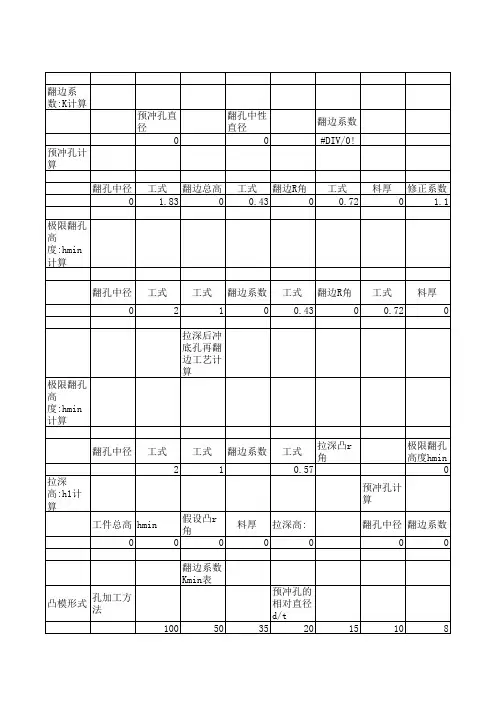
绝对实用的翻边孔计算程序
- 格式:xls
- 大小:84.00 KB
- 文档页数:4



外曲翻边的工艺参数计算外曲翻边是一种常用的工艺,用于制作圆形和椭圆形零件。
在进行外曲翻边时,需要根据具体的工件要求来设置相应的工艺参数。
下面就来详细介绍一下外曲翻边的工艺参数计算方法。
1. 管材直径的计算管材直径是指外曲翻边的起点,也就是铭牌的直径。
计算管材直径的公式为:D=2R+2t+δ;其中,D为管材直径,R为被翻边部位的半径,t为板厚,δ为补偿量。
在实际应用中,为了保证外曲翻边的精度,还要考虑到材料性质和加工设备的限制,进行适当的调整。
2. 外曲翻边的冲头选择外曲翻边需要选用特殊的冲头,通常有弯曲钳、球型钳、凸台钳等多种型号。
选择合适的冲头需要综合考虑工件的形状、尺寸和加工要求等因素。
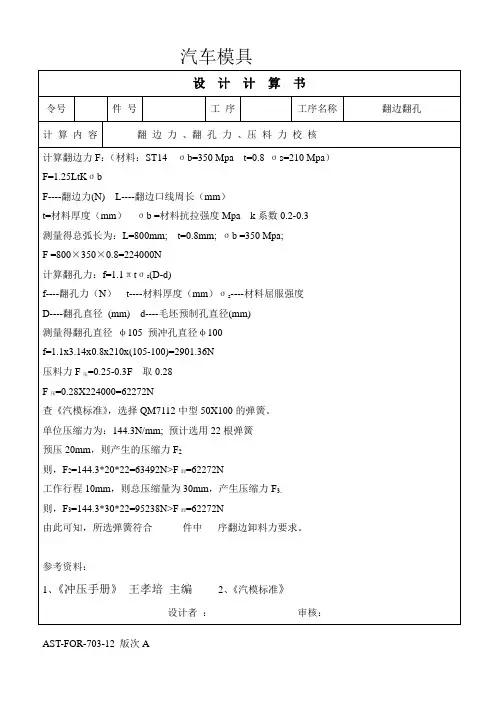
3. 外曲翻边的力计算外曲翻边时所需的力是由马力传动方程计算得出的,公式为:F=K×t×L;其中,F表示外曲翻边所需的力,K为定值,t为板厚,L 为材料长度。
在计算力的过程中,还需要考虑材料的硬度、韧性等因素。
4. 外曲翻边的工艺流程外曲翻边的工艺流程主要分为定值、预翻、初翻和终翻四个步骤。
在定值阶段,需要根据管材直径、板厚和补偿量等参数来确定翻边机的翻边辊间距。
在预翻阶段,需要用手动的方法逐步将管材弯曲,以便在后续的翻边过程中使其更加均匀。
在初翻阶段,需要用机器辅助将管材压制成确定的形状。
最后,在终翻阶段,需要进行精细的调整,以达到最终的工艺要求。
综上所述,外曲翻边的工艺参数计算非常关键,需要综合考虑多种因素。
只有科学地选用合适的材料、冲头,确定适当的力度和流程,才能生产出高品质的外曲翻边产品。
因此,在进行外曲翻边加工时,务必仔细研究工艺参数计算的方法,做好充分的准备工作,才能保证加工效率和产品质量。