挤出成型工艺及挤出模
- 格式:pptx
- 大小:2.25 MB
- 文档页数:24
铝合金挤出成型工艺铝合金挤出成型工艺是一种常用的金属加工方法,通过挤压加工铝合金材料,可以制造出各种形状复杂的铝合金制品。
在工业生产中,铝合金挤出成型技术被广泛应用于汽车、航空航天、建筑、电子等领域。
本文将深入探讨铝合金挤出成型工艺的原理、应用及发展趋势。
1.铝合金挤出成型的原理及过程详解铝合金挤出成型,是一种将加热后的铝合金坯料通过压力作用,使其进入模具中,并在模具的形状引导下,产生塑性变形,最终获得所需截面形状和尺寸的加工方法。
在挤压过程中,铝合金坯料在模具内受到一定压力的作用,从而产生塑性流动,使其顺利地填充模具,形成所需的产品形状和尺寸。
此过程涵盖了加热、压力施加、塑性变形、冷却等多个环节,对工艺参数和设备要求较高。
2.铝合金挤出成型的优势及重要性铝合金挤出成型相较于其他加工方法,具有显著的优势。
首先,该方法能够生产出具有高精度和高复杂度的产品,满足各种客户需求,具有较强的市场竞争力。
其次,铝合金挤出成型可以提高材料利用率,减少废料产生,有利于节约资源和保护环境,降低生产成本。
此外,该方法还能够在提高产品质量和降低生产成本方面取得明显成效,有助于企业提高经济效益。
3.铝合金挤出成型在国内外的发展现状及趋势随着我国经济的快速发展,铝合金挤出成型技术在航空航天、交通运输、建筑、电子等领域得到广泛应用。
近年来,我国铝合金挤出成型技术取得了显著的进步,不仅实现了高速、高效、高精度的生产,还大幅提高了材料利用率。
在国际市场上,铝合金挤出成型技术也备受关注,各国纷纷加大研发力度,以期在激烈的市场竞争中占得先机。
4.铝合金挤出成型技术的发展方向及挑战未来,铝合金挤出成型技术的发展方向将主要包括以下几个方面:提高生产效率,降低能耗;提高产品精度,实现精细化生产;研发新型模具材料,提高模具寿命;发展绿色制造,减少废弃物产生。
然而,在技术发展过程中,铝合金挤出成型面临着一系列挑战,如设备研发、工艺优化、环保要求等。

挤出注塑工艺
挤出注塑是一种塑料加工方法,结合了挤出和注塑两种成型技术。
以下是其工艺简介:
1.挤出工艺:在塑料加工中,挤出成型是一种常见的加工方法。
它利用液压机压力于模具本身的挤出称压出,通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品。
2.注塑工艺:注塑成型又称注射模塑成型,是一种注射兼模塑的成型方法。
它利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔內,经过冷却定型,开模后顶出得到所需的塑体产品。
在挤出注塑工艺中,可能同时涉及到以上两种工艺,具体工艺可能会因产品、材料和设备的不同而有所调整。
挤出成型工艺流程一、引言挤出成型是一种常见的塑料加工工艺,广泛应用于制造管道、板材、棒材等产品。
本文将介绍挤出成型的工艺流程及其每个步骤的详细操作。
二、设备准备1.挤出机:选择适合生产所需产品的挤出机,根据产品要求选择挤出机的型号和规格。
2.模具:根据所需产品的形状和尺寸设计模具,确保模具质量符合要求。
3.辅助设备:包括冷却水箱、切割机、收卷机等,用于辅助生产过程中的冷却、切割和收卷等操作。
三、原料准备1.塑料原料:选择适合生产所需产品的塑料原料,根据产品要求选择不同种类和品牌的塑料原料。
2.添加剂:根据所需产品的性能要求添加不同种类和比例的添加剂,如增强剂、稳定剂等。
3.颜色母粒:如果需要制造彩色或特殊颜色的产品,则需要添加相应颜色母粒。
四、挤出成型工艺流程1.预处理:将塑料原料加入挤出机的料斗中,同时将所需添加的添加剂和颜色母粒加入料斗中,混合均匀后进入挤出机的螺杆区。
2.熔融:在挤出机的螺杆区内,塑料原料被加热、熔化,并与添加剂和颜色母粒混合均匀。
3.挤出:经过熔融后的塑料原料被推进到模具中,通过模具的形状和尺寸,将塑料原料挤压成所需产品的形状。
4.冷却:在模具中形成产品后,需要对产品进行冷却。
通常采用水冷却或风冷却的方式进行。
5.切割:待产品完全冷却后,通过切割机将产品切割成所需长度。
6.收卷:对于某些需要收卷的产品如管道、板材等,则需要使用收卷机对其进行收卷操作。
五、质量控制1.检查原材料质量是否符合要求,包括塑料原料、添加剂和颜色母粒等。
2.检查模具质量是否符合要求,包括模具设计、制造及使用过程中是否存在损坏或变形等情况。
3.检查挤出机的运行状态是否正常,包括螺杆、加热器、冷却系统等是否正常工作。
4.检查产品的尺寸、外观、质量等是否符合要求,如有不合格品需要及时处理或重新生产。
六、安全注意事项1.操作人员必须穿戴好相应的劳保用品,如手套、口罩、耳塞等。
2.操作人员必须熟悉挤出机的操作流程和相关安全注意事项,严格按照操作规程进行操作。

挤出成型原理及工艺挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。
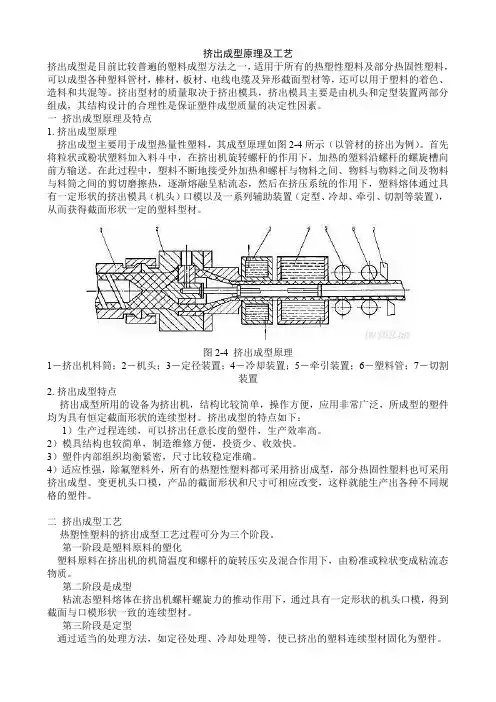
一挤出成型原理及特点1.挤出成型原理挤出成型主要用于成型热量性塑料,其成型原理如图2-4所示(以管材的挤出为例)。
首先将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。
在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置),从而获得截面形状一定的塑料型材。
图2-4挤出成型原理1-挤出机料筒;2-机头;3-定径装置;4-冷却装置;5-牵引装置;6-塑料管;7-切割装置2.挤出成型特点挤出成型所用的设备为挤出机,结构比较简单,操作方便,应用非常广泛,所成型的塑件均为具有恒定截面形状的连续型材。
挤出成型的特点如下:1)生产过程连续,可以挤出任意长度的塑件,生产效率高。
2)模具结构也较简单,制造维修方便,投资少、收效快。
3)塑件内部组织均衡紧密,尺寸比较稳定准确。
4)适应性强,除氟塑料外,所有的热塑性塑料都可采用挤出成型,部分热固性塑料也可采用挤出成型。
变更机头口模,产品的截面形状和尺寸可相应改变,这样就能生产出各种不同规格的塑件。
二挤出成型工艺热塑性塑料的挤出成型工艺过程可分为三个阶段。
第一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。
第二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。
挤出成型工艺技术挤出成型工艺技术是一种常用的塑料制品生产工艺,广泛应用于塑料管材、板材、异型材、薄膜等塑料制品的生产过程中。
其原理是将加热熔融的塑料通过挤出机器进行挤出,并通过模具将挤出的塑料成型成各种需要的形状。
挤出成型工艺技术具有以下几个特点:1.生产效率高:挤出成型工艺可以实现高效连续生产,且生产速度快。
一般情况下,挤出机器的生产速度可达到每分钟几十米,甚至上百米。
2.成型精度高:挤出成型工艺可以实现精确的模具控制,通过控制挤出机器的压力、温度、速度等参数,可以得到高质量的成型产品,尺寸精度可控制在较小的误差范围内。
3.适应性强:挤出成型工艺可以适应不同种类、不同形状的塑料材料,如聚乙烯、聚氯乙烯、聚丙烯等。
同时,挤出成型工艺还可以通过改变模具的结构,实现多种形状的塑料制品生产。
4.节能环保:挤出成型工艺采用加热熔融的塑料原料进行生产,相比其他工艺,可以节约能源。
同时,挤出成型工艺所产生的塑料废料可以进行回收利用,降低了环境污染。
挤出成型工艺技术的具体操作流程如下:1.原料准备:根据产品的要求,选择适当种类的塑料颗粒作为原料。
根据挤出机器的要求,将塑料颗粒加入到机器的料斗中。
2.熔化塑料:通过挤出机器的加热系统和螺旋挤杆的旋转运动,将塑料颗粒加热熔化,形成熔融状态的塑料。
3.挤出成型:将熔融状态的塑料通过挤出机器的头部挤出口,经过模具的成型空腔,挤出成型。
模具的形状和结构决定了最终成型产品的形状和尺寸。
4.冷却固化:挤出成型后的塑料制品需要进行冷却固化,使其在形状稳定的同时,保持一定的强度和硬度。
通常可以通过水冷、风冷等方式进行冷却。
5.切割修整:冷却固化后的塑料制品还需要进行切割和修整。
可以采用自动切割机器或手动切割工具进行处理,将制品切割成所需的长度或形状。
6.质量检验:对切割修整后的产品进行质量检验,检查产品的尺寸精度、外观质量等。
如发现问题,需要进行修复或淘汰。
挤出成型工艺技术的应用范围非常广泛,几乎涵盖了塑料制品的各个领域。
塑料挤出成型塑料挤出成型是一种常见的塑料加工工艺,它通过将熔融塑料材料挤压通过模具,使其形成所需的截面形状和尺寸。
这项技术广泛应用于生产塑料管材、板材、型材、薄膜等制品,是塑料加工行业中的重要工艺之一。
下面我们来详细介绍一下塑料挤出成型的原理、过程以及应用领域。
塑料挤出成型的原理塑料挤出成型的原理很简单,即通过挤出机将塑料颗粒或粉末加热融化,形成熔融状态的塑料料柱,然后将其挤压通过模具,使塑料材料成型。
在挤出过程中,塑料料柱受到挤出机螺杆的持续推进和高压力的作用,经过模具的成型口挤出后,瞬间冷却固化,最终形成所需形状的塑料制品。
塑料挤出成型的工艺过程塑料挤出成型的工艺过程通常包括以下几个步骤:原料预处理、挤出成型、冷却固化、切割定尺等。
首先,将塑料颗粒或粉末加入挤出机的加料口,经过螺杆的加热和混合后,形成熔融状态的塑料料柱。
然后,熔融塑料料柱被挤压通过模具的成型口,根据模具的形状和尺寸来制造不同的塑料制品。
挤出后的塑料制品经过冷却水槽降温固化,再经过切割机进行切割定尺处理,最终得到成品。
塑料挤出成型的应用领域塑料挤出成型技术在工业生产中有着广泛的应用领域。
首先,塑料管材是塑料挤出成型的典型应用之一,如PVC管、PE管等,被广泛用于建筑、电力、给排水等领域。
其次,塑料板材和型材也是挤出成型技术的重要应用,如塑料门窗型材、装饰线条等。
此外,塑料薄膜在包装、农业覆盖等方面也是挤出成型的主要产品之一。
值得注意的是,随着技术的不断发展,塑料挤出成型在汽车、航空航天等高端行业也有着重要的应用,为其提供轻量化、高强度的塑料制品。
综上所述,塑料挤出成型作为一种高效、经济的塑料加工技术,在工业生产中起着重要作用。
通过合理的工艺设计和生产实践,可以生产出各种形状、尺寸的塑料制品,满足不同行业的需求。
相信随着技术的不断进步,塑料挤出成型技术将会在未来发展中发挥更加重要的作用,为塑料制品的生产提供更好的解决方案。
挤出成型工艺过程分为哪三个阶段
挤出成型是一种常见的塑料加工工艺,通过加热后的液态塑料材料通过挤出机的螺杆,经过一系列加工步骤,最终形成所需的产品。
挤出成型工艺过程通常分为预热阶段、挤出阶段和冷却固化阶段三个关键阶段。
1. 预热阶段
在挤出成型开始之前,首先需要对原料进行预热处理。
在这个阶段,塑料颗粒或者粉末被加入到挤出机的进料口,经过加热装置进行加热,将固态塑料材料加热至熔化温度。
预热阶段的关键任务是将原料充分熔化,以便在挤出阶段更好地进行塑料成型。
2. 挤出阶段
一旦塑料原料被充分熔化,进入挤出阶段。
在这个阶段,原料被输送到挤出机螺杆的区域,通过机械运动和压力,使熔化塑料被挤压、挤出,并通过挤出机的模具口形成所需的截面形状。
这个阶段需要控制好挤出机的温度、压力和速度,以确保塑料材料能够以准确的速度和形状挤出。
3. 冷却固化阶段
当塑料材料完成挤出后,进入冷却固化阶段。
在这个阶段,通过冷却水或者其他冷却介质对挤出产品进行快速冷却,使其在较短的时间内固化。
冷却固化是非常重要的,因为它将直接影响到挤出产品的质量和性能。
通过控制冷却速度和方法,可以确保挤出产品能够达到设计要求的硬度、尺寸和表面光洁度。
总的来说,挤出成型工艺分为预热阶段、挤出阶段和冷却固化阶段三个关键阶段。
每个阶段都有其特定的任务和要求,只有各个阶段协调配合,才能最终生产出高质量的挤出产品。
挤出成型工艺在塑料加工中具有广泛的应用,不仅生产效率高,而且能够生产出复杂的、具有一定强度和稳定性的塑料制品。
1。