10 钎焊缺陷及其控制
- 格式:ppt
- 大小:150.00 KB
- 文档页数:14

史上最全!!常见焊接缺陷产生原因、危害及防止措施法律顾问:赵建英律师一、焊接缺陷的分类焊接缺陷可分为外部缺陷和内部缺陷两种1.外部缺陷1)外观形状和尺寸不符合要求;2)表面裂纹;3)表面气孔;4)咬边;5)凹陷;6)满溢;7)焊瘤;8)弧坑;9)电弧擦伤;10)明冷缩孔;11)烧穿;12)过烧。
2.内部缺陷1)焊接裂纹:a.冷裂纹;b.层状撕裂;c.热裂纹;d.再热裂纹。
2)气孔;3)夹渣;4)未焊透;5)未熔合;6)夹钨;7)夹珠。
二、各种焊接缺陷产生原因、危害及防止措施1、外表面形状和尺寸不符合要求表现:外表面形状高低不平,焊缝成形不良,焊波粗劣,焊缝宽度不均匀,焊缝余高过高或过低,角焊缝焊脚单边或下凹过大,母材错边,接头的变形和翘曲超过了产品的允许范围等。
危害:焊缝成形不美观,影响到焊材与母材的结合,削弱焊接接头的强度性能,使接头的应力产生偏向和不均匀分布,造成应力集中,影响焊接结构的安全使用。
产生原因:焊件坡口角度不对,装配间隙不匀,点固焊时未对正,焊接电流过大或过小,运条速度过快或过慢,焊条的角度选择不合适或改变不当,埋弧焊焊接工艺选择不正确等。
防止措施:选择合适的坡口角度,按标准要求点焊组装焊件,并保持间隙均匀,编制合理的焊接工艺流程,控制变形和翘曲,正确选用焊接电流,合适地掌握焊接速度,采用恰当的运条手法和角度,随时注意适应焊件的坡口变化,以保证焊缝外观成形均匀一致。
2、焊接裂纹表现:在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏形成的新界面所产生的缝隙,具有尖锐的缺口和大小的长宽比特征。
按形态可分为:纵向裂纹、横向裂纹、弧坑裂纹、焊趾裂纹、焊根裂纹、热影响区再热裂纹等。
危害:裂纹是所有的焊接缺陷里危害最严重的一种。
它的存在是导致焊接结构失效的最直接的因素,特别是在锅炉压力容器的焊接接头中,因为它的存在可能导致一场场灾难性的事故的发生,裂纹最大的一个特征是具有扩展性,在一定的工作条件下会不断的“生长”,直至断裂。
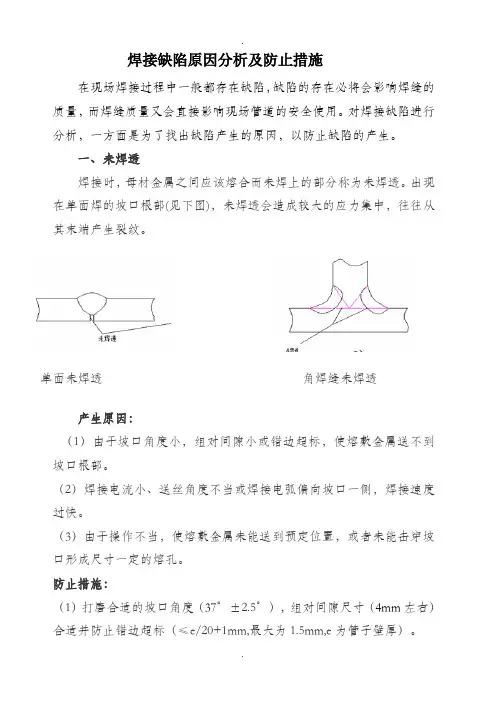
焊接缺陷原因分析及防止措施在现场焊接过程中一般都存在缺陷,缺陷的存在必将会影响焊缝的质量,而焊缝质量又会直接影响现场管道的安全使用。
对焊接缺陷进行分析,一方面是为了找出缺陷产生的原因,以防止缺陷的产生。
一、未焊透焊接时,母材金属之间应该熔合而未焊上的部分称为未焊透。
出现在单面焊的坡口根部(见下图),未焊透会造成较大的应力集中,往往从其末端产生裂纹。
单面未焊透角焊缝未焊透产生原因:(1)由于坡口角度小,组对间隙小或错边超标,使熔敷金属送不到坡口根部。
(2)焊接电流小、送丝角度不当或焊接电弧偏向坡口一侧,焊接速度过快。
(3)由于操作不当,使熔敷金属未能送到预定位置,或者未能击穿坡口形成尺寸一定的熔孔。
防止措施:(1)打磨合适的坡口角度(37°±2.5°),组对间隙尺寸(4mm左右)合适并防止错边超标(≤e/20+1mm,最大为1.5mm,e为管子壁厚)。
(2)选择合适的焊接电源,焊丝及氩弧焊把角度应适当。
(3)掌握正确的焊接操作方法,氩弧焊丝的送进应稳、准确、熟练地击穿尺寸适宜的熔孔,应把熔敷金属送至坡口根部。
二、未熔合这种缺陷常出现在坡口的侧壁、多层焊的层间及焊缝的根部(见下图)。
产生原因:(1)由于焊丝和氩弧焊把角度不当,电弧不能良好地加热坡口两侧母材金属,致坡口面母材母材金属未能充分熔化。
(2)在焊接时由于上侧坡口金属熔化后产生下坠,影响下侧坡口面金属的加热熔化,造成“冷接”。
(3)2GT位置操作时,在上、下坡口面击穿顺序不对,未能先击穿下坡口后击穿上坡口,或者在上、下坡口面上击穿熔孔位置未能错开一定的距离,使上坡口熔化金属下坠产生粘接,造成未熔合。
(4)氩弧焊时电弧两侧坡口的加热不均(线能量不同),或者坡口面存在污物等。
防止措施:(1)选择适宜的焊丝和氩弧把角度。
(2)操作时注意观察坡口两侧金属熔化情况,使之熔合良好。
(3)2GT位置操作时,掌握好上、下坡口面的击穿顺序和保持适宜的熔孔位置和尺寸大小,焊丝的送进应熟练地从熔孔上坡口拉到下坡口。


焊接缺陷及防止措施焊接是一种常见的连接金属材料的方法,但由于操作不当或材料质量不合格等原因,会出现焊接缺陷。
焊接缺陷会影响焊缝的强度和可靠性,甚至可能导致结构或设备的故障。
因此,了解焊接缺陷的种类及其防止措施,对于保证焊接质量和工件的安全具有重要意义。
常见的焊接缺陷包括:1.气孔:气孔是焊接过程中产生的气体聚集而形成的孔洞。
气孔会导致焊缝强度降低,易于产生裂纹。
防止气孔的措施包括使用合适的焊接电流和电焊材料,保证焊缝周围环境干燥和清洁,焊接前对材料进行充分预热等。
2.熔花:熔花是焊接过程中溢出的熔融金属。
熔花会导致焊缝表面不平整,增加氧化层的形成几率,从而降低焊缝的质量。
防止熔花的方法包括调整焊接电流和电压,控制焊接速度,使用合适的电焊材料等。
3.裂纹:裂纹是焊接过程中由于热应力或冷却过程中的变形而导致的断裂。
裂纹会明显降低焊缝的强度和可靠性。
为防止裂纹的产生,可以在焊接前对材料进行适当的预热和热处理,控制焊接过程中的热输入和温度梯度,以及进行合适的焊后热处理。
4.缩孔:缩孔是焊接过程中由于熔池冷却快速造成的孔洞。
缩孔会导致焊缝的密封性和强度下降。
为防止缩孔的产生,可以使用合适的焊接工艺参数,如焊接电流、电压和焊接速度,控制焊接过程中材料的预热温度和冷却速度,以及在焊接过程中进行适当的保护气体或熔敷金属。
5.错边:错边是焊接过程中由于材料对位不准确而产生的焊缝偏移。
错边会导致连接部位的强度和精度下降。
为避免错边,应进行合适的材料对位和夹持,控制焊接过程中的热输入和焊接速度,以及采用合适的焊接工艺。
针对以上不同类型的焊接缺陷,需采取相应的防止措施,如合理选择适用的材料、控制合适的焊接参数、确保焊缝周围环境条件良好等,以保证焊接质量。
此外,还应注意人员技术培训和操作规程的制定,提高焊接人员的技术能力和安全意识,从而减少人为因素对焊接缺陷产生的影响。
总之,焊接缺陷在焊接过程中是难免的,但通过合适的防止措施,可以降低焊接缺陷的发生概率,并提高焊接质量和工件的安全性。