FANUC系统刚性攻丝问题
- 格式:doc
- 大小:108.00 KB
- 文档页数:4

发那科fanuc数控系统常见问题及解决方法学习2010-06-13 09:04:52 阅读106 评论0 字号:大中小订阅1、要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1?(FANUC 0i-TB) 请问FS10/11格式程序什么含义?它有什么特点?如何进行参数设定? 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答:18 使用FS10/11 纸带格式的存储器运行概述通过设定参数(No.0001 #1),可执行FS10/11 纸带格式的程序。
说明Oi 系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。
10/11 系列数据格式可用于存储器运行。
其它数据格式必须遵从Oi 系列。
当指定的数据值超出Oi 系列的规定范围时,出现报警。
对于Oi 系列无效的功能不能存储也不能运行。
详细参见B-63844C/01 编程18.使用FS10/11 纸带格式的存储器运行2、关于梯形图(0i-A)梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"(import), 选择"Memory card file" 再选择需要导入的文件名(传下来的梯形图),确定,就可以了。
3、还是老问题(FANUC-0i)专家同志:你好我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢?还得请您指导.谢谢4、参数不可改写(BJ-FANUC Oi-MB)最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。

FANUC系统数控加工中心刚性攻丝时的参数设定
丁海萍;杨晶
【期刊名称】《广西轻工业》
【年(卷),期】2010(026)009
【摘要】刚性攻丝已经在加工中心上成为必备的功能,但是在机床具体运用时,在梯形图里要编制较复杂的程序,调试也很麻烦,因而影响了该功能的推广和应
用.FANUC 0i系统可以不用增加设计梯形图,仅仅改设一个参数,调试时调整一组参数就行了.
【总页数】2页(P41-42)
【作者】丁海萍;杨晶
【作者单位】南通职业大学数控中心,江苏,南通,226007;南通职业大学数控中心,江苏,南通,226007
【正文语种】中文
【中图分类】TG659
【相关文献】
1.FANUC系统刚性攻丝功能在数控机床中的应用
2.FANUC系统主轴特殊刚性攻丝实现方法
3.机床FANUC系统轴参数设定及伺服优化
4.基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整
5.一种提高刚性攻丝效率的方法
因版权原因,仅展示原文概要,查看原文内容请购买。
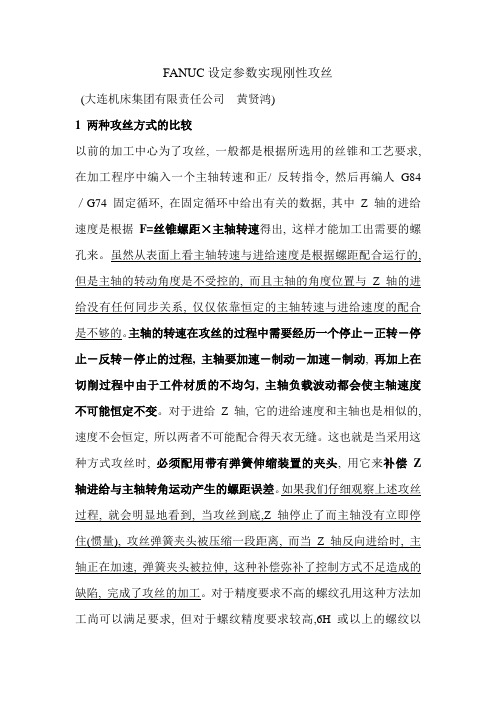
FANUC设定参数实现刚性攻丝(大连机床集团有限责任公司黄贤鸿)1 两种攻丝方式的比较以前的加工中心为了攻丝, 一般都是根据所选用的丝锥和工艺要求, 在加工程序中编入一个主轴转速和正/ 反转指令, 然后再编人G84 /G74 固定循环, 在固定循环中给出有关的数据, 其中Z 轴的进给速度是根据F=丝锥螺距×主轴转速得出, 这样才能加工出需要的螺孔来。
虽然从表面上看主轴转速与进给速度是根据螺距配合运行的, 但是主轴的转动角度是不受控的, 而且主轴的角度位置与Z 轴的进给没有任何同步关系, 仅仅依靠恒定的主轴转速与进给速度的配合是不够的。
主轴的转速在攻丝的过程中需要经历一个停止-正转-停止-反转-停止的过程, 主轴要加速-制动-加速-制动, 再加上在切削过程中由于工件材质的不均匀, 主轴负载波动都会使主轴速度不可能恒定不变。
对于进给Z 轴, 它的进给速度和主轴也是相似的, 速度不会恒定, 所以两者不可能配合得天衣无缝。
这也就是当采用这种方式攻丝时, 必须配用带有弹簧伸缩装置的夹头, 用它来补偿Z 轴进给与主轴转角运动产生的螺距误差。
如果我们仔细观察上述攻丝过程, 就会明显地看到, 当攻丝到底,Z 轴停止了而主轴没有立即停住(惯量), 攻丝弹簧夹头被压缩一段距离, 而当Z 轴反向进给时, 主轴正在加速, 弹簧夹头被拉伸, 这种补偿弥补了控制方式不足造成的缺陷, 完成了攻丝的加工。
对于精度要求不高的螺纹孔用这种方法加工尚可以满足要求, 但对于螺纹精度要求较高,6H 或以上的螺纹以及被加工件的材质较软(铜或铝) 时, 螺纹精度将不能得到保证。
还有一点要注意的是, 当攻丝时主轴转速越高,Z 轴进给与螺距累积量之间的误差就越大, 弹簧夹头的伸缩范围也必须足够大, 由于夹头机械结构的限制, 用这种方式攻丝时, 主轴转速只能限制在600r/min 以下。
刚性攻丝就是针对上述方式的不足而提出的, 它在主轴上加装了位置编码器, 把主轴旋转的角度位置反馈给技控系统形成位置闭环, 同时与Z 轴进给建立同步关系, 这样就严格保证了主轴旋转角度和Z 轴进给尺寸的线生比例关系。

发那科fanuc数控系统常见问题及解决方法发那科fanuc数控系统常见问题及解决方法学习2010-06-13 09:04:52 阅读106 评论0 字号:大中小订阅1、要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1?(FANUC 0i-TB) 请问FS10/11格式程序什么含义?它有什么特点?如何进行参数设定? 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答:18 使用FS10/11 纸带格式的存储器运行概述通过设定参数(No.0001 #1),可执行FS10/11 纸带格式的程序。
说明Oi 系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。
10/11 系列数据格式可用于存储器运行。
其它数据格式必须遵从Oi 系列。
当指定的数据值超出Oi 系列的规定范围时,出现报警。
对于Oi 系列无效的功能不能存储也不能运行。
详细参见B-63844C/01 编程18.使用FS10/11 纸带格式的存储器运行2、关于梯形图(0i-A)梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"(import), 选择"Memory card file" 再选择需要导入的文件名(传下来的梯形图),确定,就可以了。
3、还是老问题(FANUC-0i)专家同志:你好我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢?还得请您指导.谢谢4、参数不可改写(BJ-FANUC Oi-MB)最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。

FANUCFSSB高速刚性攻丝介绍
1功能介绍在31i-B系列与全新的0i-F系统中,系统与放大器支持只用一根光缆进行FSSB通信,一方面减少了传统电缆通信出现干扰的几率,另一方面可以更加节省配线。
在此基础上,FANUC推出了与传统刚性攻丝相比更为优秀的FSSB高速刚性攻丝功能。
刚性攻丝中,通过主轴放大器与伺服放大器间的FSSB高速通信,可减少同步误差或在精度不变的条件下缩短循环时间。
此外,如果同时使用刚性攻丝最优加减速(选项)功能时,可以最大限地使用主轴的扭矩,因而可进一步提高FSSB高速刚性攻丝的效果。
2与传统刚性攻丝的比较与传统刚性攻丝相比,FSSB高速刚性攻丝与普通刚性攻丝的区别如下表所示:
由于位置环增益对于攻丝轴与主轴可以分别设定,主轴与攻丝轴可以最大限度的提高加工精度,同时时间常数与加工进给速度较之前可以设定更小的值,加工效率有了较大的提升。
3限制条件下列情况下不能使用此功能:(1)模拟主轴刚性攻丝(2)伺服电机主轴刚性攻丝(3)主轴同步控制方式下的刚性攻丝
同时在FSSB刚性攻丝中,不能使用以下功能(1)双位置反馈(2)伺服HRV4控制。
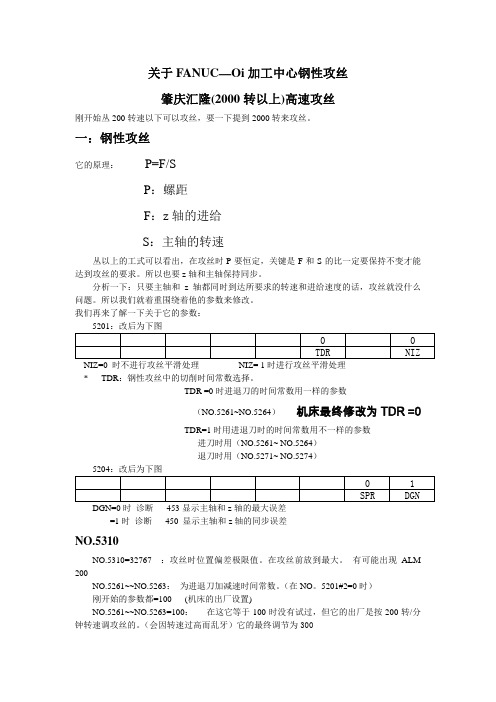
关于FANUC—Oi加工中心钢性攻丝肇庆汇隆(2000转以上)高速攻丝刚开始丛200转速以下可以攻丝,要一下提到2000转来攻丝。
一:钢性攻丝它的原理:P=F/SP:螺距F:z轴的进给S:主轴的转速丛以上的工式可以看出,在攻丝时P要恒定,关键是F和S的比一定要保持不变才能达到攻丝的要求。
所以也要z轴和主轴保持同步。
分析一下:只要主轴和z 轴都同时到达所要求的转速和进给速度的话,攻丝就没什么问题。
所以我们就着重围绕着他的参数来修改。
我们再来了解一下关于它的参数:NIZ=0 时不进行攻丝平滑处理NIZ= 1时进行攻丝平滑处理* TDR:钢性攻丝中的切削时间常数选择。
TDR =0时进退刀的时间常数用一样的参数(NO.5261~NO.5264)机床最终修改为TDR =0TDR=1时用进退刀时的时间常数用不一样的参数进刀时用(NO.5261~ NO.5264)退刀时用(NO.5271~ NO.5274)DGN=0时诊断453显示主轴和z轴的最大误差=1时诊断 450 显示主轴和z轴的同步误差NO.5310NO.5310=32767 :攻丝时位置偏差极限值。
在攻丝前放到最大。
有可能出现ALM 200NO.5261~~NO.5263:为进退刀加减速时间常数。
(在NO。
5201#2=0时)刚开始的参数都=100 (机床的出厂设置)NO.5261~~NO.5263=100:在这它等于100时没有试过,但它的出厂是按200转/分钟转速调攻丝的。
(会因转速过高而乱牙)它的最终调节为300插曲:FANUC公司来人用PC机跟踪同步脉冲调整它为NO.5261~~NO.5263=3000,所出现的问题是:例: 用程序1200转/分钟的主轴转速,攻M4*20的牙,主轴转速没有到1000就又开始减速了,攻丝的时间就变长了很多。
不过它的同步误差只有一两个脉冲。
调机一:开始马师傅就把NO.5300 z轴到位宽度 NO.5301主轴到位宽度都调到了20NO.5300和NO.5301它是一个精度的参数。
基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整张丽;朱强【摘要】为了解决零件加工中心在刚性攻丝时螺纹乱牙的问题,通过Fanue Servo Guide软件的联机测试,对系统参数进行设定与调整,以达到高速高精加工螺纹的目的.经实际运用,该实施方案可靠性强,对工程实践应用具有一定的参考价值.【期刊名称】《重庆科技学院学报(自然科学版)》【年(卷),期】2015(017)006【总页数】3页(P94-96)【关键词】刚性攻丝;Fanuc Servo Guide;参数设定【作者】张丽;朱强【作者单位】芜湖职业技术学院机械工程学院,安徽芜湖241006;芜湖职业技术学院机械工程学院,安徽芜湖241006【正文语种】中文【中图分类】TH161在零件加工中,螺纹加工应用十分广泛。
数控机床的刚性攻丝功能具有高速、高效的特点,特别是其能够加工深孔螺纹的优势越来越得到用户的认可[1-2]。
但在常规的螺纹加工中,用户按照机床说明去设置对应的系统参数时,却往往难以达到预期效果,经常会出现螺纹乱牙现象。
为了解决零件加工中心在刚性攻丝时的螺纹乱牙问题,通过Fanuc Servo Guide软件调试,分析z轴的进给速度及其同步误差,对系统参数进行优化与调整,以求实现高速高精螺纹加工。
1 刚性攻丝原理理论上,在进行螺纹加工时,当主轴旋转1转后,z轴的进给总量应该等于丝锥的螺距[3]:式中:P—丝锥的螺距,mm;F— z轴的进给量,mm/min;S—主轴转速,r/min。
由式(1)可以看出,加工时P要保持恒定,F和S的比值要保持不变才能达到攻丝的要求,z的进给要和主轴转速保持同步;如果控制主轴的转速与z轴的进给量总是保持同步,那么螺纹加工的精度就可以得到保证,这种方法称为“刚性攻丝”[4]。
刚性攻丝就是针对上述要求在机床主轴上加装位置编码器,将主轴旋转的角度位置信息反馈给数控系统形成位置闭环,同时与z轴进给建立同步关系,保证主轴旋转角度和z轴进给位移的线性比例关系[5]。
仅供个人参考不得用于商业用途FANUC系统设定参数实现刚性攻丝两种攻丝方式的比较:以前的加工中心为了攻丝 , 一般都是根据所选用的丝锥和工艺要求 , 在加工程序中编入一个主轴转速和正 /反转指令 , 然后再编人 G84/G74 固定循环 , 在固定循环中给出有关的数据 , 其中 Z 轴的进给速度是根据 F =丝锥螺距×主轴转速得出 , 这样才能加工出需要的螺孔来。
虽然从表面上看主轴转速与进给速度是根据螺距配合运行的 , 但是主轴的转动角度是不受控的 , 而且主轴的角度位置与 Z 轴的进给没有任何同步关系 , 仅仅依靠恒定的主轴转速与进给速度的配合是不够的。
主轴的转速在攻丝的过程中需要经历一个停止-正转-停止-反转-停止的过程 , 主轴要加速-制动-加速-制动 , 再加上在切削过程中由于工件材质的不均匀 , 主轴负载波动都会使主轴速度不可能恒定不变。
对于进给 Z 轴 , 它的进给速度和主轴也是相似的 , 速度不会恒定 , 所以两者不可能配合得天衣无缝。
这也就是当采用这种方式攻丝时 , 必须配用带有弹簧伸缩装置的夹头 , 用它来补偿 Z 轴进给与主轴转角运动产生的螺距误差。
如果我们仔细观察上述攻丝过程 , 就会明显地看到 , 当攻丝到底 ,Z 轴停止了而主轴没有立即停住 ( 惯量 ), 攻丝弹簧夹头被压缩一段距离 , 而当 Z 轴反向进给时 , 主轴正在加速 , 弹簧夹头被拉伸 , 这种补偿弥补了控制方式不足造成的缺陷 , 完成了攻丝的加工。
对于精度要求不高的螺纹孔用这种方法加工尚可以满足要求 , 但对于螺纹精度要求较高 ,6H 或以上的螺纹以及被加工件的材质较软 ( 铜或铝 ) 时 , 螺纹精度将不能得到保证。
还有一点要注意的是 , 当攻丝时主轴转速越高 ,Z 轴进给与螺距累积量之间的误差就越大 , 弹簧夹头的伸缩范围也必须足够大 , 由于夹头机械结构的限制 , 用这种方式攻丝时 , 主轴转速只能限制在 600r/min 以下。
发那科fanuc数控系统常见问题及解决方法学习2010-06-13 09:04:52 阅读106 评论0 字号:大中小订阅1、要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1?(FANUC 0i-TB) 请问FS10/11格式程序什么含义?它有什么特点?如何进行参数设定? 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答:18 使用FS10/11 纸带格式的存储器运行概述通过设定参数〔No.0001 #1〕,可执行FS10/11 纸带格式的程序。
说明Oi 系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。
10/11 系列数据格式可用于存储器运行。
其它数据格式必须遵从Oi 系列。
当指定的数据值超出Oi 系列的规定范围时,出现报警。
对于Oi 系列无效的功能不能存储也不能运行。
详细参见B-63844C/01 编程18.使用FS10/11 纸带格式的存储器运行2、关于梯形图(0i-A)梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"〔import), 选择"Memory card file" 再选择需要导入的文件名〔传下来的梯形图〕,确定,就可以了。
3、还是老问题(FANUC-0i)专家同志:你好我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢?还得请您指导.谢谢!!!!!4、参数不可改写(BJ-FANUC Oi-MB)最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。
(图一)
刚性攻丝的实验参数,S=800,F=800,传动比为4:1。
SVGuide选择“XTYT”观测页面,主轴选择“SPEED”观测项目,攻丝轴选择“SYNC”观测项目,采样时间1ms,采样数据点8000~10000
该图的左面有个小的凸台,这其实是主轴从速度环变为位置环时,主轴先执行了回零动作。
可以通过NO5202#0=0关闭这个回零的动作。
这个图形表明刚性攻丝的性能仍然不行,因为主轴转速没有达到指令转速,当S=800时,主轴电机转速应该是3200,很显然,图形的红色曲线表明主轴电机的转速大约2500左右,表明电机仍然在加速过程中。
需要减小加减速时间常数
NO5241~5244,原值为2400ms,改为800ms后,得到(图二)的曲线。
(图二)
该图形表明,已经取消了主轴回零这个动作,并且在刚性攻丝过程中,主轴电机转速已经达到3200RPM,主轴以
S=800旋转,同时,主轴和攻丝轴Z轴的同步误差小于50个同步脉冲。
(图三)
这是在机床高速档进行的刚性攻丝实验,主轴指令转速1500RPM,高速档传动比1:1,很显然主轴电机没有
达到指令转速,修改加减速时间后,同步误差脉冲猛增(该图未保留),所以该机床高速档不宜进行刚性攻丝。
(图4)
加大了主轴速度环比例增益NO4044,NO4045,以及积分增益4052,NO4053后,它们的初始化值为10,现在改为15,同步误差脉冲有降低。
一点补充,NO5280为攻丝轴Z轴的位置环增益,当NO5280的值不为零时,NO5281~5284无效,此时N05280要和主轴各档的位置环增益相同,即NO4065~4068每个值相等,与NO5280的值相同。
当NO5280为零时,NO5281~5284的值生效,并与NO4065~4068的值对应相等。
提高NO5280~5281以及NO4065~4068的值,可以提高刚性攻丝的精度。
在诊断参数DGN452的值不为零时,需要检查NO5280,NO5281~NO5284的值是否与NO4065~NO4068相等或者对应相等。
如果DGN452的值在加减速时比较大,需要修改NO5241~5244,增加或减小。
确认已经调试完毕的方法,二者或一即可:
1.DGN453(攻丝轴与主轴同步误差的最大值,%)≈1;
2.DGN450(攻丝轴与主轴同步误差的最大值,检测单位)≤200;。