供应商检查基准书格式
- 格式:xls
- 大小:348.00 KB
- 文档页数:2

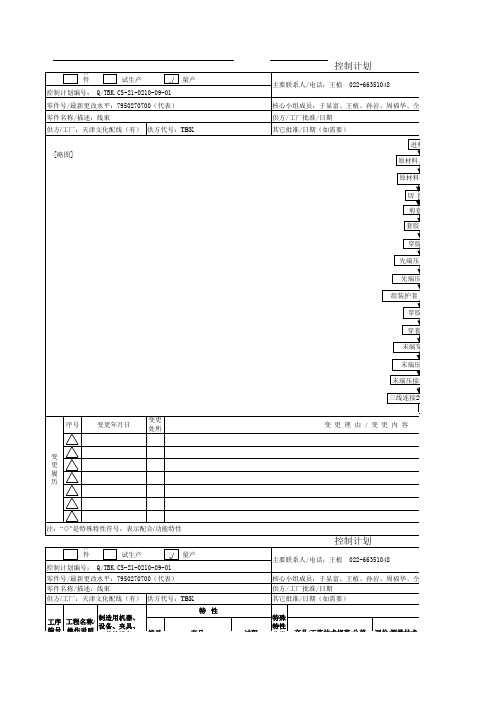
检查基准书文件编号页码 1/1版本:A0沿浦项目编号D23产品名称产品编号产品规格图样序工序级设备名称设备型号工装模具名称工装模具编号号名称别检具名称/方式检具型号/规格/编号频次大卡尺1000-0.025件/小时千分尺25-0.01首中末壁厚千分尺25-0.01首中末目视全检专用检具目视游标卡尺150-0.025件/小时专用检具JZ D23-DL081018目视专用检具目视专用检具目视6焊接通止规全检点焊机校对尺寸:⑦20±0.2 ⑨2-20±0.2备注:1.适用情况:适用于断管、倒角之后的后加工工序审批WD25*R80WD25*120WD25*60冲压模JH21-110CY D23-DL081017-A 2JZ D23-DL081018折弯冲20±0.2两位置尺寸:①465+2/0 ②369.3±1 ③570+2/0 外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮尺寸:②369.3±1 ④390.1±2 ⑧16.9°±0.5°MC-315ACCNC38MS-RSM-5A 直径模导模夹模(束管模)全自动弯管机无锡源隆金属制品有限公司外观:无锐边/毛刺/开裂/锈蚀靠背上横管_右断管折弯冲压直径D:25±0.15标准/要求工艺卡片(后加工)全检外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮1客户名称不合格图示操作图示断管断料长度L:1335±1壁厚T:2±0.12自检Q345 D25*T2DL081018金属圆锯机编制3压力机JH21-110全检压力机冲扁两端头4CY D23-DL081017-B JZ D23-DL081018全检压力机JH21-110冲压模尺寸:②369.3±1 ④390.1±2外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮M8螺栓,焊接牢固,符合通止规冲压模CY D23-DL081017-C 冲孔落料5JZ D23-DL081018全检外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮尺寸:①464.3±1 ②369.3±1 ③569.4±1 ④390.1±2 ⑤544.4±0.3⑥Φ9+0.1/0912346785备注:。

文件名称IQC原材检查基准书APPROVED BY____________________ 修订2016.0 ______________ 实施I.目的:A.为确保xx公司生产的产品质量符合内部及客户要求,特制定此检验标准。
B.用以规范和统一内部物料检验方案、内容及判定标准。
II.职责及权限:a.本标准必须由培训合格之人员执行。
b.检验中如有疑问及争执,以品质主管最终判定为准。
c.如有本标准未涉及的项目及书面文字无法描述处,以品质主管最终判定为准。
d.当本标准与客户标准相冲突时优先采用客户标准。
e.若新项目不断岀现或本标准中有未涉及到的内容,应在本标准中加入并进行整理。
III.检验条件:A.视力要求:裸视或矫正视力 1.0以上B.检验距离:检验物距眼睛30-35cmC.检验角度:水平方位45°,上下左右转动15°D.按正常规定要求的距离和角度要求扫描整个检测面10—15秒钟为准E.照明要求:在自然光或60W-100W勺日光灯照明条件下检验,距离光源:50-55cm处;照度:500-550Lux (勒克斯(照明单位))IV.缺陷分类:A. A类, 致命缺陷(CRI ):AQL=0B. B类, 重要缺陷(MAJ): AQL=0.4C. C类,轻微缺陷(MIN)AQL=0.65V.缺陷定义:A.致命缺陷(Critical Defect ):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B.主要缺陷(Major Defect )产品存在下列缺陷,为主要缺陷:1.功能缺陷影响正常使用2.漏组件•配件或主要标识,多岀无关的标识及其他可能影响产品性能的物品3.影响产品形象的包装缺陷4.性能参数超出规格标准5.导致终端客户拒绝购买的结构及外观缺陷C.轻微缺陷(Min or Defect ):不影响产品使用,终端客户可能愿意让步接受的缺陷。
1.仅影响产品美观感,不影响产品的正常功能使用2.上述缺陷以外的其它不影响产品使用的缺陷VI.表面定义:A面:正常使用中,直接观察到的主要外漏表面(正常观察产品的正面)B面:正常使用中,不直接观察到但外漏次要表面(正常观察产品的上下•左右侧面和背面)C面:正常使用中,很少见或看不见的面(电池仓•充电器和配件等其它表面)i dtied or tran sformed to 环境要求書面准逝another format电子专有之财产,非经许可,不得复制、翻印或转变成其它形式使用。

版本号A0
日期
2016/8/9
日期
编制校对审核标准化批准
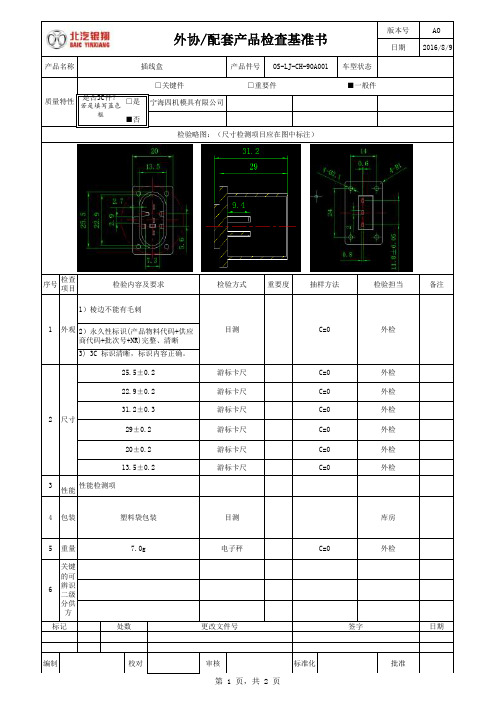
13.5±0.2
游标卡尺
C=0
外检
尺寸
2标记
处数更改文件号签字外检
6
关键的可辨识二级分供方5重量7.0g 电子秤C=04包装塑料袋包装目测库房
C=0外检3
性能
性能检测项
C=0外检29±0.2游标卡尺C=0外检C=0外检22.9±0.2游标卡尺C=0外检2)永久性标识(产品物料代码+供应
商代码+批次号+NR)完整、清晰
3) 3C 标识清晰,标识内容正确。
25.5±0.2游标卡尺31.2±0.3
游标卡尺20±0.2游标卡尺检验担当备注
1
外观1)棱边不能有毛刺
目测C=0外检
检验略图:(尺寸检测项目应在图中标注)
序号
检查
项目
检验内容及要求
检验方式重要度抽样方法质量特性
□关键件 □重要件 ■一般件
是否3C件?若是填写蓝色
框□是
■否
宁海四机模具有限公司
外协/配套产品检查基准书
产品名称
插线盒
产品件号
OS-LJ-CH-90A001
车型状态
备注:1、外协配套产品检验基准作为供方出厂检验标准和比速汽车进货检验的检验标准,双方共同遵守执行;2、当零部件发生质量问题,STA应将问题点追加列入检验基准书作为检测项目之一。
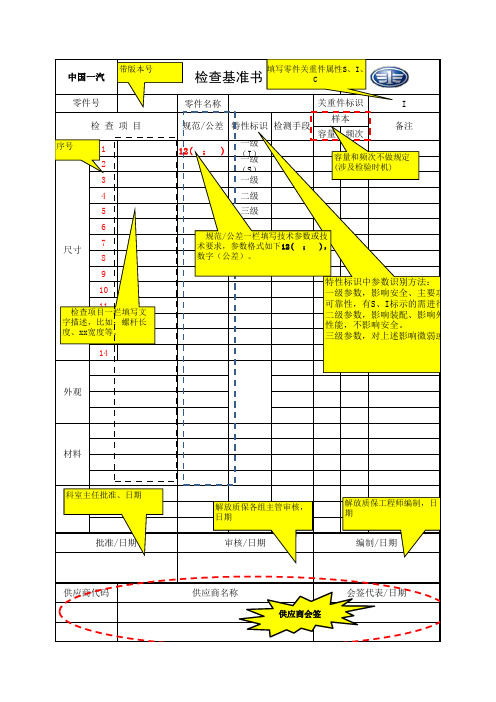
零件名称I 容量频次112( ; )一级
(I)2一级
(S)
3一级
4二级
5
三级6
7
8
9
10
11
1213
14编制/日期审核/日期供应商代码批准/日期性能材料
供应商名称
会签代表/日期
尺寸检 查 项 目
规范/公差特性标识检测手段样本
外观
备注中国一汽
检查基准书零件号关重件标识
特性标识中参数识别方法:一级参数,影响安全、主要功能可靠性,有S 、I 标示的需进行标二级参数,影响装配、影响外观性能,不影响安全。
三级参数,对上述影响微弱或无
填写零件关重件属性S 、I 、C 带版本号检查项目一栏填写文字描述,比如:螺杆长度、xx 宽度等。
规范/公差一栏填写技术参数或技术要求,参数格式如下12( ;),数字(公差)。
解放质保工程师编制,日期
解放质保各组主管审核,
日期科室主任批准、日期
序号容量和频次不做规定(涉及检验时机)供应商会签
零件名称I 零件号关重件标识中国一汽
检查基准书插入图纸
对于图中检查项目需编号,编号
与前一页“检查项目序号”相对
应,如下图。
供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
样件备注年度检查项目技术要求检查方法检查频次1次/半年全检1 次/批全检全检★全检全检全检全检全检全检全检全检全检顾客NAFA 特殊特性全检全检全检全检根据图纸要求进行检查全尺寸报告按年度计划整理产品全尺寸报告1包装全尺寸工艺附图﹃尺寸﹄性能型式试验追塑性厚度13421零部件检验基准书名称左/右后纵臂上下板搭焊零部件重要度A B C淬火裂纹探伤电流:2000A±1°,校验周期:1次/1年测量前对比灵敏度2号试片量具识别游标卡尺螺纹环规说明测量抗拉强度说明洛氏硬度机磁粉探伤机说明测量外径、内径、长度等说明测量螺纹精度:0.02mm,校验周期:1次/6月校验周期:1次/1年测量前检查零位,不对齐零位补偿测量前擦干净说明测量洛氏硬度说明精度:±1°,校验周期:1次/1年测量前对量块对零位拉力试验机盐雾试验箱说明表面镀锌盐雾试验精度:±1%,校验周期:1次/年精度:试验箱温度35±1℃ 饱和器温度37±1℃抗拉试验工装校验周期:1次/1年说明游标卡尺不允许有暗伤、拉痕、飞边、祛皱等冲压缺陷游标卡尺104±0.2综合检具6中心距15.2±0.2782厚度2124.8±0.33 15×549.5±0.564.3±0.5备注说明检查内容外观尺寸355表面处理中心距中心距3高度4搭焊点9中心距平面度孔径孔径孔径孔径10件/批零部件重要度:A类-安全件 B类-重要件 C类-一般件 零部件特殊特性:※安全/法规 ★配合/功能游标卡尺、目测游标卡尺第 页/共 页图号1402050-3/5试生产批生产上下板重合边≥3mm 游标卡尺、塞尺223233G区域配合尺寸C、D、F、F区域配合尺寸2325282627241011121314151617181920中心距中心距中心距中心距中心距中心距孔径孔径孔径孔径游标卡尺、塞尺R32+0.5018±1.149.1±2.280.5±2.2游标卡尺游标卡尺高度尺26.5±1.6φ16+0.270φ36+0.3903×φ12+0.270高度上下板间隙≤2mm孔径R圆规高度高度φ16+0.2703.5±0.2180±0.2φ14+0.270φ32+0.3904×φ18+0.270φ20+0.33045.5±0.2369±0.229301.8±0.2471.5±0.278±0.5348.5±0.52×φ16+0.2700.531开口尺寸开口尺寸53.5±2.250±2.2平台、塞尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺游标卡尺、塞尺游标卡尺游标卡尺开口尺寸游标卡尺游标卡尺、样板游标卡尺游标卡尺处数XXXXXXXX有限公司供应商配套日期2008-9-1产品信息序号配套信息1原材料2锻 打艺附图﹃尺寸﹄12009-7-25顾客装车反馈螺栓出现断裂现象,经分析为原材料裂纹造成。