挤出成型工艺及设备共78页
- 格式:ppt
- 大小:8.27 MB
- 文档页数:78

第六章挤出成型工艺第一节热塑性塑料工艺特性(一)收缩率热塑性塑料加工成型中产生的热收缩产生原因:宏观:材料的热胀冷缩行为-微观:分子间自由体积发生变化。
通常高分子材料的热膨胀系数远大于金属材料、陶瓷材料。
影响热塑性塑料成形收缩的因素如下:第六章挤出成型工艺第六章挤出成型工艺1、塑料品种热塑性塑料成形过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显。
另外成形后的收缩、退火或调湿处理后的收缩一般也都比热固性塑料大。
第六章挤出成型工艺2、塑件特性成形时融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
另外,有无嵌件及嵌件布局,数量都直接影响物料流动方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小,方向性影响较大。
第六章挤出成型工艺3、进料口形式、尺寸、分布这些因素直接影响物料流动方向、密度分布、及成形时间。
直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。
距进料口近的或与物料流动方向平行的则收缩大。
4、成形条件模具温度高,融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。
另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
第六章挤出成型工艺(二)流动性1、热塑性塑料流动性大小,一般可从分子量大小、熔融指数、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、表现粘度小;流动比大的则流动性就好。
按模具设计要求我们大致可将常用塑料的流动性分为三类:第六章挤出成型工艺(1)流动性好:尼龙、聚乙烯、聚苯乙烯、聚丙烯、醋酸纤维素;(2)流动性中等改性:聚苯乙烯(例ABS·AS)、PMMA、聚甲醛、聚氯醚;(3)流动性差:聚碳酸酯、硬聚氯乙烯、聚苯醚、聚砜、聚芳砜、氟塑料。
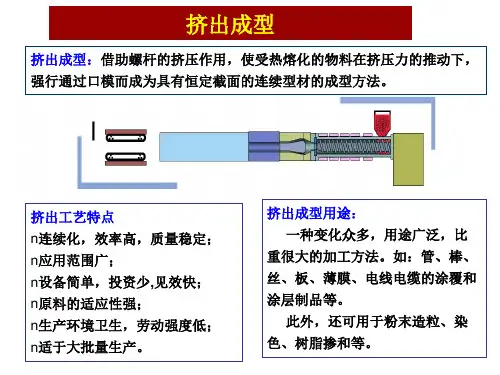
挤出成型工艺和挤出机1.挤出成型工艺1.1 挤出成型工艺:在挤出机中通过加热、加压而使物料以流动状态连续通过口模(即机头)成型的方法称挤出成型或挤塑。
是塑料重要的成型方法之一。
1.2 挤出成型的特点:①设备成本低,制造容易,投资少,上马快。
②生产效率高,挤出机的单机产量较高,产率一般在几公斤~5吨/小时。
③连续化生产。
能制造任意长度的薄膜、管、片、板、棒、单丝、异型材以及塑料与其他材料的复合制品等。
④生产操作简单,工艺控制容易,易于实现自动化。
占地面积小,生产环境清洁,污染少。
⑤可以一机多用。
挤出机也能进行混合、造粒。
1.3 挤出成型可分为两个阶段:第一阶段是使固态塑料变成粘性流体(即塑化),并在加压情况下,使其通过特殊形状的口模,而成为截面与口模形状相仿的连续体。
第二阶段则是用适当的处理方法使挤出的连续体失去塑性状态而变为固体,即得到所需制品。
1.4 挤出成型工艺分类:干法(熔融法)—通过加热使塑料熔融成型①塑化方式湿法(溶剂法)—用溶剂将塑料充分软化成型(CN、CA及纺丝)连续式:螺杆式挤出机,借助螺杆旋转产生的压力和剪切力,使物料充分塑化和均匀混合,通过口模而成型,可进行连续生产。
②加压方式间歇式:柱塞式挤出机,借助柱塞压力,将事先塑化好的物料挤出口模而成型。
仅用于粘度特别大,流动性极差的塑料。
如:PTFE,成型温度下,粘度为1010~1014泊(一般熔融塑料的粘度范围为102~108泊);HUMWPE等。
柱塞可提供很大的压力,但形状不能太复杂,不能加分流梭。
间歇式生产。
2. 挤出设备塑料的挤出,绝大多数都是热塑性塑料,而且又是采用连续操作和干法塑化的。
故在设备方面多用螺杆式挤出机。
螺杆式挤出机有单、双(或多螺杆)之分。
大部分用单螺杆挤出机,只是粉料,RPVC 95%以上都用双螺杆挤出机。
2.1 单螺杆挤出机2.1.1 单螺杆挤出机的组成:由传动系统、加料系统、挤压系统、机头和口模以及加热与冷却系统等组成。