(完整版)塑胶模具顶出系统
- 格式:ppt
- 大小:4.30 MB
- 文档页数:29
1顶针、扁顶针顶出
1.2 顶针位的布置原因
合理布置不合理布置
1—镶件2—扁顶针尖、薄钢
碰前模面
1—前模 2—顶针 3—后模
(5)防止尖钢、薄钢,特别是顶针顶面不可碰触前模面。
如上右图
1.3.顶针选用原因
1.4 顶针、扁顶针配合间隙
1.5顶针固定
固定顶针一般是在面针板加工台阶固定,为防止顶针转动,常用方式有两种:一种顶
回针
推板
边钉
垫块
台阶(猪嘴形)柱位
推板型芯
推板型芯
固定板
配合锥面
型芯产生过切
线切割
加工线
型芯锥面采用线切割加工时,注意线切割和型芯顶部应有的间隙,如图
延迟顶出
在一些模具中,某些顶针需要延迟顶出,以到达较理想的顶出效果。
如下列图所示,由于潜水浇口离塑件边很近,假设采用同步顶出,潜水浇口弹出时有可能会弹伤塑件,因此,顶针
用延迟顶出。
在顶出初始阶段,顶针3 并不动,当顶出行程到达
7,再推动顶针3 开场顶出流道,从而防止了浇口弹伤塑件的现象。
图中
程,顶针3 的顶出行程为H-S,其中S 的大小取决于潜水浇口的形状及其和塑件的远近程度等。
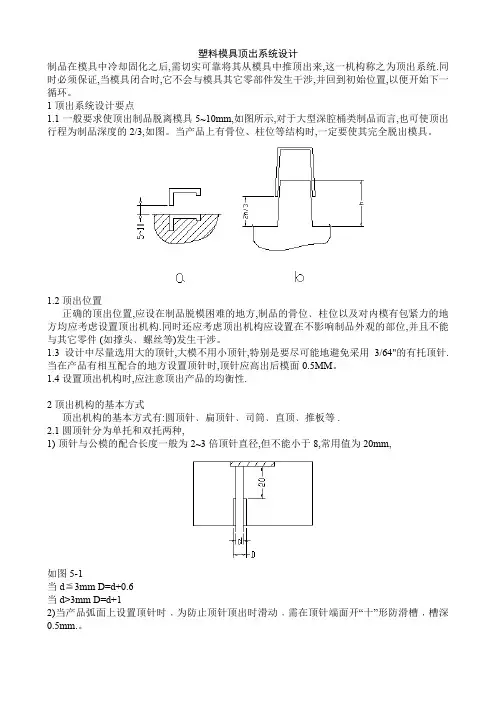
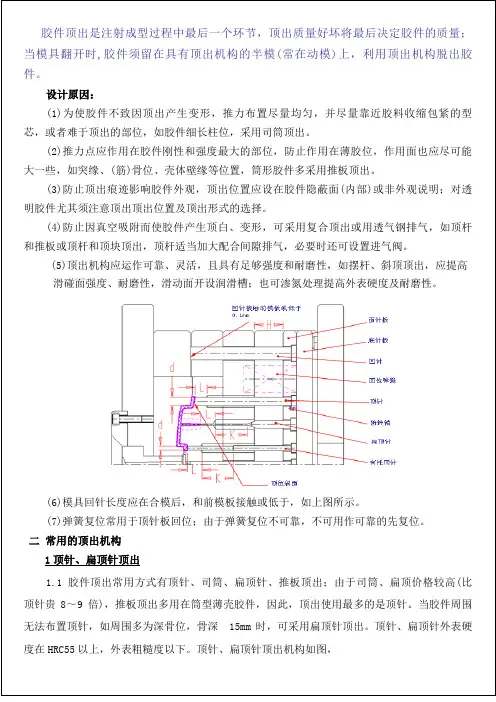
塑料模具顶出系统设计制品在模具中冷却固化之后,需切实可靠将其从模具中推顶出来,这一机构称之为顶出系统.同时必须保证,当模具闭合时,它不会与模具其它零部件发生干涉,并回到初始位置,以便开始下一循环。
1 顶出系统设计要点1.1一般要求使顶出制品脱离模具5~10mm,如图所示,对于大型深腔桶类制品而言,也可使顶出行程为制品深度的2/3,如图。
当产品上有骨位、柱位等结构时,一定要使其完全脱出模具。
1.2 顶出位置正确的顶出位置,应设在制品脱模困难的地方,制品的骨位﹑柱位以及对内模有包紧力的地方均应考虑设置顶出机构.同时还应考虑顶出机构应设置在不影响制品外观的部位,并且不能与其它零件 (如撑头﹑螺丝等)发生干涉。
1.3设计中尽量选用大的顶针,大模不用小顶针,特别是要尽可能地避免采用3/64"的有托顶针.当在产品有相互配合的地方设置顶针时,顶针应高出后模面0.5MM。
1.4设置顶出机构时,应注意顶出产品的均衡性.2 顶出机构的基本方式顶出机构的基本方式有:圆顶针﹑扁顶针﹑司筒﹑直顶﹑推板等 .2.1圆顶针分为单托和双托两种,1) 顶针与公模的配合长度一般为2~3倍顶针直径,但不能小于8,常用值为20mm,如图5-1当d≦3mm D=d+0.6当d>3mm D=d+12)当产品弧面上设置顶针时﹐为防止顶针顶出时滑动﹐需在顶针端面开“十”形防滑槽﹐槽深0.5mm.。
3)顶针与周边零件的位置关系。
顶针边与骨位﹑镶件的最小距离为2.0mm,与产品边﹑水道最小距离为3.0mm。
.4)当产品中柱位孔为前模碰穿方式,其下放置顶针时,处理方式如图:5)顶针的管位.当顶针位于圆弧面或者当顶针和司筒受胶位方向限制时,往往要设置管位装置,管位方式有下列三种:见图,其中图a为设置管位钉,较常用;图b为加一管位块;图c为将顶针头部加工为直边,此方式较常用于大顶针的场合。
6)镜类产品不允许产品上有顶出痕迹,常采用垃圾钉顶出,产品有扣时,顶针边距产品边2mm,无扣时为3mm,如图:7)有时,将顶针顶端加工成”z”形头,达到制品留后模的目的,此时应保证,使”z”形头方向一致。
塑胶模具顶出系统一、顶出系统的作用塑胶模具顶出系统它主要就是顶出在注塑过程中已成形的塑胶产品。
完成较完美的自动化生产,构成循环生产中不可缺少的重要组成部分。
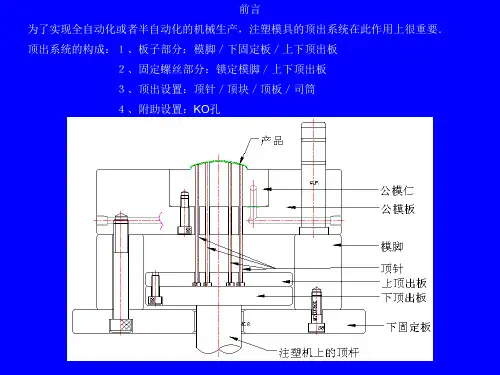
二、顶出系统的构成它的构成要用语言来概括比较难,但与其相关联的零件可以看成是其中的一部分。
则,一般的顶出系统它可以由顶针(也可以有顶出块、顶出板),回位销,上下顶出板,模脚,下固定板等构成。
三、顶出系统的样式现在运用的塑胶模具当中,顶出系统一般有三种样式。
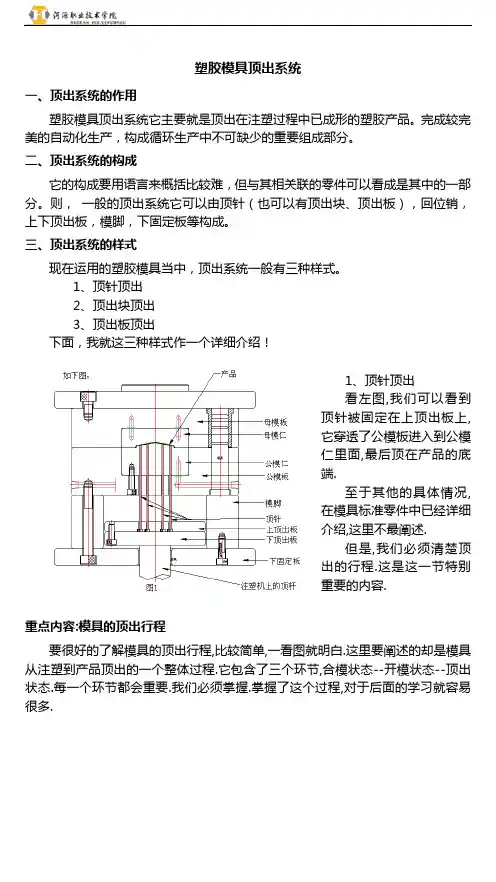
1、顶针顶出2、顶出块顶出3、顶出板顶出下面,我就这三种样式作一个详细介绍!1、顶针顶出看左图,我们可以看到顶针被固定在上顶出板上,它穿透了公模板进入到公模仁里面,最后顶在产品的底端.至于其他的具体情况,在模具标准零件中已经详细介绍,这里不最阐述.但是,我们必须清楚顶出的行程.这是这一节特别重要的内容.重点内容:模具的顶出行程要很好的了解模具的顶出行程,比较简单,一看图就明白.这里要阐述的却是模具从注塑到产品顶出的一个整体过程.它包含了三个环节,合模状态--开模状态--顶出状态.每一个环节都会重要.我们必须掌握.掌握了这个过程,对于后面的学习就容易很多.下面介绍这三个环节:A、合模状态:把模具安装在注塑机上,注塑机给模具进行注塑到把模具打开之前的这种状态.我们可以把它叫为合模状态.如右下图.这个里面就又包括了以下内容:(1)、模具的安装(2)、注塑机(3)、注塑机对模具的填充在这里,我们需介绍的是几个关键术语。
固定侧:有时也叫A侧,可以这么说,与上固定板有关联的零件,我们统称为固定侧。
可动侧:有时也叫B 侧,它则是与下固定板有关联的零件统称为可动侧。
当模具安装在注塑机上的时候,固定模具上下固定板的夹具在注塑机的作用下,可以使得下固定板运动,而上固定板不动,所以就有了模具的固定侧与可动侧的说法。
在有的公司还有定模和动模的说法。
B、开模状态当注塑机把模具的型腔填充完毕之后,注塑机上的固定下固定板的夹具有了一个向下运动的趋势(如图3),开如进入开模状态,在夹具的作用下,下固定板会向下运动。
注塑模具设计:第三章:顶出系统第三章顶出系统也就是制品的脱模装置,当制品在模具中成型后,要由特定的方式切实牢靠地将其从模具的一侧中推顶出来,在这个过程中不能是制品产生变形,而达不到成型要求,“白化”及咔滞现象。
这种特别的装置即是顶出系统。
除此之外该装置还必需能够在模具闭合时,保证不会与模具其他零部件发生干预地回复到顶出前的初始位置,以便进展重复不断的成型加工。
在设计顶出系统时,模具设计者首先需要确定制品的留模形式,顶出系统必需建立在所滞留的模具局部中,通常,由于注塑机的顶出系统是设计在动模板一侧,因此绝大多数模具的顶出系统时安装在动模中的为提高效率,缩短周期和实现自动化,不仅需要顺当脱模,而且浇道中点的塑料也必需要有特定的脱模方式。
顶出系统的要求就是在规定的时间内将制品不变形且准确的进展脱模。
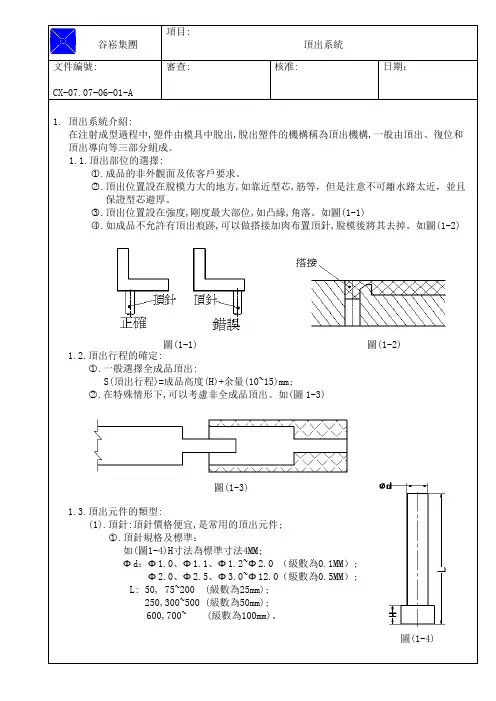
考虑因素〔一〕顶出行程,一般规定被顶出的制品脱离模具5~10mm,一些简洁且脱模斜度较大的筒形制品,可使行程为制品深度的2/3。
不要太长,由于顶杆很细,行程长,简洁损坏顶杆。
〔二〕复位杆〔回程杆〕顶出系统中必需设置复位杆帮助顶杆回位。
顶出过程中,顶杆垫板承受很大的顶出压力,强度和刚度缺乏时,易弯曲变形影响顶杆运动,留意螺丝联接〔需从垫板向固定板拧入〕避开发生扳手空间缺乏的困难。
〔三〕顶杆顶端与型芯〔或型腔〕平面的关系理论上应处于同一平面,为模具制造与装配简便,实际中大多顶杆的端面超过或降低型芯〔或型腔〕平面 0.05~0.1mm,与设计者协商,取得制品内外表有凸台与凹坑的允许〔四〕顶杆的外形与尺寸选择除非制品外形限定必需使用其它外形的顶杆外,一般选用圆柱形,且避开承受直径小于 3mm 的瘦长顶杆。
增加顶出面积的方法〔五〕支撑由于顶杆固定板和垫板尺寸较大,使动模垫板之间的跨度加大,在较高的注射压力下,动模垫板可能玩去变形,导致顶杆运动不畅或卡死,除了用增加动模垫板的厚度来增加其刚度外,还可在动模固定板与垫板之间设置支撑柱。
注塑模具顶出系统设计产品完成一个成形周期后开模,产品会包裹在模具的一边,必须将其从模具上取下来。
此工作必须由顶出系统来完成,它是整套模具结构中重要组成部分。
一般由顶出、复位和顶出导向等三部分组成。
1、顶出系统的设计原则顶出系统形式多种多样,它与产品的形状、结构和塑料性能有关,一般有顶杆、顶管、推板、顶出块、气压复合式顶出等。
图8.1 顶出系统结构图顶出系统的结构图,如图8.1。
其设计原则如下:①选择分模面时尽量使产品留在有脱模机构的一边。
②顶出力和位置平衡确保产品不变形、不顶破。
③顶针须设在不影响产品外观和功能处。
④尽量使用标准件安全可靠有利于制造和更换。
⑤顶出位置应设置在阻力大处,不可离镶件或型芯太近。
对于箱形类等深腔模具,侧面阻力最大,应采用顶面和侧面同时顶出方式以免产品变形顶破。
⑥当有细而深的加强筋时一般在其底部设置顶杆。
⑦在产品进胶口处,避免设置顶针以免破裂。
⑧对于薄肉产品,在分流道上设置顶针,即可将产品带出。
⑨顶针与顶针孔配合一般为间隙配合,如太松易产生毛边,太紧易造成卡死。
为利于加工和装配、减少摩擦面,一般在动模上预留10~15mm 的配合长度,其余部分扩孔0.5~1.0mm, 形成逃孔。
⑩为防止顶针在生产时转动,须将其固定在顶针板上,其形式多种多样,须根据顶针大小、形状、位置来具体确定。
2、顶出类型的选用原则注塑模结构中,顶出机构设计的好坏直接影响到塑料成品的质量,如果设计得不好,塑件会产生一系列缺陷,如:塑件的翘曲变形、裂纹和顶白现象等。
顶出类型的确定是顶出设计中最为重要的一个环节,根据顶出力和脱模阻力来进行顶杆类型、数量和顶出位置的优化设计。
(1) 顶杆顶杆是顶出机构中最简单最常见的一种形式。
因其制造加工和修配方便,顶出效果好,在生产中应用最广泛。
但圆形顶出面积相对较小,易产生应力集中,顶穿产品,产品变形等不良。
在脱模斜度小、阻力大等管形箱形产品中,尽量避免使用。
当顶杆较细长时,一般设置成台阶形的顶针以加强刚度,避免弯曲和折断。