防止零件氧化脱碳的技巧方法A
- 格式:pdf
- 大小:48.95 KB
- 文档页数:1
防脱碳措施防脱碳措施碳是生命中不可或缺的元素,但过多的碳排放却是地球环境和人类健康的严重威胁。
随着全球工业化进程的不断加速,碳排放量也逐年增加,导致全球气温不断上升,气候变暖的影响日益显著。
为了保护地球环境,我们需要实施防脱碳措施。
一、降低能耗及加强能源管理能源使用是碳排放的主要原因。
如何减少能源的使用量,降低碳排放量,是防脱碳措施的重中之重。
为此,我们可以从以下几个方面入手:1. 提高能源利用效率:通过对能源使用的系统优化,以及改善能源使用设备的能效来减少能源消耗。
2. 提高技术水平:技术的进步和升级也是减少能源消耗和碳排放的方法之一。
3. 加强能源管理:通过制订专业的能源管理制度、从源头上控制碳排放;通过开展能源、碳排放量的监测、预测或评估、以及对碳管理的评价与审计等手段实现对碳排放的管控。
二、利用低碳能源石化燃料不仅对环境有害,而且资源消耗量也随之加大。
为此,我们需要利用低碳能源来代替传统的石化燃料。
如:采用风能、水能、太阳能等来代替石化燃料,不仅实现对环境的保护,而且还可以节省能源,提高能源利用效率。
三、促进绿色低碳生产和消费生产和消费是碳排量的另外两个主要来源。
为了降低碳排放,我们需要采取一系列绿色低碳的生产制度,同时大力发展绿色消费,包括:1. 鼓励企业减少废气、废水、固体废物等污染物的排放。
2. 优化生产过程:节能、降低排放,溶剂替代等科技手段,减少极小量有害物质的排放。
3. 优化消费:推荐绿色环保的产品,减少使用对环境和人体危害较大的产品,如垃圾分类、鼓励使用无公害、organic食品和清洁能源的使用等。
四、培育低碳文化低碳的理念已经成为时代的潮流,树立低碳思想和文化将大大减少碳排放。
因此,我们需要:1. 培养公民意识,让广大市民认识到低碳的重要性,并参与到低碳行动中来。
2. 推广低碳文化,提高大众的环保意识,参与环保公益活动,提高节能减排的行动力。
总之,“绿水青山就是金山银山”,保护环境应该成为全社会的共识和行动。

防止铁板氧化的措施摘要在制造和使用过程中,铁板容易因氧化而出现锈蚀。
因此,采取适当的措施来防止铁板的氧化是非常重要的。
本文将介绍一些常见的防止铁板氧化的措施,包括表面处理、防护涂层、合适的存储方式等。
1. 表面处理1.1 酸洗酸洗是一种常见的表面处理方法,通过酸洗可以去除铁板表面的氧化物、氧化皮等杂质,使铁板表面清洁。
常用的酸洗方法包括盐酸酸洗、硫酸酸洗等。
1.2 喷砂喷砂是一种通过高压喷射磨料将铁板表面的氧化物、氧化皮、锈蚀等物质清除的方法,可以使铁板表面得到一定程度的粗糙度,有利于涂层的附着和保护。
1.3 电解抛光电解抛光是一种利用电解技术去除铁板表面的氧化物、氧化皮等杂质的方法。
通过电流作用,铁板表面的氧化物会被还原,从而达到清洁铁板表面的目的。
2. 防护涂层2.1 油漆涂层油漆涂层是一种常见的防止铁板氧化的方法。
在铁板表面涂上一层油漆,可以隔离空气和杂质对铁板的直接接触,防止氧化的发生。
常用的油漆涂层有油漆、环氧涂层、聚氨酯涂层等。
2.2 热浸镀层热浸镀层是一种通过在铁板表面镀上一层金属的方法来防止氧化的发生。
常用的热浸镀层有镀锌、镀铬等,这些金属可以形成一层保护膜,防止铁板被氧化。
2.3 涂层组合涂层组合是一种将不同性质的涂层结合起来使用的方法,可以提供更好的防护效果。
常见的涂层组合有底漆+面漆、底漆+中间涂层+面漆等,根据具体的需要选择合适的涂层组合来防止铁板氧化。
3. 合适的存储方式在铁板制造和使用过程中,正确的存储方式也是防止铁板氧化的重要措施之一。
### 3.1 干燥存放铁板应存放在干燥的环境中,避免受潮。
潮湿的环境会加速铁板的氧化,因此需要保持存放环境的干燥。
3.2 避免与有害气体接触铁板存放时应避免与有害气体接触,特别是含有酸性气体的环境。
酸性气体容易引起铁板的腐蚀和氧化,因此需要将铁板存放在没有有害气体的地方。
3.3 定期检查和保养定期检查和保养铁板也是防止铁板氧化的重要措施之一。
箱式炉简单的防止工件氧化与脱碳的方法箱式炉是一种广泛应用于工业生产中的炉具,用于加热和处理工件。
在箱式炉的使用过程中,有一些问题需要注意,比如工件的氧化和脱碳问题。
本文将介绍一些简单的方法来防止这些问题的发生。
工件氧化问题氧化是一种常见的问题,特别是在高温下。
如果工件受到氧化,表面会霉变、生锈,甚至腐蚀性增强。
有效地避免工件氧化可以提高加工质量,减少工程成本,延长设备使用寿命。
清洁工件表面保持工件表面清洁是避免氧化问题的第一步。
在加工之前,应该使用相应的清洗方法清洗工件表面,以去除表面的污垢和油脂等物质。
在加工过程中,应注意清洁和保持工件表面干燥。
使用气体保护技术使用气体保护技术可以有效地避免工件氧化问题。
这种技术可以在加工过程中利用惰性气体,如氮气、氩气等,包裹工件表面,防止气氛中氧气与工件反应。
这种技术可以有效地防止氧化问题的发生。
覆盖保护覆盖保护是另一种简单的防止工件氧化问题的方法。
在加工过程中,可以用一些适当的保护剂覆盖工件表面,起到隔绝空气的作用,从而降低氧化的可能性。
常见的保护剂包括硅油、矾酸铵等。
工件脱碳问题脱碳现象是指工件表面的碳元素被氧化物还原成碳氧化物,从而导致表面丧失了强度和硬度。
脱碳现象会直接影响工件的性能,从而影响其使用寿命。
选择合适的工件材料选择合适的工件材料是避免脱碳问题的基础。
钢是一种常见的材料,其碳含量越高,其脱碳现象也会越严重。
因此,在选择钢材时,应尽量选择低碳钢或钢种不易脱碳的材料,以减少脱碳问题的发生。
控制加热速度加热速度是影响工件脱碳的关键因素之一。
如果加热速度过快,可能会引起工件表面的超温现象,从而造成脱碳问题。
因此,在使用箱式炉时,应该注意控制加热速度,适度降低加热速率,避免造成工件表面的超温现象。
控制加热温度和时间在选择加热温度和时间时,应考虑工件的材料、形状和大小等因素。
通常,较低的加热温度可以降低脱碳现象的发生;较短的加热时间也可以减小脱碳风险。
碳材料抗氧化措施引言碳材料在众多领域中具有广泛的应用,但其抗氧化性能却是一个存在的挑战。
氧化是碳材料在高温或高氧环境中遇到的一个主要问题,会导致其性能下降甚至失效。
为了提高碳材料的抗氧化性能,人们开展了许多研究并采取了一系列措施。
本文将系统地介绍碳材料抗氧化的常见措施。
1. 表面修饰碳材料的表面性质直接影响其抗氧化性能。
表面修饰是一种常用的提高碳材料抗氧化性能的方法。
通过在碳材料表面引入其他元素或化合物,可以改变其表面能、活性位点和氧化反应速率。
例如,用金属或金属氧化物修饰碳材料表面可以形成一层保护膜,减缓氧化反应的进行。
2. 富氧化层保护碳材料表面形成富氧化层是一种常见的抗氧化措施。
富氧化层可以作为一种保护层,阻止氧分子进一步侵蚀碳材料。
通过在高温或氧气环境中进行氧化处理,可使碳材料表面形成厚度较大的氧化层,从而增强其抗氧化性能。
3. 包覆保护碳材料的包覆保护是一种有效的抗氧化措施。
将碳材料包覆在能够抵御氧化的材料中,可以隔绝氧分子对碳材料的侵蚀。
包覆材料可以选择金属、陶瓷、聚合物等,其选择要考虑与碳材料的相容性、热膨胀系数等因素。
4. 控制气氛在碳材料的制备和应用过程中,通过控制气氛来提高其抗氧化性能也是一个重要的措施。
选择合适的气氛环境,如惰性气氛或还原气氛,可以有效减少氧分子与碳材料之间的接触,降低氧化反应的进行。
5. 添加抗氧化剂将抗氧化剂添加到碳材料中也是一种常用的提高其抗氧化性能的方法。
抗氧化剂可以与氧分子发生反应,抵御氧化反应的发生。
常见的抗氧化剂有硼、碳化硅、碳化硼等,其添加量和选择需要根据具体情况进行优化。
6. 控制制备工艺在碳材料的制备过程中,控制制备工艺也可以影响其抗氧化性能。
合理选择制备温度、时间、压力等参数,可使碳材料的结构更紧密,表面更平整,从而提高其抗氧化性能。
结论碳材料的抗氧化性能对其应用性能具有重要影响。
通过表面修饰、富氧化层保护、包覆保护、控制气氛、添加抗氧化剂和控制制备工艺等措施,可以有效提高碳材料的抗氧化性能。
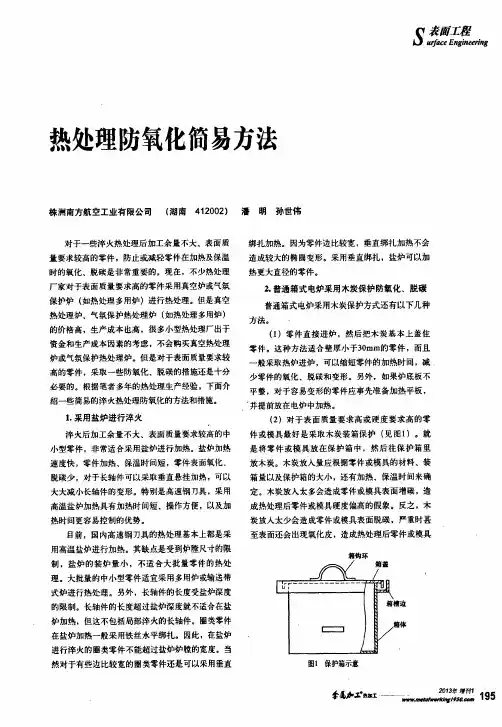
热处理防氧化简易方法
株洲南方航空工业有限公司 (湖南412002)潘明孙世伟
对于一些淬火热处理后加工余量不大、表面质
量要求较高的零件,防止或减轻零件在加热及保温
时的氧化、脱碳是非常重要的。
现在,不少热处理
厂家对于表面质量要求高的零件采用真空炉或气氛
保护炉(如热处理多用炉)进行热处理。
但是真空
热处理炉、气氛保护热处理炉(如热处理多用炉)
的价格高,生产成本也高,很多小型热处理厂出于
资金和生产成本因素的考虑,不会购买真空热处理
炉或气氛保护热处理炉。
但是对于表面质量要求较
高的零件,采取一些防氧化、脱碳的措施还是十分
必要的。
根据笔者多年的热处理生产经验,下面介
绍一些简易的淬火热处理防氧化的方法和措施。
紧固件脱碳要求
紧固件脱碳是指将紧固件表面的碳层去除,以提高其抗腐蚀性和耐久性。
为了确保紧固件的脱碳效果符合要求,需要进行以下方面的控制:
1. 酸洗液的配制:酸洗液的成分及配比应符合要求,保证其去除碳层的效果。
2. 清洗过程:清洗过程应严格控制,确保酸洗液彻底清洗干净,不留任何污染物质。
3. 脱碳时间:脱碳时间应根据不同的材料和工件尺寸进行调整,以确保脱碳均匀彻底。
4. 检测方法:可采用金相显微镜、光谱仪等检测方法对脱碳效果进行检测,确保其符合要求。
总之,紧固件的脱碳工艺需要严格控制,以确保其性能和质量符合要求。
- 1 -。
![钢在可控气氛中氧化脱碳和增碳的机理[整顿版][详解]](https://uimg.taocdn.com/09997448814d2b160b4e767f5acfa1c7aa008298.webp)
钢在可控气氛中氧化脱碳和增碳的机理钢铁零件在空气中加热时,由于空气含有大量的氧气,会使这些零件产生氧化和脱碳现象。
为了防止这些现象的发生,在加热时可向工作炉内通一些能使钢铁零件不氧化、不脱碳的气体--即可控气氛。
这些气体的主要成份是一氧化碳(CO)、氢(H2)、氮(N2)、及微量的二氧化碳(CO2)、水蒸气(H2O)和甲烷(CH4)等气体。
这些气体和钢铁及其碳化物的化学反应是很复杂的(见下表),总的可以归纳加入以下几种气体:各种气体与钢铁及其碳化物的化学反应气体成份无氧化条件(%)化学反应性质不脱碳的条件(%)O2 02Fe+O2->2FeOFe3C+O2->3Fe+CO2强烈氧化强脱碳N2 100 --- 中性100CO2 <5Fe+CO2->FeO+COFe3C+CO2->3Fe+H2+CO2强氧化强脱碳H2O <3Fe+H2O->FeO+H2Fe3C+H2O->3Fe+H2+CO2氧化性强脱碳<0.25CO 8--20 Fe+2CO->Fe(C)+CO2FeO+CO->Fe(C)+CO2强渗碳还原性H2 2--100 FeO+H2->Fe+H2O 强还原CH4 1 Fe+CH4->Fe(C)+2H2 强渗碳1具有氧化、脱碳作用的气体--除氧之外,二氧化碳和水蒸气的作用和氧一样,在高温下同样能使钢铁零件产生氧化和脱碳。
因此,在可控气氛热处理炉中应严格控制这两种气体的含量。
2具有还原作用的气体---氢和一氧化碳是属于这类气体。
它们不仅能在高温加热保护钢铁零件不氧化、不脱碳,还有能使氧化铁还原成铁的作用,其中一氧化碳又是一种增碳性的气体。
3.中性气体---氮气在高温加热时和钢铁不发生任何作用,即不氧化、不脱碳、也无还原和增碳作用,故为中性气体。
4.具有强烈渗碳作用的气体---甲烷是一种渗碳性气体,它在高温下能分解出大量碳原子渗入钢铁零件的表面使其增碳。

消除钢件表面脱碳的热处理方法嘿,朋友!你要是想消除钢件表面脱碳啊,那可就像给钢件来一场神奇的“美容修复”之旅呢。
首先啊,可以试试正火这个方法。
正火就像是给钢件来一场热辣的“温泉浴”。
把钢件加热到适当的温度,然后在空气中冷却。
这个过程就像是让钢件在热空气中舒展筋骨,把表面那些脱碳的坏东西像抖落灰尘一样甩掉,让钢件重新焕发出它原本的“硬汉”本色。
再说说淬火加回火这个组合拳。
淬火的时候啊,那钢件就像是超级英雄进入了冰与火的试炼场。
快速冷却,就好像一下子把钢件丢进了冰冷的魔法池里,让它的结构迅速定型。
但这时候钢件可能会有点“傲娇”,内部应力比较大,就像一个憋着气的气球。
这时候回火就登场啦,回火就像是给钢件做一次温柔的按摩,舒缓它的应力,顺便把表面脱碳的问题也一并解决,让钢件从一个紧绷的“战士”变成一个内外兼修的“绅士”。
还有啊,渗碳处理也很有趣呢。
这就好比给钢件穿上一层厚厚的“碳铠甲”。
把碳元素像一群小士兵一样送到钢件的表面,让它们占领那些脱碳的地方,把缺失的碳给补回来。
这个过程就像是一场微观世界里的战争与重建,钢件表面在碳元素的加持下重新变得坚固无比,就像从一个“小瘦子”变成了“肌肉猛男”。
退火也是个不错的办法。
退火就像是让钢件进行一次悠长的冬眠。
把它加热到一定温度,然后慢慢冷却,这个过程就像是钢件在睡梦中自我修复。
它在温暖的环境里慢慢调整自己的状态,就像一个受伤的侠客在山洞里闭关修炼,等出关的时候,表面脱碳的问题就消失得无影无踪啦。
离子渗氮这种方法呢,就像是给钢件来一场高科技的魔法秀。
离子就像一群小精灵,带着氮元素这个魔法药水,精准地奔向钢件表面。
它们在钢件表面欢快地跳舞,把脱碳的地方修补得妥妥当当,让钢件看起来就像被仙女棒点过一样,焕然一新。
真空热处理也很厉害哦。
这就像是把钢件送到外太空的神秘疗养舱里。
在真空环境下,钢件就像在一个与世隔绝的仙境里接受治疗。
没有了外界的干扰,它可以专心致志地修复自己表面脱碳的小毛病,就像在一个宁静的小岛上独自疗伤,等再回来的时候,又是一条好汉啦。
零件表面氧化和脱碳的后续处理
零件一旦在加热过程中出现了表面氧化和脱碳,其危害性很大,除了降低零件表面硬度、力学性能难以得到保证外,同时很容易造成磨削裂纹等,因此必须采取必要的措施,来消除其对零件的使用性能的影响,根据目前的加工手段和工艺方法,通常是分机械加工方法和化学加工方法两种,针对具体零件的形状、技术要求、复杂程度以及使用条件等,确定最佳的加工方法。
(1)机械加工方法
采用车削、磨削等去除掉零件表面的氧化皮和脱碳层,其前提是必须不会影响零件的使用尺寸和要求,对仅仅脱恢网零件也可重新进行渗碳处理,这样可挽救部分脱碳零件,避兇适成零件的整体报废。
采用强力抛丸或喷砂同样可达到去除氧化皮和脫碳层的目的,该类措施既可解决表面质量缺陷,消除了可能产生的负面作用,同时表面得到了加工强化,表面产生了压应力,能够提高零件的疲劳强度和使用寿命等,汽车弹簧钢板进行抛丸处理后疲劳强度提高了数倍甚至十几倍,由此可见该方法具有实际应用价值。
(2)化学加工方法
在机械加工行业中,考虑到零件的氧化皮和脱碳层与基体的结合强度明显降低,二者可采用表面腐蚀的工艺方法来加以消除,通常使用盐酸或其他酸性介质来清理零件的表面,应当注意酸洗或浸泡的时间,事实证明如果超过了一定的时间,很容易在零件的表面产生“氢脆”,其原因在于酸中的氢原子渗入零件的表面,造成晶界的脆性增大,韧性明显降低,强度低于断裂应力。
钢制品表面脱碳的解决办法在钢制品使用过程中,许多钢制品的使用寿命与钢制品的表面脱碳程度有关。
例如,钢丝绳的使用寿命主要取决于它的疲劳强度与耐磨性,如果钢丝绳表面脱碳超标,就会减少表层中作为强化相和耐磨相的碳化物,因而将直接影响这两项使用性能。
此外,工具钢、轴承钢的表面脱碳层如不清除干净,将使工具钢、轴承钢表面层硬度和耐磨性降低,并且在淬火时,由于里外层体积变化不同而使工件表面形成裂纹。
因此,如何防止钢制品的表面脱碳是生产工艺中应该注意的一个问题。
国外进口盘条的脱碳层为0.02~0.04mm,日本神户的盘条表面可以做到无脱碳,而国内同类产品脱碳层平均深度超过0.05mm。
需要采取措施来改变这种状况。
第一、解决表面脱碳问题,关键在热处理工序上。
由于脱碳与钢丝的氧化是同时进行的,因此,只要在热处理过程中尽量使钢丝少与空气接触就可达到改善脱碳的目的。
例如,美国弹簧钢丝公司采用双铅槽油淬回火来处理气门簧用钢丝,取得了理想效果。
该生产流程是:第一个熔融铅槽起钢丝奥氏体化作用,预先将铅液加热到871℃,钢丝在铅液中通过,实现奥氏体化,然后进入油槽中淬火,再进入第二个熔融铅槽回火(482℃)。
由于钢丝在熔融铅中不与空气接触,有效避免了脱碳。
采用这种工艺需要解决的主要问题是如何防止铅尘污染。
第二、造成表面脱碳的气氛主要是氧气、水蒸气及二氧化碳等氧化性气体。
当这些氧化性气体与受热钢丝表面接触时,氧化与脱碳同时发生;由于铁中的固溶碳与这些气体的亲合力比较大,所以表面上的碳先脱掉了。
上述这些气体一般是从炉外带进去的;钢制品表面的氧化铁皮、铁锈以及冷拔后钢丝表面上的残留物,入炉加热后也会分解,反应生成一些氧化性气体。
我们可以有目的地控制炉内气氛,使之处于还原性状态,就能有效避免表面脱碳。
例如,控制炉内二氧化碳与一氧化碳的比例,在平衡点时,既不氧化也不脱碳;在二氧化碳比例超过平衡点时,发生氧化和脱碳;低于平衡点时则不发生氧化和脱碳。
热锻件常见缺陷及防止方法曹伟;孙福勋【摘要】The forging quality affects directly the performance of parts and service life. The paper analyses the reason of the heating control of oxidation, improper may cause the decarburization, excessive heat or burn, internal crack, heating distributed defects, of forging process prone to filling discontent, and fold, crack defects ,points out the reasons and puts forward the concrete prevention and solutions, and has important guiding role of ensure product quality and control forgings.%锻件质量的优劣直接影响着零件的性能及使用寿命。
本文对加热控制不当可能导致的氧化、脱碳、过热或过烧、内部裂纹、加热不均匀等缺陷,对锻造过程容易出现的充填不满、折叠、裂纹等缺陷进行了研究分析,指出了产生的原因,提出了具体的预防、解决方案,对保证和控制锻件产品质量具有重要的指导作用。
【期刊名称】《现代制造技术与装备》【年(卷),期】2012(000)003【总页数】3页(P49-51)【关键词】锻造工艺;锻件缺陷;防止措施;质量控制【作者】曹伟;孙福勋【作者单位】枣庄通晟实业有限公司,枣庄277011;枣庄通晟实业有限公司,枣庄277011【正文语种】中文【中图分类】TG312引言锻造成形技术广泛应用于航空航天、汽车、钢铁、装备制造、兵器、能源、造船等国民经济的各个重要领域。
产品热处理脱碳原因和处理方法产品热处理脱碳是指将被处理的产品加热至一定温度,然后通过控制冷却方式使其表面富碳层中碳向体内扩散,从而达到减少产品表面碳含量和提高产品硬度、强度等性能的目的。
产品热处理脱碳在金属制品生产过程中非常重要,下面将详细探讨其产生原因和处理方法。
一、产生脱碳的原因:1.加工过程中的热处理:在产品制造过程中,为了改善产品的机械性能或加工性能,常常需要进行热处理。
但是,在热处理过程中,由于高温条件下金属表层碳和氧发生反应,形成一层表面氧化膜,因此需要进一步进行表面清理,以去除脱碳区。
2.高温环境作用:如果产品长时间处于高温环境中,金属表面的碳元素会由于高温环境中氧气和水蒸气的作用而发生反应,逐渐脱碳。
3.金属材料自身的性质:某些金属材料在制造过程中会因为种种原因,表面碳含量过高,而难以保持产品的优良性能。
二、脱碳处理方法及原理:1.硝氮脱碳法:硝氮脱碳是指将脱碳产品置于非碳控的氮气中,与氮气中的硝酸氢铵反应,加热处理后使产品表面形成一层氮化物,从而达到脱碳目的。
硝氮脱碳法可以有效地减少表面碳含量,提高产品的耐热性和耐腐蚀性能。
2.湿法脱碳法:湿法脱碳是将被处理的产品浸入溶液中,通过溶液中的化学反应将产品中的碳元素溶解掉,从而实现脱碳的目的。
湿法脱碳法特别适用于一些易腐蚀金属的脱碳处理。
3.盐浴脱碳法:在盐浴中进行脱碳处理是一种常见的方法。
盐浴中含有一定的氢氧化物,通过加热使金属与盐浴发生反应,可将金属表面的氧化物与脱碳区脱除。
4.碱处理法:碱处理法是指将被处理的产品放入碱溶液中,通过与碱溶液中的化学成分发生反应来脱碳。
在脱碳的过程中还可以通过调节碱度和温度来控制脱碳的效果。
5.电解脱碳法:电解脱碳是通过将被处理的产品作为阴极,将金属放在一个合适的电解质中,通过电解反应将脱碳区溶解掉。
电解脱碳法操作简单,脱碳效果好。
三、脱碳处理的适用性:1.碳含量过高的金属材料:对于碳含量过高的金属材料,由于其含碳量过多,会导致产品性能的下降,因此需要进行脱碳处理,以提高产品的性能。
简单方法阻止铁氧化铁氧化是指铁与氧气或水分子发生化学反应,产生铁的氧化物,也就是我们常见的铁锈。
铁氧化会导致金属腐蚀,降低铁制品的使用寿命,因此阻止铁氧化对于保护铁制品的品质至关重要。
本文将介绍一些简单的方法,帮助阻止铁氧化的发生。
1. 缓慢处理干燥是阻止铁氧化的关键。
铁氧化主要是由于铁与水氧化反应导致的,所以保持铁制品的干燥是最有效的方法之一。
当使用铁制品后,及时清洁、擦干并储存于干燥的环境中,可以有效防止铁氧化的发生。
避免将铁制品暴露在潮湿的环境中,尤其是在长时间的雨水中,这样会加速铁氧化的过程。
2. 使用保护涂层喷涂或涂刷保护涂层是另一种简单有效的防止铁氧化的方法。
这些保护涂层可以在铁制品表面形成一层保护膜,隔绝铁和其它氧化物的接触,防止铁氧化的发生。
常见的保护涂层包括漆、油漆、涂敷剂以及特殊的金属涂层等。
选择合适的保护涂层,根据所使用的环境和需要,定期检查和补涂,可以长期保持铁制品的外观和品质。
3. 使用防锈剂防锈剂是专门用于阻止铁氧化的化学品。
它们常常被添加到油脂、润滑剂和冷却剂等产品中,以防止铁制品遇到水和氧气时的腐蚀。
在使用铁制品之前,可以考虑涂抹一层防锈剂,以提供额外的保护。
不同的防锈剂有不同的用途和性能特点,因此在选择和使用防锈剂时,需要仔细阅读产品说明,并根据需要做出正确的决策。
4. 电镀电镀是一种在金属表面涂镀一层金属防止腐蚀的技术。
铁制品可以通过电镀的方式,在表面形成一层坚固的金属层,例如镀锌。
镀锌可以保护铁制品免受氧气和水的腐蚀,并延长使用寿命。
在进行电镀时,需要选择合适的金属和电镀技术,并保持电镀层的完整性。
5. 配备适当的排水系统排水是关键的防止铁氧化的因素之一。
如果在铁制品附近存在积水或排水系统不畅,将增加铁氧化的风险。
确保屋顶、墙壁、门窗等与铁制品接触的表面保持干燥,并定期检查和清理排水系统,确保正常排水。
这样可以有效减少铁制品与水接触的机会,从而降低铁氧化的发生。
介绍几种防止热处理零件表面脱碳的方法
热处理零件表面脱碳是指在热处理过程中,零件表面的碳元素被氧化,使零件表面变得不均匀或产生碳化物。
为了防止热处理零件表面脱碳,可以采取以下几种方法:
1. 真空热处理:真空热处理是在无氧或低氧环境下进行的热处理过程。
通过将零件放入真空炉中,排除空气和氧气,可以有效地防止零件表面脱碳。
2. 气体保护热处理:气体保护热处理是在热处理过程中采用惰性气体(如氮气、氩气)或还原气氛(如氢气)进行保护。
这些气体可以阻止氧气与零件表面的碳元素发生反应,从而防止表面脱碳。
3. 表面包氮或包碳处理:表面包氮或包碳处理是在热处理之前,在零件表面形成一层氮化物或碳化物的保护层。
这层保护层可以防止零件表面的碳元素与氧气发生反应,从而有效地防止表面脱碳。
4. 表面覆盖镀层:通过在零件表面覆盖一层镀层,如镀铬、镀铝等,可以有效地防止表面脱碳。
镀层可以提供一种防护层,保护零件表面不被氧气侵蚀。
5. 控制热处理温度和时间:控制热处理温度和时间可以避免零件表面过热或热处理时间过长,从而减少表面脱碳的可能性。
以上是几种防止热处理零件表面脱碳的方法,具体选择哪种方法应根据具体情况来决定。
防止零件氧化脱碳的技巧方法
一.早期:
1.盐浴炉(但环境污染大,只能适用于中小型零件,且启动慢(2至3小时),只适用于大批量不间断的生产。
2.箱式炉:零件中温埋生铁末(950摄氏度以下),零件包不锈钢皮。
装箱法:(高温),950摄氏度以上
二.使用涂料(轴承行业还在大量使用)
三.保护气氛(近年来使用)
1.放热式气氛:CH4,C3H8+空气----(生成)H2+N2+H2O+CO+CO2-----(脱水生成)N2为主和H2(占百分之1—20),这种气氛适合低中碳钢的光亮处理,且成本低。
2.吸热式气氛:RX气氛(百分之40CO+百分之40N2+百分之20H2)
甲醇的高低温裂解CH3OH----2H2+CO(渗碳炉使用较多)
氨气裂解:2NH3----N2+3H2(高温网带炉使用较多)
3.氮基气氛:(国外使用较普遍,但成本较高)
(1)百分之99以上的N2,加少量CO,H2
(2)配比式:N2+CH3OH----H2+CO
4.超级渗碳:丙酮加空气,再用仪器进行混合,碳势高可提高丙酮的含量,反之一样。
温度的选择:渗深度高的工件取高温,渗深度低的取低温
优点:装炉量大,均热时间长。
渗碳深度与渗碳时间成指数关系:
工件渗碳深度:0.8—1.2mm3.5小时
2.1—2.7mm17小时。