塑料模具结构与原理
- 格式:doc
- 大小:1.50 MB
- 文档页数:32
1):浇注系统。
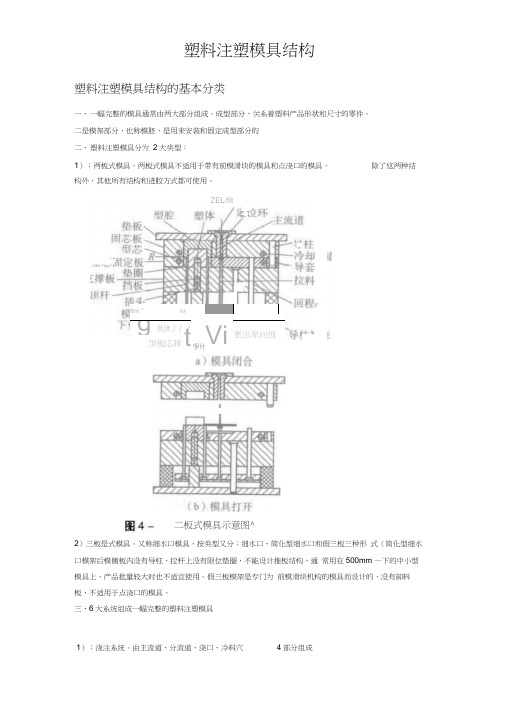
由主流道、分流道、浇口、冷料穴 4部分组成塑料注塑模具结构的基本分类一、 一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
二是模架部分,也称模胚,是用来安装和固定成型部分的二、 塑料注塑模具分为 2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形 式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通 常用在500mm —下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为 前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具Itm ”nrg 板#丿/ /顶板応挥t r ill iJ yi i ] Vi 纟紧更出卑向创二板式模具示意图^ZEL/fit11 E TF T2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。

塑料模具构造与原理塑料在此刻这个社会无处不见,它在人们的生活中成了不行缺乏的角色。
自然塑料模具的市场和远景相同是无可限量的!下边是我从事塑料模具的工作经验之谈,希望你能意会一二。
在下边的介绍中,我都是用最平常易懂的讲法来解说。
我们一同来认识塑料模具吧!模具构造 --- 实例解析 ---- 设计程序 ----- 模架 (塑料模具 )这一部分我们主要解说塑料模具的通用构造和模具的构成以及设计时的重点。
一模具构造上边是模具架的三视图和立体图 .定模座板 (面板 ):上夹板,面板等。
它的作用是将前模固定在上边。
流道板(水口板):刮板,水口板等。
它的作用就是在开模时把流道中的料去除。
定模固定板: A 板等。
它的主要作用是和 B 板一同成型产品。
推板:脱料板等。
它的主要作用是在开模时将产品从模具中脱出。
动模固定板: B 板等。
它的主要作用是和 A 板一同成型产品。
垫板:它的作用是增强 A 板的强度和固定 A 板上的一些部件。
垫块:模脚,方铁等。
它的作用是让顶板有足够的活动空间。
顶板:它的主要作用是固定顶针并在开模时经过注射机的顶杆推进顶针。
动模座板:下夹板,底板等。
它的主要作用是将后模固定在上边。
导柱和导套:它们的主要作用是起导向作用,使前后模能够顺利达成全部的动作。
顶针:它的主要作用是在开模时将产品从推出。
塑料模具究竟是如何工作的呢?我们先看下边的图片。
模具动作表示图注射机经过绿色部分(喷嘴)箭头 1 的方向向模具注射塑料。
于是红色部分就充满了塑料,也就是成了产品的样子。
(红色部分在注射机没有注射塑料以前是空的,也就是模具的型腔)。
图中红色部分就是我们常说的产品。
当经过注射,加压,保压,冷却后,模具沿着箭头 2 和 3 分开,当分到必定距离时,蓝色部分(推杆)沿箭头 4 的方向,将塑料产品顶出模具型腔。
这就是塑料模具的基本工作原理。
用一句话讲就是将加热成流动的塑料注入我们做好的模具中,让塑料变为我们所要求的形状,并把它从模具中拿出的过程。


塑料模具的定位设计原理塑料模具是在塑料制品生产过程中必不可少的工具。
它通过固化塑料,使其具有所需的形状和尺寸。
塑料模具的定位设计是确保模具能够准确而稳定地定位于加工设备上的关键,下面我将详细介绍塑料模具的定位设计原理。
塑料模具的定位设计主要包括基准面、定位凸台、定位孔和定位销等。
首先,基准面是模具的基础,能够提供相关定位元件的装配位置和准确度。
定位凸台是模具的一种固定定位元件,通常是通过在模具上加工凸台部位,来实现模具的准确定位。
其中,定位凸台可以有多个,以提高定位的稳定性和精度。
其次,定位孔是一种通过加工孔位的方式来实现模具的定位。
模具上的定位孔与设备上的定位销相配合,通过定位销将模具固定在设备上。
定位孔通常位于模具的支撑面上,以增加定位的可靠性。
而定位销是通过在设备上加工凸台或凸柱,在模具上加工定位孔,使得定位销可以精确插入定位孔中,从而实现模具的准确定位。
定位销需要具备一定的精度,以保证模具的定位精度。
此外,还有一种常见的定位方式是通过垫片来实现。
垫片可以在模具和设备之间进行填充,以提高定位的准确度。
垫片一般由硬质材料制成,以确保其具有一定的稳定性和耐磨性。
塑料模具的定位设计原理是在加工设备上设置定位元件,通过定位元件与设备上的配合孔或凸台相互嵌合,实现模具的准确定位。
定位元件通常会有一定的凸起或凹陷部位,以提高定位的稳定性。
定位元件在安装和调整过程中,通常会保持一定的压紧力,以确保模具的固定性和稳定性。
塑料模具的定位设计需要考虑以下几个方面。
首先,应根据模具的尺寸和形状选择合适的定位元件。
定位元件的凸台或凸柱部位应尽量保持平整和光洁,以减少定位误差。
其次,在模具的定位面上加工定位孔时,应控制孔径和孔深,以确保定位销能够准确插入定位孔中。
此外,定位面和定位孔的加工精度也需要严格控制,以保持模具的定位精度。
总结而言,塑料模具的定位设计原理是通过安装合适的定位元件和加工相关的定位孔,使得模具能够准确而稳定地定位于加工设备上。

塑料模具结构与原理塑料模具是一种常用的生产工具,广泛应用于塑料制品的生产中。
它是一种精密的工具,需要具有高精度和高可靠性。
塑料模具的结构和原理对其性能和使用效果有着至关重要的影响。
本文将从塑料模具结构和原理方面进行探讨。
一、塑料模具的结构塑料模具通常由上下两部分组成,每部分也被称为模具板。
它们通过导柱和螺栓固定在一起。
上模具板通常固定在压铸机的移动板上,下模具板则固定在固定板上。
当压铸机的移动板向下移动时,上模具板将会向下移动,直接和下模具板相接触。
通过这种方式可以固定模具腔口和模具插件。
模具结构的设计主要包括支撑系统、定位系统和排气系统。
1. 支撑系统支撑系统通常由模具座、插销和导柱组成。
模具座安装在机器上,插销用于固定模具板。
导柱是用于保证两个模具板的高度,确保塑料制品的精度和质量。
2. 定位系统定位系统包括模具腔口和开关系统。
有了定位系统,塑料模具在生产过程中可以达到精准定位,从而保证塑料制品的精度和质量。
3. 排气系统排气系统用于从模具中排出空气,防止空气地堡在模具中,导致塑料制品出现缺陷。
排气系统主要包括排气通道和排气孔。
排气孔位于模具的穴口,排气通道连接排气孔和模具的侧面。
二、塑料模具的原理塑料模具原理是指在塑料制品的生产过程中,塑料在模具中加热、熔化和注入模具腔中,然后使其冷却固化,最终制成塑料制品。
其中包括三个主要的工艺过程:注射过程、冷却过程和脱模过程。
1. 注射过程注射过程是指将塑料颗粒或粉末放入料斗中,然后通过双螺杆把塑料加热熔化并注入模具中。
注入模具的过程中,需要保证塑料的温度和压力,使得塑料能够完整地填满整个模具腔。
注射过程需要保证快速、深入和均匀,这样才能够保证塑料制品的精度和质量。
2. 冷却过程冷却过程是指在注射完塑料后,让模具中的塑料制品快速冷却和固化。
冷却过程是非常关键的一步,因为它直接关系到塑料制品的品质和性能。
冷却过程应保持恒定的温度,同时通过冷水循环或其他方式加速冷却,以保证塑料制品完全固化。

注塑模具原理及结构知识讲解注塑模具是一种常用的工业模具,广泛应用于塑料制品的生产过程中。
它的原理和结构对于理解和操作注塑工艺具有重要意义。
下面将详细介绍注塑模具的原理和结构知识。
一、注塑模具的原理:注塑模具的原理是通过将已熔化的塑料注入模具的腔室中,让塑料在模具中冷却成型,最终取出成品。
具体步骤包括:1.装模:将模具放入注塑机的模具固定板上。
2.注塑:将塑料颗粒加热融化,通过注塑机的射嘴注入到模具的腔室中。
3.冷却:在模具中冷却一定时间,让塑料逐渐凝固。
4.脱模:打开模具,将冷却成型的塑料制品取出。
注塑模具的原理是利用塑料的可塑性和流动性,在模具中通过加热和冷却过程,使塑料形成所需的形状和结构。
二、注塑模具的结构:注塑模具的结构主要由以下几个部分组成:1.模具座:模具座是注塑模具的基础部分,用于固定模具并与注塑机连接。
2.模具芯:模具芯用于成品的内部形状,它的结构一般比较复杂,需要通过动模使其与模具腔配合。
3.模具腔:模具腔用于成品的外部形状,它与模具芯配合,形成成品的空腔。
4.导柱和导套:导柱和导套用于确保模具的定位和活动。
导柱固定在模具座上,而导套则位于模具芯和模具腔的连接处。
5.冷却系统:冷却系统用于控制模具中塑料的冷却过程。
一般采用水冷却,通过在模具中设置冷却通道,将冷却水流经过,使模具中的塑料快速冷却凝固。
6.顶针和顶板:顶针和顶板用于顶出成品。
顶针直接接触模具腔内的塑料,在成型结束后,通过顶板将成品从模具中取出。
7.喷嘴:喷嘴负责塑料的加热和注射。
它连接注塑机的射嘴,将已熔化的塑料注入模具中。
8.排气系统:排气系统用于排出注入模具中的空气。
在注塑过程中,空气可能被困在塑料中,通过排气系统可以将空气排出,避免空气对成品的影响。
以上就是注塑模具的原理及结构知识的讲解。
注塑模具是塑料制品生产中不可或缺的工具,掌握其原理和结构对于理解和应用注塑工艺具有重要作用。
注塑模具的结构复杂,需要经验丰富的工程师进行设计和制造,并在使用过程中进行维护和保养,以确保其正常运行和寿命。
两板式注塑模具工作原理两板式注塑模具是注塑成型中常用的一种模具类型,它通过两个平行移动的模板来完成注塑过程。
在进行注塑成型时,两板式注塑模具会分为全关闭状态和全开放状态,两者之间的变化使得塑料材料得以充满模腔,然后冷却并成型。
下面我们来详细介绍一下两板式注塑模具的工作原理。
一、两板式注塑模具的结构1. 模具结构两板式注塑模具通常由模板、导柱、导套、压模板、模腔和顶出机构等部分组成。
模板上通常会有模腔和流道,模腔是产品的形状空腔,而流道则是用于塑料材料进入模腔的通道。
导柱和导套安装在模具的结构上,保证模板能够沿着一定的轨道做平行的运动。
2. 顶出机构在两板式注塑模具中,顶出机构用于将成型好的产品从模腔中顶出。
顶出机构一般由顶出杆和顶出板构成,当模具完全开启后,顶出板会受到顶出弹簧的作用,将产品顶出模腔。
3. 开合机构两板式注塑模具的开合机构一般由开合导柱和开合面构成,当模具开合时,这些部分会起到导向和连接作用,确保模具能够正确地关闭和打开。
二、注塑成型过程1. 全闭状态在注塑成型开始时,两板式注塑模具处于全闭状态。
这时,模板之间的间隙几乎为零,模腔和流道完全封闭。
塑料颗粒通过加热后软化成为熔融状态,然后被喷射进入封闭的模腔和流道中。
2. 注射在模具全闭后,注塑机的螺杆开始旋转,将熔融状态的塑料挤压进入模腔和流道。
此时的压力会把模腔内的空气排走,使得塑料完全充满模腔,并填充每一个细小的角落。
3. 冷却注塑模具在模腔内充满塑料后,开始冷却过程。
冷却水或其他冷却介质通过流道流过模腔四周,将热量带走,使得塑料逐渐凝固变硬。
4. 开模当塑料完全凝固后,模具开始打开。
此时,模板之间的间隙逐渐增大,模腔中的成型品可以被顶出机构顶出。
成型好的产品随之脱模。
5. 循环成型好的产品被顶出后,模具再次关闭,进行下一轮的注塑成型。
三、工作原理总结两板式注塑模具的工作原理就是通过模板的开合运动,实现模腔内塑料的充填、冷却和产品脱模。
塑料模具结构与原理塑料在当今这个社会无处不见,它在人们的生活中成了不可缺少的角色。
当然塑料模具的市场和前景同样是无可限量的!下面是我从事塑料模具的工作经验之谈,希望你能领悟一二。
在下面的介绍中,我都是用最通俗易懂的讲法来解释。
我们一起来了解塑料模具吧!模具结构---实例剖析----设计程序-----模架(塑料模具)这一部分我们主要讲解塑料模具的通用结构和模具的构成以及设计时的要点。
一模具结构上面是模具架的三视图和立体图.定模座板(面板):上夹板,面板等。
它的作用是将前模固定在上面。
流道板(水口板):刮板,水口板等。
它的作用就是在开模时把流道中的料去除。
定模固定板:A板等。
它的主要作用是和B板一起成型产品。
推板:脱料板等。
它的主要作用是在开模时将产品从模具中脱出。
动模固定板:B板等。
它的主要作用是和A板一起成型产品。
垫板:它的作用是加强A板的强度和固定A板上的一些零件。
垫块:模脚,方铁等。
它的作用是让顶板有足够的活动空间。
顶板:它的主要作用是固定顶针并在开模时通过注射机的顶杆推动顶针。
动模座板:下夹板,底板等。
它的主要作用是将后模固定在上面。
导柱和导套:它们的主要作用是起导向作用,使前后模可以顺利完成所有的动作。
顶针:它的主要作用是在开模时将产品从推出。
塑料模具到底是怎样工作的呢?我们先看下面的图片。
模具动作示意图注射机通过绿色部分(喷嘴)箭头1的方向向模具注射塑料。
于是红色部分就充满了塑料,也就是成了产品的样子。
(红色部分在注射机没有注射塑料之前是空的,也就是模具的型腔)。
图中红色部分就是我们常说的产品。
当经过注射,加压,保压,冷却后,模具沿着箭头2和3分开,当分到一定距离时,蓝色部分(推杆)沿箭头4的方向,将塑料产品顶出模具型腔。
这就是塑料模具的基本工作原理。
用一句话讲就是将加热成流动的塑料注入我们做好的模具中,让塑料变成我们所要求的形状,并把它从模具中取出的过程。
注塑机进胶过程这是塑料模具的另一个分支,也是必须知道的.对设计模具特别是对模具的装夹工作很有好处.注塑机进胶过程如下图料从料斗中向注塑机内部流动,这些料在注塑前有的要烘,就是去水份;有的不用烘.流到注塑机内部后经过注塑机螺杆把料压向模具内部,同时料也被分段加热到流动状态.料进入模具后进行保压,冷却,顶出,完成整个动作过程.二. 实例剖析模具常见结构形式此图是上下模仁合在一起的样子。
此图是上模具仁的平面图。
此图是模具的行位零件。
此图是模具的主型芯。
这是前模插穿零件ﻩ以上的图片是塑料模具中的常见的,也是最为重要的5种结构。
下面我们来逐一说明模具中常用的专业术语和名词。
当一个模具工作人员接到一个新的产品时,他会拿着这个产品,左右翻看,仔细的研究每一个部位,有的重要部位会研究半天。
这是为什么?首先当我们为一个新的产品做模具时,我们考虑的步骤是,分型面,采用什么结构成型,浇口形式和位置,型腔数量,脱模方式,冷却方式,排气等。
其实模具结构通俗的讲就是说,我们要做产品是什么样子,我们做一副可以做出这个产品的模具。
在做这样一副模具时,产品表面如有一个坑,这时我们有可能采取行位或碰穿。
这时的行位和碰穿就是模具上常讲的模具结构。
说穿了,就是采用什么样的方式来做出产品的这个形状。
现在我们以上面所示的图形(一个圆柱在中间挖去一个圆柱坑,在底面的边沿倒圆角)来讲解模具常用的名词。
分型面分型面就是前后模的分界面。
一个模具为什么会有前后两部分?因为这样才能将我们做好的产品从模具中取出来。
上面这个图形就前模和后模所成型的圆柱体。
点击看图这个图形是前一个的实体图,分型面就最上面的那个零件的底面或最下面那个零件的上表面。
分型面就是当前模和后模分开时,产品可以顺利从模具中脱出的那个面,所以模具的分型面一定是产品投影面最大的那个地方。
下面这个图片可以更清楚的看到前模和后模,以及产品。
点击看图浇口形式和位置浇口就是指塑料通过流道进入型腔的那小部分。
它的形式和位置对产品的影响非常大上图所示在产品的上部有一个带斜度的圆柱形,那就是模具上常讲的主流道,是塑料进入型腔必经之地。
上图是单腔,如果是多腔,还有分流道和各种浇口。
在下图你可以看到主流道中的塑料在开模后和产品长在一起,所以在开模后,还要另外去除主流道塑料。
型腔数量型腔就是在模具中成形产品的空隙。
型腔数量也就是在一模具上做几个同样的产品。
换句话讲就是这副模具一次可以做出几个同样的产品。
如上图所示,这是一个单腔模具,图中没有剖面线的那部分是主流道和型腔。
如果是多个型腔的话,是由主流到分流道到各个型腔的浇口到型腔。
脱模方式当塑料注入型腔后,在型腔中冷却之后,我们采用什么办法将它从模具中取出来,这就脱模方式。
常用的脱模方式有顶针顶出,推板推出,套筒顶出,成型块顶出,斜导柱,斜弹,斜顶,等等。
如下图所示产品是用三根顶针顶出的。
顶针顶出是最常用,最经济的一种顶出方式。
下图是上图的实体显示。
冷却方式当塑料注入型腔后,温度比较高,我们想将它从模具中取出来,但靠自然冷却是不够的,这时我们需要人工强制冷却,这样才能提高生产率。
你所采用的冷却方法就是冷却方式。
常用的冷却方式有水冷和冷却塔。
也就是在组成模具型腔的零件上的合适的位置开上孔,在里面通入水即可。
模具所需的冷却温度通过调节水的温度来控制。
排气当流动的高温塑料进入模具型腔后,型腔内部的空气会产生相反的力量,这时如果不做好排气工作,会在产品中产生气泡,烧黑等不良现象。
常用的排气方法是开排气槽,或在顶针位(插穿位,行位等地方)留合适的间隙.下面介绍的是模具结构:一般的模具结构(整体和镶拼)一般结构是指不需要特别的形式就可以把产品做出来的。
如下图所示。
一般结构适用于那些产品形状比较简单的产品。
碰穿当产品的表面孔,这时我们有会采用碰穿这种结构。
如下图所示。
我们在这里采用的是后模碰前模。
图中没有剖面线的那部分就是塑料填充的地方。
当塑料填充后,就在产品的中间产生了一个圆孔。
在下面的实体图中可以更清楚的看到这些。
插穿(擦穿)这种结构在观念上和碰穿的区分是它多在产品的边缘。
如下图所示。
当产品有这个形状时我们就要采取插穿。
插穿零件也就是一个可以和前后模合起来形成产品所要的形状的那个零件。
在下面两幅图中你会明白的。
下面这个图是插穿的剖面图。
枕位从名字上看我们就知道它一定象枕头一样,是的它和枕头的作用是一样的。
如下图所示。
枕位一般都做在后模,并且是在分型面上的。
如下图所示就用枕位。
上图是模具的枕位实体图形。
下图是枕位的剖面图形柱位当一个产品有较长的圆柱时,我们就采用这种柱位的结构。
如下图所示上图这个零件中间的柱子,在做模具时我们称之为柱位上图是柱位的实体图。
下图是柱位的剖面图。
行位行位打个形象的比喻,在一堵墙上挖了一个洞,这时我们做一个东西和这个洞一样大小把它填起来,这种方式就是行位。
书面上讲是既不能用碰穿,也不能用插穿,更不能枕位的结构叫行位。
下图是行位的实体图。
骨位骨位就是指在一个产品需要加强强度的地方做一条筋。
如下图所示的零件。
上面这个图是骨位的模具图形。
下图是骨位的剖面图。
仔口仔口多指盖子一类的。
如下图所示的两个零件的配合就是仔口。
下面这个图是仔口的剖面图。
三.设计模具的基本流程设计模具的基本流程:第一,先将产品图仔细的研究透(产品的收缩率,用什么样的结构,模胚的形式,脱模形式,各零件的材料和加工方法等)。
这一步很重要,如果上面这些你没在这一步搞清楚,后面你的麻烦多多。
切记!搞设计不是走一步说一步的。
第二,将产品图镜像。
(因为模具的前模是成型产品的外表面,后模是成型产品的内表面的。
)第三,将零件图,设置收缩率,并做标记1*收缩率。
第四,画模具的排位图。
(一模出几个产品,模仁大小,顶出方法等。
)第五画模具的整体结构图。
(产品的进胶方式,顶出方式,模具的主要尺寸等)第六,然后将组成模具的每一个零件用图纸表达清楚。
四.模具的整体系统分析在这一节我们将从简单的结构到复杂的结构,逐步讲解模具设计的整体思路。
在这里你会领略到模具世界的博大和精细!现在我们将按上图所示的变化来逐步分析随着产品的变化,模具是如何进行调整的。
上图先是一个带斜度的圆柱体,变成了底部有圆角,再变成边上切口,再变成顶部开通孔,最后变成带一个手柄的产品。
下面我们来用图片来看一下。
上图是一个型芯和产品还有三根顶针。
这是开模进胶的样子。
这是模仁的样子。
这是开模的样子。
整个产品的变化就是这样子的,自己好好研究一下这是模架的样子,模仁装在这个里面这是一个产品的分型面。
这是一个带浇口料和流道料的产品。
这是一个产品的模仁图。
这是模仁的透视图。
这是开模时的样子。
这是一个产品的模仁图。
这是开模的样子。