对接焊缝的焊接及计算
- 格式:doc
- 大小:364.50 KB
- 文档页数:4
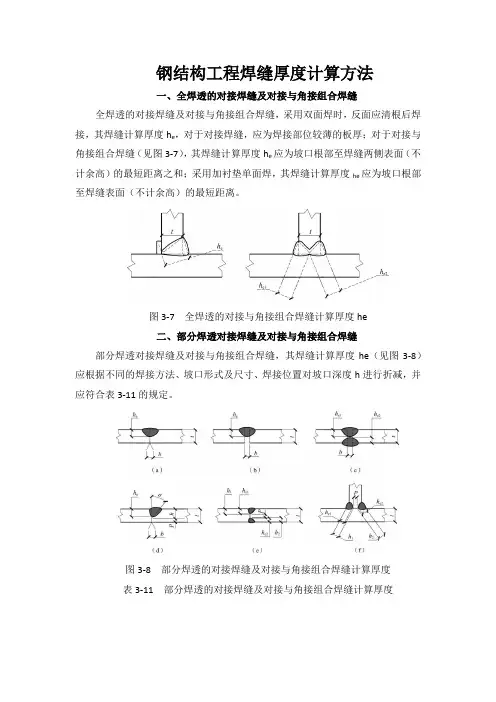
钢结构工程焊缝厚度计算方法一、全焊透的对接焊缝及对接与角接组合焊缝全焊透的对接焊缝及对接与角接组合焊缝,采用双面焊时,反面应清根后焊接,其焊缝计算厚度h e,对于对接焊缝,应为焊接部位较薄的板厚;对于对接与角接组合焊缝(见图3-7),其焊缝计算厚度h e应为坡口根部至焊缝两侧表面(不计余高)的最短距离之和;采用加衬垫单面焊,其焊缝计算厚度he应为坡口根部至焊缝表面(不计余高)的最短距离。
图3-7全焊透的对接与角接组合焊缝计算厚度he二、部分焊透对接焊缝及对接与角接组合焊缝部分焊透对接焊缝及对接与角接组合焊缝,其焊缝计算厚度he(见图3-8)应根据不同的焊接方法、坡口形式及尺寸、焊接位置对坡口深度h进行折减,并应符合表3-11的规定。
图3-8部分焊透的对接焊缝及对接与角接组合焊缝计算厚度表3-11部分焊透的对接焊缝及对接与角接组合焊缝计算厚度续表3-11V形坡口α≥60°及U形、J形坡口,焊缝计算厚度he应为坡口深度h。
三、搭接角焊缝及直角角焊缝计算厚度搭接角焊缝及直角角焊缝计算厚度he(见图3-9)应按下列公式计算(塞焊和槽焊焊缝计算厚度he可按角焊缝的计算方法确定):(1)当间隙b≤1.5时:(2)当间隙1.5<b≤5时:图3-9直角角焊缝及搭接角焊缝计算厚度四、斜角角焊缝计算厚度斜角角焊缝计算厚度he,应根据两面角Ψ按下列公式计算:(1)Ψ=60°~135°[见图3-10(a)、(b)、(c)]:当间隙b、b1或b2≤1.5时:当间隙1.5<b、b1或b2≤5时:式中:Ψ——两面角;hf——焊脚尺寸(mm);b、b1或b2——焊缝坡口根部间隙(mm)。
(2)30°≤Ψ<60°[图3-10(d)]:将公式(3-3)和公式(3-4)所计算的焊缝计算厚度he减去折减值z,不同焊接条件的折减值z应符合表3-12的规定。
图3-10斜角角焊缝计算厚度Ψ—两面角;b、b1或b2—根部间隙;hf—焊脚尺寸;he—焊缝计算厚度;z—焊缝计算厚度折减值表3-1230°≤Ψ<60°时的焊缝计算厚度折减值z(3)Ψ<30°:必须进行焊接工艺评定,确定焊缝计算厚度。
焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
对接焊缝的计算和构造(1 )对接焊缝的计算1 )对接焊缝的有效截面施焊对接焊缝时应在焊缝的两端设置引弧板和引出板(以后一律简称引弧板),如图6 -13 所示,其材质和坡口形式应与焊件相同。
焊接完毕,用气割将引弧板切除,并将焊件边缘修磨平整,严禁用锤将其击落。
此时对接焊缝的有效长度l w 当与焊件的宽度b 相同。
当焊缝为焊透时,焊缝的有效厚度也与焊件厚度相同(焊缝表面的余高即凸起部分,常略去不计)。
因此,对接焊缝的有效截面等于焊件的截面。
当无法使用引弧板施焊时设计规范中规定:每条焊缝的有效长度l w在计算时应减去2t (t 为焊件厚度),以考虑焊缝两端在起弧和熄弧时的影响,此时两者的截面就略有差异。
2 )对接焊缝的强度设计值规范对对接焊缝的各种强度设计值作了如下规定;对接焊缝的抗压强度设计值介、抗剪强度设计值介和焊缝质量为一、二级时的抗拉和抗弯强度设计值介均取与焊件钢材相同的相应强度设计值,而对焊缝质量为三级的厂则取相应焊件钢材强度设计值了的0 . 85 倍,并取以5N / rnm2为倍数的整数。
关于焊缝质量等级的标准在《钢结构工程施工质量验收规范》中有明确规定,详见该规范。
例如除对设计要求全焊透的焊缝应作外观缺陷检查外,一级焊缝要求对每条焊缝长度的100%进行超声波探伤;二级焊缝则要求对每条焊缝长度的20%且不小于200mm 进行超声波探伤。
对三级焊缝则要求仅作外观检查,不进行超声波检查。
又如外观检查时,对一级、二级焊缝不允许存在如表面气孔、夹渣、弧坑裂纹、电弧擦伤等各种缺陷,一级焊缝还不应有咬边,未焊满和根部收缩等缺陷。
而对二级和三级焊缝除裂纹及焊瘤一律不允许存在,其余的缺陷如咬边和未焊透等则规定了其存在的不同程度。
因此设计规范中认为符合一、二级质量等级的焊缝,其缺陷或是不存在或是不严重,因而其f t w可与焊件母材的f 相同;而三级质量等级的焊缝,其f t w应较母材的为低,取f t w= 0.85f。
对接焊缝的强度计算方法和焊件强度计算方法是一样的焊接是一种经济高效、安全性能高的制造工艺,焊接制造工艺最重要的是焊接强度,焊接强度的强制要求被写入相关的工艺规范和设计标准。
焊接强度的测量一般采用拉伸试验,它通过拉伸材料的样本的方式,来测量焊接件的强度。
检测原理是加载作用于焊接件,来破坏拉伸样本,计算其强度。
焊接强度计算可以分为对接焊缝和焊件强度计算,但它们的计算方法是一样的。
一般来讲,焊接强度计算标准可分为两类:一类是计算焊接对接焊缝的强度,另一类是计算焊接件的强度。
焊接对接焊缝的强度一般采用ASTM(American Society for Testing Materials)A370标准来定义,其中提出的焊接计算方法是以拉伸试验获得的最大拉伸强度来计算的,焊接件的强度采用ASTM A370标准计算。
ASTM A370标准为焊接强度计算提供了一种统一的方法,该标准由此拉伸试验和拉伸应力-应变曲线组成。
本标准中提供了一系列拉伸试验,可以检测焊接件的强度,它们分别为:重复拉伸试验,焊接件纯拉伸试验,焊接件双拉伸试验,焊接件转弯试验和多边裂纹试验。
在拉伸试验中,重复拉伸试验用来测试焊接件的可靠和稳定性,纯拉伸试验用来测量焊接件的拉伸强度,双拉伸试验可以测量焊接件的屈服强度,转弯试验可以测试焊接件的可靠性,多边裂纹试验可以测量焊缝的开裂抗拉能力。
最后,为了测量焊接件的强度,拉伸试验需要先将拉伸样品加载到拉伸装置中,然后对拉伸样品施加均匀的拉伸力,其最终拉伸应力-应变曲线提供了拉伸试件的拉伸强度与屈服强度。
根据ASTM A370标准,可以测量出焊接件的最大拉伸强度,这也是焊接强度的主要指标。
总之,计算焊接强度的方法可以分为对接焊缝和焊件强度计算,但它们的计算方法其实是一样的。
对接焊缝主要采用ASTM A370标准进行拉伸试验,而焊件强度则采用同样的标准进行拉伸试验,以获得最大拉伸强度。
因此,对接焊缝的强度计算方法和焊件强度计算方法是一样的。
《钢结构》网上辅导材料二钢结构的焊接连接钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢结构最主要的连接方法。
它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。
缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。
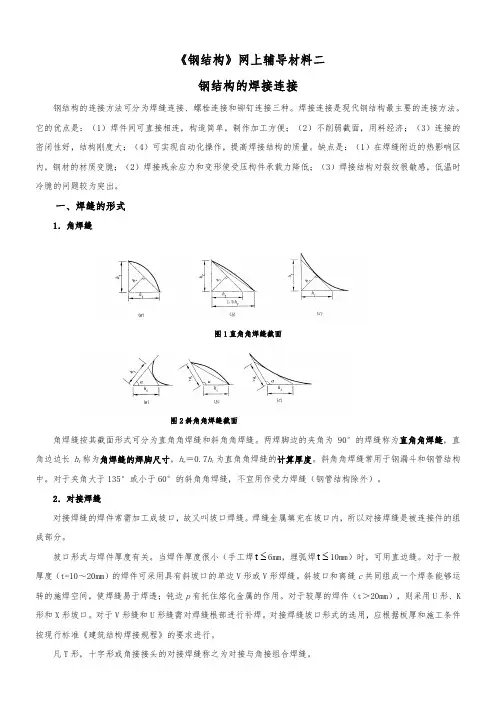
1图1直角角焊缝截面图2斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为,直角边边长f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。
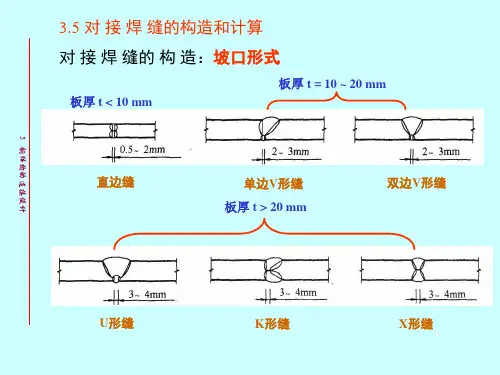
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。
对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。
对于V 形缝和U 形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3对接焊缝的坡口形式3垂直,1(式中t 2计算时,焊脚尺寸取整数。
自动焊熔深较大,可减小1mm ;T 形连接的单面角焊缝,应增加1mm ;当焊件厚度小于或等于4mm 时,则取与焊件厚度相同。
第三章连接返回§3-2对接焊缝的构造和计算对接焊缝包括焊透的对接焊缝和T形对接与角接组合焊接(以下简称对接焊缝),以及部分焊透的对接焊缝和T形对接与角接组合焊缝。
由于部分焊透的对接焊缝的受力与角焊缝相似,将在下节中介绍。
3.2.1对接焊缝的构造对接焊缝(butt welds)的焊件常需做成坡口,故又叫坡口焊缝(groove welds)。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊6mm,埋弧焊10mm)时,可用直边缝。
对于一般厚度的焊件可采用具有斜坡口的单边V形或V形焊缝。
斜坡口和根部间隙c共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p有托住熔化金属的作用。
对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口(图 3.2.1)。
对于V形缝和U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《手工电弧焊焊接接头的基本形式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求进行。
在对接焊缝的拼接处,当焊件的宽度不同或厚度相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(3.2.2),以使截面过渡和缓,减小应力集中。
在焊缝的起灭弧处,常会出现弧坑等缺陷,这些缺陷对承载力影响极大,故焊接时一般应设置引弧板和引出板(图3.2.3),焊后将它割除。
对受静力荷载的结构设置引弧(出)板有困难时,允许不设置引弧(出)板,此时,可令焊缝计算长度等于实际长度减2t(此处t为较薄焊件厚度)。
3.2.2对接焊缝的计算对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质量的检验标准等因素有关。
如果焊缝中不存在任何缺陷,焊缝金属的强度是高于母材的。
全由于焊接技术问题,焊缝中可能有气孔、夹渣、咬边、未焊透等缺陷。
实验证明,焊接缺陷对受压、受剪的对接焊缝影响不大,故可认为受压、受剪的对接焊缝与母材强度相等,但受拉的对接焊缝对缺陷甚为敏感。
平盖与筋板焊缝长度摘要:一、平盖与筋板焊缝长度的计算方法二、焊缝长度在实际应用中的重要性三、如何优化焊缝长度以提高焊接效果正文:平盖与筋板焊缝长度在焊接工程中是一个重要的参数,它直接影响到焊接质量、效率以及成本。
在本文中,我们将详细介绍平盖与筋板焊缝长度的计算方法,以及其在实际应用中的重要性。
同时,我们还将探讨如何优化焊缝长度以提高焊接效果。
一、平盖与筋板焊缝长度的计算方法焊缝长度的计算通常采用以下公式:焊缝长度= 实际长度- 2 × 焊缝厚度在计算对接焊缝的长度时,需要注意以下几点:1.当未采用引弧板时,每条焊缝的长度应取实际长度减去2倍的焊缝厚度。
2.如遇圆弧,焊缝长度的计算从1/2板厚处的圆弧长度开始。
二、焊缝长度在实际应用中的重要性1.影响焊接质量:焊缝长度直接关系到焊接接头的质量,过长或过短的焊缝都可能导致焊接缺陷,如焊缝凹陷、焊渣未清除等。
2.影响焊接效率:合适的焊缝长度可以提高焊接速度,减少焊接时间,提高生产效率。
3.影响焊接成本:焊缝长度的合理控制可以降低焊接成本,避免因焊接缺陷导致的返工、修复等额外费用。
三、如何优化焊缝长度以提高焊接效果1.严格按照焊接工艺规程进行焊接,控制焊缝长度在合理范围内。
2.调整焊接电流、电压、焊接速度等参数,以适应不同的焊接部位和材料。
3.采用引弧板技术,减少焊缝长度的不稳定性。
4.加强焊接过程中的监测,确保焊缝质量符合要求。
总之,平盖与筋板焊缝长度的合理控制对焊接质量、效率和成本具有重要的意义。
通过对焊缝长度的优化,可以提高焊接效果,减少焊接缺陷,提高生产效率,降低成本。
钢结构连接计算书
一、连接件类别:
焊缝连接中的直角焊缝
二、计算公式:
1,在通过焊缝形心的拉力,压力或剪力作用下的焊缝强度按下式计算:
2,在其它力或各种综合力作用下,f,f共同作用处。
式中──对接焊缝强度
N──构件轴心拉力或轴心压力,取 N=3430N;
l w──对接焊缝或角焊缝的计算强度,取l w=200mm;
──作用力与焊缝方向的角度=0度;
t──在对接接头中为连接件的最小厚度;在T形接头中为腹板的厚度,取 t=
15mm;
f──按焊缝有效截面(h e l2)计算,垂直于焊缝长度方向的应力;
h e──角焊缝的有效厚度,对直角焊缝等于0.7h f=3.5mm f;
h f──较小焊脚尺寸,取 h f=5mm;
t──正面角焊缝的强度设计值增大系数;对承受静荷载或间接承受动力荷载结构取1.22,
对直接承受动荷载结构取1.0;
f──按焊缝有效截面计算,沿焊缝长度方向的剪应力;
f f w──角焊缝的强度设计值。
三、计算结果:
1, 正应力f=N×sin(γ * PI / 180)/(l w×h e)=3430×sin(0.000)/(200×
3.5)=0.00N/mm2;
2, 剪应力f=N×cos(γ * PI / 180)/(l w×h e)=3430×cos(0.000)/(200×3.5)=4.90N/mm2;
3, 综合应力 [(f/t)2+f2]1/2=8.49N/mm2;
结论:力平行于焊缝长度,计算得出的剪应力小于或等于对接焊缝的抗拉抗压强度设计值
f t w=185N/mm2,所以满足要求!。
焊接相关计算范文1.焊接电流的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电流:I=(K×P)/V其中,I表示焊接电流,K为填充系数,P为焊接功率,V为焊接电压。
2.焊接电压的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电压:V=(K×P)/I其中,V表示焊接电压,K为填充系数,P为焊接功率,I为焊接电流。
3.焊接时间的计算:焊接时间取决于焊缝长度和焊接速度。
焊缝长度可以通过焊接熔深和焊缝宽度计算得到,即:L=D×W其中,L表示焊缝长度,D为焊缝熔深,W为焊缝宽度。
然后,焊接时间可以通过焊缝长度和焊接速度计算得到,即:T=L/V其中,T表示焊接时间,L为焊缝长度,V为焊接速度。
4.焊接速度的计算:焊接速度是指单位时间内焊接的长度,可以通过焊缝长度和焊接时间计算得到,即:V=L/T其中,V表示焊接速度,L为焊缝长度,T为焊接时间。
5.焊接熔深的计算:焊接熔深是指焊枪焊接到被焊接材料内部的深度。
根据焊接材料的要求和焊接参数,可以使用如下公式计算焊接熔深:D=(T×V)/2其中,D表示焊接熔深,T为焊接时间,V为焊接速度。
6.焊接角度的计算:焊接角度是指焊接枪与被焊接材料表面的夹角。
根据焊接材料和焊接方法的要求,可以使用如下公式计算焊接角度:α = arctan(H / L)其中,α表示焊接角度,H为焊接高度,L为焊缝的长度。
以上就是焊接相关计算的示例,不同的焊接项目可能会有不同的计算方法和参数,具体的计算需要根据项目的要求和实际情况进行调整。
第三章连接返回
§3-2对接焊缝的构造和计算
对接焊缝包括焊透的对接焊缝和T形对接与角接组合焊接(以下简称对接焊缝),以及部分焊透的对接焊缝和T形对接与角接组合焊缝。
由于部分焊透的对接焊缝的受力与角焊缝相似,将在下节中介绍。
3.2.1对接焊缝的构造
对接焊缝(butt welds)的焊件常需做成坡口,故又叫坡口焊缝(groove welds)。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊6mm,埋弧焊10mm)时,可用直边缝。
对于一般厚度的焊件可采用具有斜坡口的单边V形或V形焊缝。
斜坡口和根部间隙c共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p有托住熔化金属的作用。
对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口(图 3.2.1)。
对于V形缝和U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《手工电弧焊焊接接头的基本形式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求进行。
在对接焊缝的拼接处,当焊件的宽度不同或厚度相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(3.2.2),以使截面过渡和缓,减小应力集中。
在焊缝的起灭弧处,常会出现弧坑等缺陷,这些缺陷对承载力影响极大,故焊接时一般应设置引弧板和引出板(图3.2.3),焊后将它割除。
对受静力荷载的结构设置引弧(出)板有困难时,允许不设置引弧(出)板,此时,可令焊缝计算长度等于实际长度减2t(此处t为较薄焊件厚度)。
3.2.2对接焊缝的计算
对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质量的检验标准等因素有关。
如果焊缝中不存在任何缺陷,焊缝金属的强度是高于母材的。
全由于焊接技术问题,焊缝中可能有气孔、夹渣、咬边、未焊透等缺陷。
实验证明,焊接缺陷对受压、受剪的对接焊缝影响不大,故可认为受压、受剪的对接焊缝与母材强
度相等,但受拉的对接焊缝对缺陷甚为敏感。
当缺陷面积与焊件截面积之比超过5%时,对接焊缝的抗拉强度将明显下降。
由于三级检验的焊缝允许存在的缺陷较多,故其抗拉强度为母材强度的85%,而一、二级检验的焊缝的抗拉强度可认为与母材强度相等。
由于对接焊缝是焊件截面的组成部分,焊缝中的应力分布情况基本上与焊件原来的情况相同,故计算方法与构件的强度计算一样。
一、轴心受力的对接焊缝
在对接接头和T形接头中,垂直于轴心拉力或轴心压力N的对接焊缝(图3.2.4),其强度应按下式计算:
按施工及验收规范的规定,对接焊缝施焊时均应加引弧板,以避免焊缝两端的起落弧缺陷,这样,焊缝计算长度应取为实际长度。
但在某些特殊情况下,如T形接头,当加引弧板较为困难而未加时,则计算每条焊缝长度应减去2t。
因此,在一般加引弧板施焊的情况下,所有受压、受剪的对接焊缝以及受拉的一、二级焊缝,均与母材等强,不用计算,只有受拉的三级焊缝才需要进行计算。
当直焊缝不能满足强度要求时,可采用斜对接焊缝。
图3.2.5所示的轴心受拉斜焊缝,可按下列公式计算:
当斜焊缝倾角θ≤56.3°,即tgθ≤1.5时,可认为与母材等强,不用计算。
斜对接焊缝在20世纪50年代用得较多,由于消耗材料较多,施工也不方便,已逐渐摒弃不用,而代之以直对接焊缝。
直缝一般加引弧板施焊,若抗拉强度不满足要求,可采用二级检验标准,或将接头位置挪至内力较小处。
[例题3-1]试验算图3.2.6所示钢板的对接焊缝的强度。
图中a=540mm,t=22mm,轴心力的设计值为N=2500kN。
钢材为Q235-B,手工焊,焊条为E43型,三级检验标准的焊缝,施焊时加引弧板。
二、承受弯矩和剪力联合作用的对接焊缝
图3.2.7(a)所示对接接头受弯矩和剪力的联合作用,由于焊缝截面是矩形,正应力与剪应力图形分别为三角形与抛物线形,其最大值应分别满足下列强度条件。
图3.2.7(b)所示是工字形截面梁的接头,采用对接焊缝,除应分别验算最大正应力和剪应力外,对于同时受有较大正应力和较大剪应力处,例如腹板与翼缘的交接点处,还应按下式验算折算应力:
三、承受轴心力,弯矩和剪力联合作用的对接焊缝
当轴心力与弯矩、剪力联合作用时,轴心力和弯矩在焊缝中引起的正应力应进行叠加,剪应力仍按试(3.2.5)验算,折算应力仍按试(3.2.6)验算。
除考虑焊缝长度是否减少,焊缝强度要否折减外,对接焊缝的计算方法与母材的强度计算完全相同。
相关知识点
返回。