挥了重要作用。
(四)结论十八辊轧机是一种先进的机械,能够实现更高质量的钢材加工,提高工作效率,节省能源消费,保护环境,近年来得到了越来越多的应用,在工业轧制中发挥着重要作用。
该设备的结构合理紧凑,操作方便,安全可靠,是工业轧制行业不可缺少的重要设备,将来必将在工业轧制行业得到进一步发展和应用。
十八辊轧机的主要机型十八辊轧机是轧制超薄宽带钢和不锈钢的一种先进机型。
它与四辊、六辊轧机相比,具有以下特点:辊径更小,工作辊之间与辊面宽度比值可达1:10,轧制时变形区域小,轧制力小,适合于轧制难变形的材料以及薄带钢;其单轧程压下率高,可以减少退火次数,降低能耗。
它与二十辊轧机相比,不存在开口度小穿带困难等问题,压下动作响应速度快,厚控精度较高。
另外,从经济性考虑,十八辊轧机不论从设备重量,还是设备加工难易程度方面都具有较大的优势。
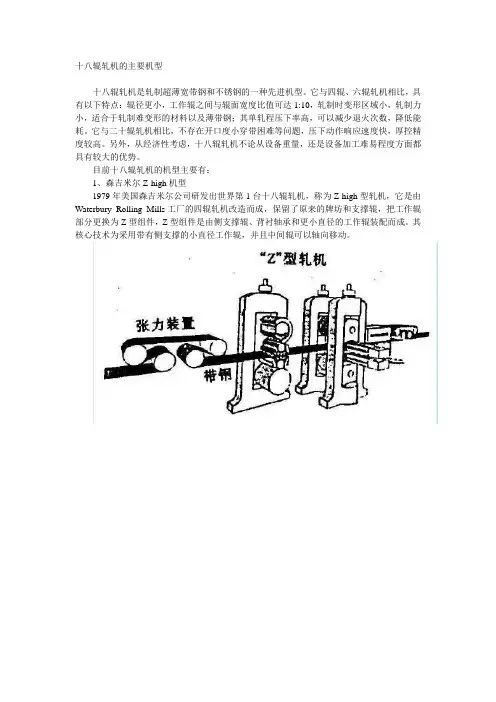
目前十八辊轧机的机型主要有:1、森吉米尔Z-high机型1979年美国森吉米尔公司研发出世界第1台十八辊轧机,称为Z-high型轧机,它是由Waterbury Rolling Mills工厂的四辊轧机改造而成,保留了原来的牌坊和支撑辊,把工作辊部分更换为Z型组件,Z型组件是由侧支撑辊、背衬轴承和更小直径的工作辊装配而成。
其核心技术为采用带有侧支撑的小直径工作辊,并且中间辊可以轴向移动。
2、安德里兹森德维克S6机型2001年,安德里兹集团德维克森德维克公司推出了首套S6冷轧机,其结构特点为4个支撑组件固定在轧机牌坊之间,通过液压缸实现压下和返回过程。
该机型的工作辊的使用范围比Z-high机型大,用于碳钢生产的粗轧、中轧和精轧等,产品厚度为6.5----0.1mm。
同时,该机型可用于生产磷青铜、钼合金、钛镍合金及不锈钢带。
目前,中国宝钢不锈钢和太钢不锈钢公司均引进了S6轧机。
3、奥钢联POWER X-HI机型西门子奥钢联公司的POWER X-HI轧机,机型侧支撑辊组件上端通过液压缸缸杆上的耳环、销轴固定在机架上,组件可以绕销轴转动,工作时下端被液压缸推动的弧面顶板压靠直至侧支撑辊紧靠住工作辊。
2010年,宝钢德盛引进西门子奥钢联公司的全连续直接轧制退火酸洗生产线,用于生产不锈钢冷轧产品。
4、中国HCS机型中国对十八辊轧机的研究起步较早,但长期以来一直局限于小型设备及实验性质阶段,没有大规模应用于工业生产,直到2011年,中国重型机械研究院研发了1250mmHCS十八辊轧机架可逆冷轧机组投入生产,该轧机具有机械式中间辊轴向横移、正负弯辊等板形控制手段。

轧钢基础知识采用1、什么叫薄板?什么叫中板?什么叫厚板?答:薄板;普通碳素结构钢板厚度:0.5-2.0mm 、热轧硅钢板厚度:0.5mm中厚钢板:厚度大于4mm的钢板属于中厚钢板。
其中,厚度4.5-25.0mm的钢板称为中厚板,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。
2、中厚板主要用途有哪些?答:建筑工程、机械制造、容器制造、造船、桥梁等。
普通中厚板用途:广泛用来制造各种容器、炉壳、炉板、桥梁及汽车静钢钢板、低合金钢钢板、桥梁用钢板、造般钢板、锅炉钢板、压力容器钢板、花纹钢板、汽车大梁钢板、拖拉机某些零件及焊接构件。
桥梁用钢板用于大型铁路桥梁。
要求承受动载荷、冲击、震动、耐蚀等。
造船钢板:用于制造海洋及内河船舶船体。
要求强度高、塑性、韧性、冷弯性能、焊接性能、耐蚀性能都好。
锅炉钢板:用于制造各种锅炉及重要附件,由于锅炉钢板处于中温(350°C以下)高压状态下工作,除承受较高压力外,还受到冲击,疲劳载荷及水和气腐蚀,要求保证一定强度,还要有良好的焊接及冷弯性能。
压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器或其它类似设备,一般工作压力在常压到320kg/cm2甚至到630kg/cm2,温度在-20-450°C范围内工作,要求容器钢板除具有一定强度和良好塑性和韧性外,还必须有较好冷弯和焊接性能。
汽车大梁钢,用于制造汽车大梁(纵梁、横梁)用厚度为2.5-12.0mm的低合金热轧钢板。
由汽车大梁形状复杂,除要求较高强度和冷弯性能外,要求冲压性能好。
3、什么是热轧?什么是冷轧?答:把钢材加热后控制在再结晶温度以上进行轧制加工的工艺称为热轧。
而在再结晶温度以下,包括常温下进行扎制加工的工艺称为冷轧。
钢材热轧具有良好的塑性,容易成型,成型后钢材没有内应力,便于下面工序加工。
如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的钢材都是热轧钢材。
一种十八辊轧机结构十八辊轧机是用于金属工艺加工的主要设备,它的结构直接决定了该设备的运行效率和加工质量。
因此,了解十八辊轧机的结构特点和工作原理对于制定轧制参数、改善设备的性能和提高产品质量有重要意义。
1、十八辊轧机结构十八辊轧机由底座、主轴、辊芯、连杆等部件组成,易于拆卸和维护,结构非常复杂。
(1)底座:底座是整台轧机的基础,主要由铸铁和铸钢制成,并进行振动实验、抗震实验、强度检测等,以确保其强度、刚度以及耐磨性。
(2)主轴:主轴是轧机的中心部件,它由高强度和高精度的轴套组成,是操作轴承的支撑,其表面硬度较高,耐磨性能良好。
(3)辊芯:辊芯是轧机的主要部件,其核心部件由高强度钢制成,此外,还覆有一层耐磨垫,可以有效的增加轧制物的耐磨性。
(4)连杆:连杆是辊芯的连接件,由高强度钢制成,可以有效地抵抗转轴的高速运动,以及轧机内部产生的摩擦力。
2、十八辊轧机运行原理十八辊轧机的运行原理是:主轴将辊芯传递到支承座,使轧压辊芯可以在轧压装置上工作。
在这种情况下,轧压物料经过轧制装置后,可以在定宽及指定尺寸内形成细小、均匀的轧制片。
十八辊轧机在工作时,首先,开动主轴,使辊芯启动运动,并在轧压装置上完成轧制;其次,调节物料的间距,控制轧压辊芯的力度和速度;最后,由支承座将轧压物料经过轧制装置轧平。
在轧制时,要注意控制辊间的压力,以保证轧制质量。
此外,可以采取适当的控制措施,改善轧制设备的性能,提高工作效率,避免设备故障。
3、十八辊轧机的优点十八辊轧机的主要优点有:(1)轧制质量可靠:十八辊轧机在轧制时,辊芯的结构特性和辊间的力度均能达到更优的轧制质量,有效的提高了产品的品质。
(2)效率高:采用十八辊轧机轧制时,辊间的力度可以很好的控制,使得轧制速度得到很大的提高,比单辊轧机提高效率更大。
(3)安全可靠:采用十八辊轧机进行轧制时,物料可以安全、平稳的进行轧制,这可以有效避免因轧制过程中出现危险而导致的事故。
以上就是十八辊轧机的结构特点和运行原理,以及其有利的质量提升和效率提高的优点。
1多辊轧机冷轧技术概述冷轧钢带的轧制最初是在二辊、四辊轧机上进行的。
随着科学技术和工业的发展,需要更薄的带材,原有的四辊轧机已经不能满足这一要求,因为四辊轧机的轧辊直径比较大,轧制时轧辊本身产生的弹性压扁值往往比所要轧制的带材厚度还要大。
轧辊的弹性压扁,在单位压力相同时,与轧辊直径成正比。
当轧辊材质一定时,要减小轧辊的弹性压扁值,就必须缩小辊径;而轧辊辊径的减小,相应又会出现轧辊刚度不够的问题。
为了解决这一对矛盾,便出现了既具有小的轧辊直径,同时又具有良好刚度的塔形支撑辊系的新型结构轧机——多辊轧机。
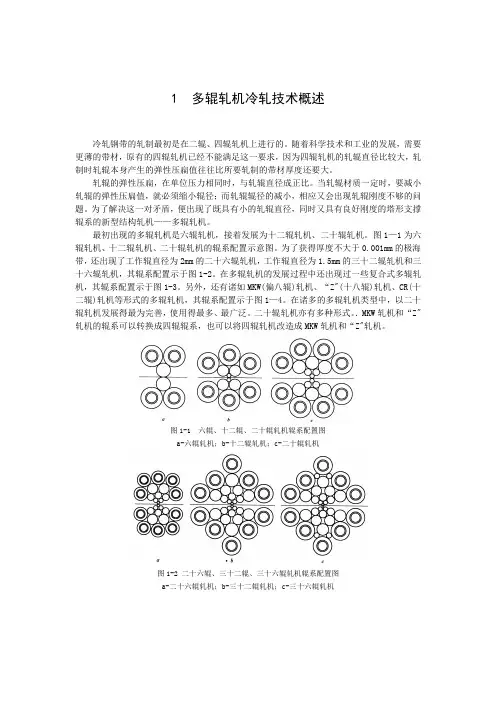
最初出现的多辊轧机是六辊轧机,接着发展为十二辊轧机、二十辊轧机。
图1—1为六辊轧机、十二辊轧机、二十辊轧机的辊系配置示意图。
为了获得厚度不大于0.001mm的极海带,还出现了工作辊直径为2mm的二十六辊轧机,工作辊直径为1.5mm的三十二辊轧机和三十六辊轧机,其辊系配置示于图1-2。
在多辊轧机的发展过程中还出现过一些复合式多辊轧机,其辊系配置示于图1-3。
另外,还有诸如MKW(偏八辊)轧机、“Z"(十八辊)轧机、CR(十二辊)轧机等形式的多辊轧机,其辊系配置示于图1—4。
在诸多的多辊轧机类型中,以二十辊轧机发展得最为完善,使用得最多、最广泛。
二十辊轧机亦有多种形式。
.MKW轧机和“Z"轧机的辊系可以转换成四辊辊系,也可以将四辊轧机改造成MKW轧机和“Z"轧机。
图1-1 六辊、十二辊、二十辊轧机辊系配置图a-六辊轧机;b-十二辊轧机;c-二十辊轧机图1-2 二十六辊、三十二辊、三十六辊轧机辊系配置图a-二十六辊轧机;b-三十二辊轧机;c-三十六辊轧机图1-3复合式多辊轧机辊系配置图a-八辊轧机;b-十二辊轧机;c-九辊轧机b-图1-4 偏八辊、“Z”、CR轧机辊系配置图a-MKW轧机(偏八辊轧机);b-双偏八辊轧机(十六辊轧机);c-“Z"轧机(十八辊轧机);d-CR轧机(十二辊轧机)图1-5 三十辊轧机辊系配置图20世纪80年代初我国自行研制成功了三十辊轧机。
一种十八辊轧机结构
十八辊轧机是一种常见的金属加工设备,用于对金属材料进行加工和成形。
其结构大致可以分为以下几部分:
1.机架:支撑整个轧机的主要结构,通常由钢板焊接而成,具有较强的强度和稳定性。
2.传动装置:通过齿轮传递动力,驱动轧机的主轴和辊子运转。
传动装置通常由电机、减速器、联轴器、主轴轴承等组成。
3.辊子:轧机的核心部件,具有不同的形状和尺寸。
可以分为工作辊和支承辊两种类型,其中工作辊通过与材料接触,将其挤压成形。
4.控制系统:通过电路控制辊子的转动和压力大小,实现对加工过程的精确控制。
通常包括PLC、传感器、压力传感器等设备。
5.润滑系统:由于辊子高速旋转,需要在工作过程中对其进行润滑,以减小磨损和摩擦力。
润滑系统通常由油泵、油箱、管道等设备组成。
6.保护罩:为了保护操作人员和机器设备,轧机通常设有防护罩,防止辊子和材料碰撞造成危险。
我国厚板轧机发展概要进入21世纪以来,随着造船业和各种制造业的迅速发展,工业建设、城市公共建筑、公路及铁路建设、油气输送管线建设等促使中厚钢板需要量急剧增长,推动钢铁企业从2000年前后开始掀起对原有老的中厚板轧机的升级改造,更以跃进的步伐大规模地进行现代化中厚及宽厚板轧机的建设,使我国厚板轧机的数量、产品品种和产品规格大幅度增长,生产能力和产品质量显著提高。
本文是作者在从事钢铁企业设计工作中经过长期收集和积累,将我国的厚板轧机进行统计整理,并列举出代表性现代化厚板轧机主要参数实例,简要说明现代化厚板轧机的设计要点,供有关方面和专业人员参考。
1 2000年以前我国的厚板轧机建国以来到2000年前后我国厚板轧机发展比较缓慢,这一时期我国共计拥有25套中厚板轧机,其原设计能力为1600万t/a左右。
鞍钢1958年投产的半连续轧板厂和武钢1968年投产的轧板厂的2800/2800mm厚板轧机,这两套厚板轧机均为原苏联设计和制造,是当时我国最大和比较完善的中厚板生产设备,设计产品规格为(4~50)×1000~2500×(4000~18000)mm。
50、60年代大炼钢铁时期和其后,我国自行设计制造了一大批2300~2800mm中厚板轧机并建于各省骨干钢铁企业中。
舞阳钢铁公司1978年建成投产一套4200mm特厚板轧机,完全由国内自力更生进行设计和制造建设的。
90年代初期上海浦钢、鞍钢、邯钢、首钢(秦皇岛厂)引进的4200、4300、3000、3450mm四套厚板轧机及生产线的二手设备,国内做必要改造并补齐相应配套设施而较快地建成投产。
我国到2000年前后已有的25套中厚板轧机按辊身长度划分情况如下:6套辊身长度3450 ~4300mm轧机;5套辊身长度2800~3000mm轧机;14套辊身长度2300~2500mm轧机。
从以上轧机分析,有14套轧机的辊身长度为2300~2500mm,从而在半个世纪以来我国所生产的宽度2000mm及以下中厚钢板占据了市场的主导地位,钢板厚度主要是5(6)~25mm。
技术合同订造1030×1450八辊可逆冷轧机需方(甲方):供方(乙方):2010年7月1450偏八辊轧机技术附件说明1. 产品规范1.1. 坯料规格:经过酸洗(可切边或不切边)后的热轧钢卷1.1.1. 材料:不锈钢、普碳钢、低合金钢代表钢号:SUS201、SUS304、Q235、Q3451.1.2. 材料性能:σb=300~620N/mm σs=205~360N/mm²1.1.3. 厚度:1.8~3mm1.1.4. 宽度:800~1300mm1.1.5. 钢卷内径:Ø508mm1.1.6. 卷材外径:Ø900~Ø2100mm1.1.7. 最大卷重:25t1.2. 成品:1.2.1. 厚度:0.20~1.6mm1.2.2. 宽度:800~1300mm1.2.3. 卷材内径:Ø508mm1.2.4. 卷材外径:Ø900~Ø2100mm1.2.5. 最大卷重:25t2 .机组主要技术参数:(轧制方向-----从左至右)2.1 最大轧制压力: 16000kN2.2 最大轧制速度: 180m/min2.3 穿带速度: 30m/min2.4 最大卷取速度: 180m/min2.5 卷取张力:100~400kN2.6卷取机卷筒直径:(实心):φ610mm2.7 工作辊尺寸:φ160×1450mm2.8 中间辊尺寸:φ145×1400mm2.9 侧支承辊:φ260×1400mm2.10支承辊尺寸:φ1030×1400mm2.11压下装置:AGC液压压下2.12设备总功率:4500KW2.13总占地面积:22m×23m2.14简单工艺流程:原料→上卷鞍座→去捆带→上卷小车→开卷机→引料导板→压辊→转向辊→五辊直头机→引料导板→转向辊→压辊→去污张力压板→测厚仪→对中侧导辊→擦拭辊→隔水辊→机架内去污张力压板→主轧机→隔水辊→擦拭辊→对中侧导辊→测厚仪→去污张力压板→压辊→转向辊→引料导板→卷取机→天车吊运存放。
江苏鹏飞辊压机PFG180-120主要技术参数一、技术参数1、设备名称 PFG180-120型辊压机2、用途用于粉碎水泥熟料3、数量 1台4、物料名称水泥熟料等5、综合水份≤1~1.5%6、入料粒度≤80mm占5%,≤50mm占95%7、出料粒度<2mm,占60%以上,<0.09mm,占20%8、生产能力平均 650~800 t/h最大 800 t/h9、工作制度连续10、供电方式电压 10000V电机型号 YRKK630-611、布置方式室内12、需要功率 2×1250 kW13、辊子直径 1800mm14、辊子宽度 1200mm15、辊子转速 18.5 r/min16、设备重量~235.0 t17、生产厂家江苏鹏飞集团股份有限公司二、供货范围及主要零部件规格供货范围:1、主机:包括轴系机架、进料装置、扭拒支撑、液压系统、润滑系统;2、主传动部分:包括电机、减速机、联轴节、底座;3、其它;包括电机启动柜、辊压机控制柜、地脚螺栓、冷却装置、耐磨补焊焊条10kg、随机专用工具等。
详细供货范围以江苏鹏飞集团提供的总图(图号)及分总图为准,每台主要包括:1)主机架2)主轴3)轴承座4)主轴承5)减速机6)主电机7)万向节传动轴8)电机底座9)液压系统10)地脚螺栓11)自动干油润滑系统(含电动充填泵)三、供方提供的技术资料及时间1、辊压机总装图 2套2、辊压机使用说明书 1套3、装箱单 1套4、以上资料中,第1项在合同签定后一周内提供买方一式两份,其余随产品发货时提供买方。
江苏鹏飞集团股份有限公司。
1250mm 十八辊单机架可逆冷轧机的设计及应用苏明1,尤磊1,黄煜1(中国重型机械研究院,陕西西安710032)摘要:介绍了十八辊轧机的特点,用于冷轧碳钢,特别是合金钢,不锈钢等薄板带产品,并详述了中国重型研究院有限公司自主研发和成套的国内首套的1250mm 十八辊单机架可逆式冷轧机组的设备组成,采用的新技术,主要技术参数及装机水平。
关键词:冷轧单机架十八辊新技术Design and Application of 125250mm 0mm 1818-High -High Single Single-stand-stand Reversing Cold Mill Su Ming 1,You Lei 1,Huang Yu 1(China Heavy Machinery Research Institute ,Xi’an 710032,China )ABSTRACT This paper introduces the specialty of the 18-high single-stand reversing cold mill ,it is used for producing carbon steel ,specially alloy steel,sheet and strip.It discourses on the composition and the new technological parameters and installation level of the 1250mm 18-High Single-stand Reversing Cold Mill developed by China heavy machinery research institute 。
KEWWORDS Cold-reduced Single-stand 18-high mill New technology1前言近年来国内外市场对冷轧板带需求日益增长,国内冷轧板的成品厚度大多在0.1mm 以上,对于0.1mm 及以下的极薄带材来说,普通的六辊轧机,无论是单机架,还是连轧,轧制起来都比较困难。
一种十八辊轧机结构一种十八辊轧机结构是一种由十八辊轧制机构组成的特殊机构,用于对金属材料进行轧制处理,以获得特定尺寸、形状和性质的钢材。
它是现代轧制加工技术中的一种重要机构,已经在实际生产中得到广泛的应用。
十八辊轧机结构的基本结构有四个主要的部分:滚轮、支架、橡胶压力缸和支架。
滚轮部分由十八轴承和导轨组成,滚轮可旋转,用来传递动力,并带动其他部件运动;支架用于固定整个机器结构,其上安装有轧制压力缸和轧制夹具,其用途是提供轧制车辙工作条件;橡胶压力缸用于产生轧制压力,支持动力传递端的驱动轴,以驱动滚轮转动。
十八辊轧机的特点是其精度高、处理效率高,可实现多维轧制,并且有较高的可靠性。
在使用过程中,可根据钢材的不同物理性能、结构特点以及轧制要求,调整不同的工作参数,从而实现轧制的最佳效果。
由于十八辊轧机的技术性能和可靠性,已经成为现代钢铁加工车间必备设备之一,在钢铁加工厂和其他行业中得到了广泛应用。
它主要用于加工碳素钢、不锈钢、铝合金和其它材料,可大量生产各种钢材产品,如轨道、轴承座、脊梁等。
此外,十八辊轧机可以用于制造铁路轨道、建筑用钢筋、汽车车轴等重型钢材,也可以用于制造薄板钢、圆棒钢等薄薄板。
十八辊轧机的优点包括机械结构稳定、精度高、节能环保等。
它的精度一般在±0.1mm以内,处理效率可达500~1000pcs/h,满足了大容量轧制产品的需求;另外,集聚式轧制结构可有效减小轧制节拍,并在大量轧制时可以提高效率,减少能耗,真正做到节能环保。
尽管十八辊轧机具有优异的性能,但仍然存在一定的薄弱环节,如主要由人工进行操作,操作效率低;另外,轧机的维护费用也较大,因此,需要不断改进和完善十八辊轧机的设计,以提高其可靠性和加工效率。
从上面可以看出,十八辊轧机结构由四个主要部分组成:滚轮、支架、橡胶压力缸和支架,具有高精度、高效率和节能环保等特点,已成为现代钢铁加工车间的必备设备,在钢铁加工厂和其他行业中得到了广泛应用。
CFHI TECHNOLOGY中国的不锈钢生产规模在近十几年得到快速发展,不锈钢粗钢产量从2000年的173万t 上升至2019年的3185.1万t ,19年间共增加3012.1万t ;不锈钢表观消费量从2000年的60万t 上升至2019年的2804.9万t ,19年间共增加了2744.9万t ,一直保持了高速增长的势头。
其中不锈钢板带约占总量的70%左右(见图1)。
随着不锈钢产量的大幅增加,冷轧产品规格的薄化,相应的不锈钢冷轧生产工艺装备也随着向大型化、专业化、高效化方向发展。
1传统不锈钢冷轧工艺过程1.1传统不锈钢冷轧工艺流程传统不锈钢冷轧工艺流程:热轧黑卷→热线退火酸洗→单机架多辊轧机可逆轧制(以廿辊为代表,还包括十二辊、偏八辊等)→冷线退火酸洗→平整→拉矫→剪切→包装。
1.2传统工艺及装备的特点(1)单卷卷重小,一般情况均在10t 左右。
1.一重集团大连工程技术有限公司高级工程师,辽宁大连116600不锈钢冷轧装备的发展趋势分析董伟明1,孟文华1摘要:介绍大型与集成化的不锈钢热、冷连轧的主要形式及机型,高集成度冷连轧退火酸洗精整机组,以及高速度冷线的最新发展。
关键词:不锈钢;冷轧;装备集成中图分类号:TG333文献标识码:B 文章编号:1673-3355(2021)01-0001-04Trending of Stainless Steel Cold Rolling Equipment Dong Weiming,Meng WenhuaAbstract:The paper studies the main types of hot and cold mills and the highly integrated annealing &pickling lines used for large integrated production of stainless steel and the treading of high -speed annealing &pickling line for cold rolled strips.Key words:stainless steel;cold rolling;equipment integration10.3969/j.issn.1673-3355.2021.01.001图1中国不锈钢产量增长状况一重技术(2)装备产能低,热线产能在20~30万t ;单台轧机产能在10万t 以下;冷线产能在20万t 左右。
2023轧管机轧辊十大锻造厂家排名随着工业、国防科技的发展,特别是航空、汽车制造、原子能和空间技术的发展,各种精密薄壁高质量管材的需求量越来越多,质量的要求越来越好。
轧管机作为生产精密薄壁高质量管材的主要手段之一,主要是利用环孔形对荒管进行冷态轧制的工艺设备。
经过50多年的发展,我国已形成了LG型(两辊)和LD型(多辊)两大系列的冷轧管机产品,并广泛应用于我国金属管材加工行业。
轧管机具有较好的开坯性能,也能轧制普通精度的有色金属无缝管。
冷轧管机最大特点为材料利用率高,管材组织晶粒细密,机械性能和物理性能均较优越,且精度及表面粗糙度都优于冷拔管。
采用冷轧法生产管材可大量减少中间工序,如:热处理、酸洗、打头、矫直等,减少了金属材料、燃料、电能和其它辅助材料及人力的消耗。
用冷轧方法可生产薄壁、极薄壁和内、外表面无划痕的优质管材,也可有效地轧制高合金、塑性差的各种钢管和有色金属管材。
机架是承受轧制力的主要部件,在机架中装有轧辊轴、轧辊环、轴承座、同步齿轮和压下调整装置。
然而在日常生产中毛管的温度多凭目测,其误差较大,很易造成轧“黑钢”,在通常情况下,为防止轧制工具高温变形和减少磨损,是采用喷水冷却轧辊辊面,但在操作中若冷却水不能正常喷酒时,就容易造成轧辊骤冷骤热,引起轧辊银裂。
为此,永鑫生重工会采用离心铸造的方法铸造辊套坏。
离心铸造是将液体金属注入高速旋转的铸型内,使金属液主要在离心力的作用下充满铸型,形成铸件。
在铸铁辊套铸造成型后,存在铸造应力。
通常消除应力的方法有二。
一是人工时效处理,即进行去应力退火,将铸件缓慢加热到约600℃(以500~550℃为宜),保温一段时间,待应力消除后,再缓慢冷却。
二是自然时效处理,即将铸件露天摆放几个月甚至更长时间.使其中的应力缓慢消失。
山西永鑫生重工股份有限公司有着三十年精工锻造经验,专注生产各种辊轴、工作辊、中间辊、支撑辊、冷轧辊、滚轴等大型锻件。
长期与电力、冶金、矿山、海工、船舶、起重机、工程机械、压力容器等国内外企业合作,感兴趣的朋友可以去官网联系咨询。
十八辊轧机的主要机型
十八辊轧机是轧制超薄宽带钢和不锈钢的一种先进机型。
它与四辊、六辊轧机相比,具有以下特点:辊径更小,工作辊之间与辊面宽度比值可达1:10,轧制时变形区域小,轧制力小,适合于轧制难变形的材料以及薄带钢;其单轧程压下率高,可以减少退火次数,降低能耗。
它与二十辊轧机相比,不存在开口度小穿带困难等问题,压下动作响应速度快,厚控精度较高。
另外,从经济性考虑,十八辊轧机不论从设备重量,还是设备加工难易程度方面都具有较大的优势。
目前十八辊轧机的机型主要有:
1、森吉米尔Z-high机型
1979年美国森吉米尔公司研发出世界第1台十八辊轧机,称为Z-high型轧机,它是由Waterbury Rolling Mills工厂的四辊轧机改造而成,保留了原来的牌坊和支撑辊,把工作辊部分更换为Z型组件,Z型组件是由侧支撑辊、背衬轴承和更小直径的工作辊装配而成。
其核心技术为采用带有侧支撑的小直径工作辊,并且中间辊可以轴向移动。
2、安德里兹森德维克S6机型
2001年,安德里兹集团德维克森德维克公司推出了首套S6冷轧机,其结构特点为4个支撑组件固定在轧机牌坊之间,通过液压缸实现压下和返回过程。
该机型的工作辊的使用范围比Z-high机型大,用于碳钢生产的粗轧、中轧和精轧等,产品厚度为6.5----0.1mm。
同时,该机型可用于生产磷青铜、钼合金、钛镍合金及不锈钢带。
目前,中国宝钢不锈钢和太钢不锈钢公司均引进了S6轧机。
3、奥钢联POWER X-HI机型
西门子奥钢联公司的POWER X-HI轧机,机型侧支撑辊组件上端通过液压缸缸杆上的耳环、销轴固定在机架上,组件可以绕销轴转动,工作时下端被液压缸推动的弧面顶板压靠直至侧支撑辊紧靠住工作辊。
2010年,宝钢德盛引进西门子奥钢联公司的全连续直接轧制退火酸洗生产线,用于生产不锈钢冷轧产品。
4、中国HCS机型
中国对十八辊轧机的研究起步较早,但长期以来一直局限于小型设备及实验性质阶段,没有大规模应用于工业生产,直到2011年,中国重型机械研究院研发了1250mmHCS十八辊轧机架可逆冷轧机组投入生产,该轧机具有机械式中间辊轴向横移、正负弯辊等板形控制手段。
采用全液压压下方式,并配有自动轧线调整装置。
这种轧机应用在河南鸽瑞复合材料有限公司。
经过不断的改进和完善,十八辊轧机技术已趋于成熟,这种轧机正逐步成为生产超薄宽幅带钢、不锈钢板带材的主力设备。
(来源:摘编自《轧钢》2014.2)
宝钢工程总包的首条不锈钢连铸机热试成功
日前,宝钢工程技术集团EPC总承包的福建鼎信镍业有限公司不锈钢板坯连铸机热试
成功,板坯质量达标,完全符合业主要求,得到业主认可。
本套新建连铸机年产板坯80至100万吨,配套于福建鼎信镍业炼钢连铸车间产线,不仅能够生产普通300系、普通400系以及马氏体不锈钢板坯,同时可生产超低碳特殊钢。
这是宝钢工程承接的第一条不锈钢板坯连铸机,也是宝钢造连铸机走向国内民营市场的第一单。
宝钢工程技术事业本部项目团队仅用十个月时间就完成了设计与供货,创造了业内同类工程的新纪录,为保证业主工期提供了强有力的支撑。
在项目中,宝钢工程的科研成果“结晶器液压振动技术”得以成功运用,将对生产高质量的板坯起到关键性作用;已获得实用新型专利的《基于液压同步马达控制的扇形段夹紧液压系统》技术运用,保证了扇形段整体夹紧与松开的同步。
(信息来源:宝钢新闻中心)
板形基本曲线的确定原则:
我们生产者期望的板形质量:平直或一定大小的浪形→转换成与板形仪检测结果含义相同、计算机能识别的张应力值(包括后续工序的要求)。
补偿或消除板形仪实测信号中的非板形信号:带材横向温度分布、测量辊的绕曲、卷取机轴线偏斜、带卷外廊凸度、带材边缘对最外侧测量区覆盖不完全、设备安装和磨损产生的位置偏差等造成的附加压力。