- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
支架,属于叉架类零件,在机器
中主要起支撑的作用。采用
B-B
材料为HT200,为铸件移,具出有
25 铸造零25件的5 工艺特点剖。面
支
制图 审核
架
比例 材料 HT200
(厂 名) (图号)
3个螺 纹孔 支撑板
CA
3-M6深10 孔深13
圆筒
二.形体分析
其余
40
B
32 B
52 12.5 62
A-A
C A
俯、左三个基本视图,并辅以重合剖
技术要求:
面其中未主注视铸造图圆采角用R1了局部剖,俯视图 为外形图,左视图采用了全剖视.
2-φ8.8 R12
俯视
支
制图 审核
架
比例 1:1 材料 HT200
凸
圆筒
螺
台
孔
支撑板
肋板
底板
二. 根看据懂投零影件关图系: ,进行形体分析,想象出零
件1.补整画体左结视构图形外状形图;
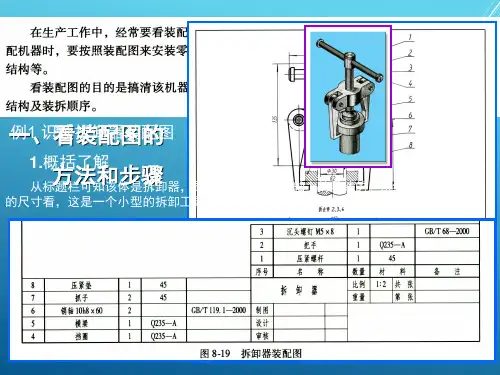
§8.6 读零件图的步骤和方法
三. 分析尺寸,明确技术要求
看图分析尺寸时,一是要找出尺寸基准, 二是要分清主要尺寸和非主要尺寸。在技术要求方 面,应对表面粗糙度、尺寸公差、形位公差等作详 细分析。
18
3.2
B-B 37
20 5
10
φ10 1.5×45o
10
Rc1/4
主视 图
3.2
B
其余 12.5
84
φ3 2
3.2
14 7 1×45 1.6
o
Φ12+0.0013
其余
40
4 10
6
41
解释代号: Φ12+00.013
基技本术尺要求寸: 为12mm,上偏差 为未+注0.铸0造13圆m角mR1,下偏差为0
的孔
支
制图 审核
架
比例 1:1 材料 HT200
主视 图
A
C
3-M6深10 孔深13
通过视图分析,该零件图采
支
制图 审核
架
比例
材料
中国矿大
1:1 HT100
8.6 读零件图
一.概括了解
二. 根据投影关系,进行形体分析,想象出零件 整体结构形状.
三. 分析尺寸,明确技术要求
§8.6 读零件图的步骤和方法
一.概括了解
1.标题栏分析
从标题栏了解零件的名称,推断其作用及其 形体特点。从材料栏了解零件的材料,若为铸件, 应有铸造工艺结构的特点。
2. 视图分析
首先找出主视图及其它基本视图、局部视 图等,了解各视图的作用以及它们之间的关系、 表达方法和内容。
§8.6 读零件图的步骤和方法
二. 根据投影关系,进行形体分析,想象出零件整体 结构形状
利用形体分析法,逐个看懂个组成部分的形状 和相对位置。先看主要部分, 后看次要部分,先 外形,后内形。
用了主视、俯视其两余 个基本视
40 B
局部 视图
AC
图,并辅以C向局部视图和B-B
技术要求
移出剖1.面未注.其圆角中半主径R视3; 图采用了 局部剖2.,铸俯件视不得图有为气孔A,裂-A纹半等缺剖陷视。 图
一.概括了解
从标题栏可知,该零件名称为
俯视 图
12.5 12.5
32 B
52 62 A-A
12.5
2.解释代号: Φ12+00.11
支
制图 审核
架
比例 1:1 材料 HT200
画到切点
相
为止
切
相交
交线
补画左视图外形图;
支
制图 审核
架
比例 1:1 材料 HT200
Φ10
6.3
-0. 05
66+0.05
10
Φ20
6.3
9
2
24
64 M5
6.3
29 _+ 0.1
40+- 0.2
2-φ8.8 R12
12.5
B-B
5 25
25
支
制图 审核
架
比例 材料
(厂 名) (图号)
3-M6深10 孔深13
CA
40
B
C A
32 B
12.5
52
补画1全2.5剖视A的-6A2 左视图
25 12.5
B-B
5 25
支
制图 审核
架
比例 材料
(厂 名) (图号)
3-M6深10 孔深13
左视图
3.2 3.2
6-φ6 沉孔φ12深6
5
一.概括了解 B
从标题栏B可知,该零件名称为
技术要求:
通端过盖视,属图于分轮析盘,该类零零件件图。采采用用了
B
主材视料、为左H视T2两00个,为基铸本件视,图因,其此中
12..铸 锐件 边不 倒得 角1有×沙45眼O;、裂主纹具; 视有图铸采造用零了件复加合工端剖工盖切艺方。法材比料例的H1T:2100 3.未注铸造圆角R2. 全剖,左视图为制审图核外形图.
7
其余
φ3 2
3.2
10
Φ20
6.3
2
24 64
M5
40+- 0.2
1×45 1.6
o
一.概左括视了图解
84
-0. 05
66+0.05
40
从标题栏可知,该零件名称为
4
支架,属于叉架类零件,在机器 10
中主要起支撑的作用。采用
6
9
材料为HT200,为铸件。
41
6.3
通过视图分析,该零件图采用了主、
29 _+ 0.1
技术要求
1.未注圆角半径R3; 2.铸件不得有气孔,裂纹等缺陷。
B-B
25
5
25
12.5
底板
支
架
比例 材料
制图 审核
(厂 名) (图号)
长度 基准
3-M6深10
孔深13 解释指3出-M该6零深件10的,孔尺深寸13基的准意义
公称直径为6mm,均匀分布
的3 个普通粗牙螺孔,钻孔
深13mm,螺孔深为10mm.
B
端盖
制图 审核
比例 1:1 材料 HT200
管螺纹 B-B
二. 根据投影关系,进 行形体分析,想象出 零件整体结构形状
螺纹
沉孔
B
B B
B
端盖
制图 审核
比例 1:1 材料 HT200
(2)画出右视外形图
B
B B
B
端盖
制图 审核
比例 1:1 材料 HT200
Φ12+0.011
Φ10
6.3
14
主视图
φ3 2
12.5
48
33
33
φ18H7 12.5
12.5
12.5 18
C
BA
1.6
17
8
A
B-B
其余
8
65
25 10 10 12.5
1.6 2
8 17
33
φ18H7 12.5 φ32
B
78
A-A
3 2
10
58 6.3
10
45
4-φ9 沉孔φ15 6.3
8
38 技术要求
C 1.未注铸造圆角R3
2.铸件不得有疏松气孔和夹杂物等缺 R5 M5陷.
A
AC
C
40 40
B
宽度 基准
32 B
52
12.5 62
12.5
A-A
高度
基准
B-B
25
5
25
12.5
支
架
比例 材料
制图 审核
(厂 名) (图号)
3-M6深10 孔深13
其余
将表面粗糙度按光滑到粗糙 的顺序排列出来.
1.6 12.5 25
A
AC
C
40 40
B
12.5 12.5
32 B
52 62 A-A
长度方Rc1/4
宽度方 向基准
B
向基准
其余 12.5
18
3.2
φ10 1.5×45o
10
3.2
3.2
5
3.2
高度 方向 基准
6-φ6
沉孔φ12深6
(1)标出长、宽、技1.高铸术件要三不求得: 个有沙方眼、裂纹; 向的主要尺寸基2准.锐边倒角1×45O;
3.未注铸造圆角R2.
B B