数控车床插补
- 格式:pdf
- 大小:645.71 KB
- 文档页数:36


直线插补指令G01数控编程零件图样%3305N1 G92 X100 Z10(设立加工工件坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26外圆)N5 U34 W-10(切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)3×45°58487310N10 M30(主程序结束并复位)文- 汉语汉字编辑词条文,wen,从玄从爻。
天地万物的信息产生出来的现象、纹路、轨迹,描绘出了阴阳二气在事物中的运行轨迹和原理。
故文即为符。
上古之时,符文一体。
古者伏羲氏之王天下也,始画八卦,造书契,以代结绳(爻)之政,由是文籍生焉。
--《尚书序》依类象形,故谓之文。
其后形声相益,即谓之字。
--《说文》序》仓颉造书,形立谓之文,声具谓之字。
--《古今通论》(1) 象形。
甲骨文此字象纹理纵横交错形。
"文"是汉字的一个部首。
本义:花纹;纹理。
(2) 同本义[figure;veins]文,英语念为:text、article等,从字面意思上就可以理解为文章、文字,与古今中外的各个文学著作中出现的各种文字字形密不可分。
古有甲骨文、金文、小篆等,今有宋体、楷体等,都在这一方面突出了"文"的重要性。
古今中外,人们对于"文"都有自己不同的认知,从大的方面来讲,它可以用于表示一个民族的文化历史,从小的方面来说它可用于用于表示单独的一个"文"字,可用于表示一段话,也可用于人物的姓氏。
折叠编辑本段基本字义1.事物错综所造成的纹理或形象:灿若~锦。
2.刺画花纹:~身。
3.记录语言的符号:~字。
~盲。
以~害辞。
4.用文字记下来以及与之有关的:~凭。

经验之谈编辑︱孙雁︱E-mail:zhiyezazhi@改革探索GOOD EXPERIENCE 在数控车床编程中,有一对指令是圆弧插补指令,即G02/G03,在各种数控系统的手册中都规定G02是顺圆插补指令,G03是逆圆插补指令。
在实际编程中,经常有学生将这对指令用错,笔者根据自己的教学实践,从分析机床坐标系的规定出发,对圆弧插补指令的使用判别进行了一些研究。
一、数控机床坐标系与运动方向的规定目前,国际标准化组织(ISO)已经统一了标准坐标系,我国也颁布了《数字控制机床坐标和运动方向的命名》(JB 3051-82)的标准,对数控机床的坐标和运动方向作了明文规定。
1.机床坐标系与运动方向(1)坐标和运动方向命名的原则。
永远假定刀具相对静止,工件坐标而运动的原则。
(2)机床坐标系的规定。
数控机床上的坐标系是采用右手直角笛卡尔坐标系。
标准机床坐标系中X 、Y 、Z 坐标轴的相互关系用右手笛卡尔直角坐标系决定:①伸出右手的大拇指、食指和中指,并互为90o 。
则大拇指代表X 坐标,食指代表Y 坐标,中指代表Z 坐标。
②大拇指的指向为X 坐标的正方向,食指的指向为Y 坐标的正方向,中指的指向为Z坐标的正方向。
③围绕X 、Y 、Z 坐标旋转的旋转坐标分别用A 、B 、C 表示,根据右手螺旋定则,大拇指的指向为X 、Y 、Z 坐标中任意一轴的正向,则其余四指的旋转方向即为旋转坐标A 、B 、C 的正向,如图1所示。
图1 右手笛卡尔坐标�统(3)运动方向的规定。
JB 3051-82中规定:机床某一部件运动的正方向是增大工件与刀具距离的方向,即为各坐标轴的正方向。
2.数控车床坐标系的确定在数控车床中,由于刀架安装位置的不同,分为前置刀架和后置刀架两种情况,其机床坐标系也是不一样的,如图2、图3所示。
(1)Z 坐标。
数控车床的Z坐标为平行于主轴轴线的坐标轴,Z坐标的正向为刀具离开工件的方向。
(2)X 坐标。
数控车床的X 坐标平行于横向导轨面,且刀具离开工件的方向为X坐标的正方向。
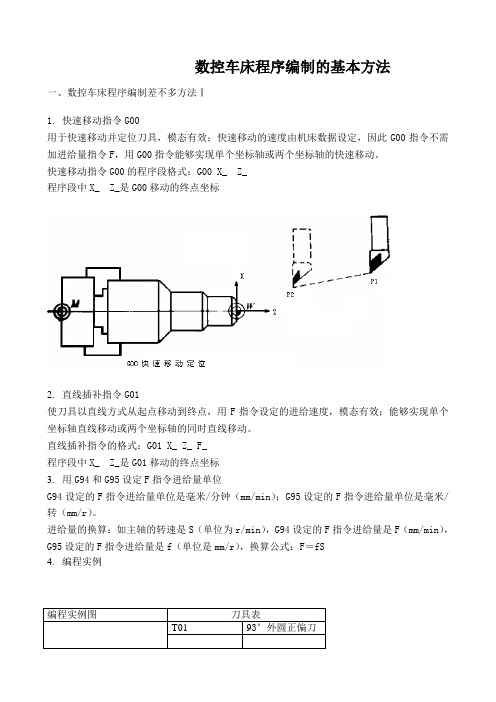
数控车床程序编制的基本方法一、数控车床程序编制差不多方法Ⅰ1.快速移动指令G00用于快速移动并定位刀具,模态有效;快速移动的速度由机床数据设定,因此G00指令不需加进给量指令F,用G00指令能够实现单个坐标轴或两个坐标轴的快速移动。
快速移动指令G00的程序段格式:G00 X_ Z_程序段中X_ Z_是G00移动的终点坐标2.直线插补指令G01使刀具以直线方式从起点移动到终点,用F指令设定的进给速度,模态有效;能够实现单个坐标轴直线移动或两个坐标轴的同时直线移动。
直线插补指令的格式:G01 X_ Z_ F_程序段中X_ Z_是G01移动的终点坐标3.用G94和G95设定F指令进给量单位G94设定的F指令进给量单位是毫米/分钟(mm/min);G95设定的F指令进给量单位是毫米/转(mm/r)。
进给量的换算:如主轴的转速是S(单位为r/min),G94设定的F指令进给量是F(mm/min),G95设定的F指令进给量是f(单位是mm/r),换算公式:F=fS4.编程实例编程实例图刀具表T01 93°外圆正偏刀切削用量主轴速度S 500r/min进给量F 0.2mm/r切削深度a p小于4mm 加工程序程序注释SK01.MPF 主程序名N10 G90 G54 G95 G23 S500 M03 T01 设定工件坐标系,主轴转速为500 r/min,选择1号刀,用G95设定进给量F单位(N10 G90G54G94G23S500 M03 T01)或用G94设定进给量F单位N20 G00 X18 Z2 快速移动点定位N30 G01 X18 Z-15 F0.2 车ø18外圆,进给量F=0.2mm/r(N30 G01 Z-15 F100) 车ø18外圆,进给量F=100mm/minN40 X24 车台阶面N50 Z-30 车ø24外圆长30mm(比零件总长加割刀宽度略长)N60 X26 车出毛坯外圆N70 G00 X50 Z200 快速移动点定位至换刀点N80 M05 主轴停止N90 M02 程序终止二、数控车床程序编制差不多方法Ⅱ1.绝对尺寸G90和增量尺寸G91分别代表绝对尺寸数据输入和增量尺寸数据输入,模态有效。
二次插补二次插补算法及其目的和应用插补:数控车床的运动控制中,工作台(刀具)X、Y、Z轴的最小移动单位是一个脉冲当量。
因此,刀具的运动轨迹是具有极小台阶所组成的折线(数据点密化)。
例如,用数控车床加工直线OA、曲线OB,刀具是沿X轴移动一步或几步(一个或几个脉冲当量Dx),再沿Y轴方向移动一步或几步(一个或几个脉冲当量Dy),直至到达目标点。
从而合成所需的运动轨迹(直线或曲线)。
数控系统根据给定的直线、圆弧(曲线)函数,在理想的轨迹上的已知点之间,进行数据点密化,确定一些中间点的方法,称为插补。
二次插补法:二次插补算法是指插补分粗插补和精插补两部份,粗插补由软件实现,精插补由硬件完成。
该方法可应用于步进开环数控系统和脉冲式全数字交流伺服系统,大大提高了系统的性能指标,即实时性和可靠性。
这种算法主要应用于多轴联动、机械手、机器人等运动控制的设计。
插补运算的完成采用类似上、下位机的形式。
粗插补部分由上位计算机来完成,在每个插朴运算周期里输出的不是单个脉冲,而是一个直线段(位置增量坐标值),粗插补采用完全离线进行;精插补部分由硬件智能运动控制器来实时完成,主要完成各控制轴的轨迹规划和精确定位运动。
这样,粗插补完全离线进行,而精插补采用实时控制,一方面系统的实时性较好,另一方面可把上位计算机解放出来去完成更重要的工作。
二次插补算法中的粗插补算法:我们知道,物体运行的轨迹不管是空间的还是平面的,最终都可以离散成两种最基本的单元:空间直线和空间圆弧,可用大量成熟的软件来完成这部分,从宏观轨迹离散成微观两种最基本单元的工作,如Unigraph、Pro/ENGINEER、Cimatron、Mastercam等等,在通常的控制系统中读入的轨迹代码就是这两种最基本的单元。
下面仅就这两种基本单元来设计它们的算法。
空间直线的粗插补算法:空间直线离散成微直线段,得到微直线段实际上是要得到在某个数值范围内的位置增量坐标值ΔX、ΔY、ΔZ。
圆弧插补指令顺/逆时针圆弧插补G02/G03圆弧插补指令使刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓。
(1)圆弧顺、逆的判断。
圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03,圆弧插补的顺、逆可按如图1所示的方向判断:沿圆弧所在平面(如X-Z平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向为G02,逆时针方向为G03。
数控车床是两坐标的机床,只有X轴和Z轴,那么如何判断圆弧的顺、逆呢?应按右手定则的方法将少轴也加上去来考虑。
观察者让Y轴的正方向指向自己(即沿Y轴的负方向看去),站在这样的位置上就可正确判断X-Z 平面上圆弧的顺、逆了,圆弧的顺、逆方向可按如图1所示的方向判断:沿与圆弧所在平面(如X-Z平面)相垂直的另一坐标轴的负方向(-Y)看去,顺时针为G02,逆时针为G03,如图5-11所示为车床上圆弧的顺逆方向。
图1 图2 圆弧顺逆方向(2)G02/G03指令编程格式。
在车床上加工圆弧时,不仅要用G02/G03指出圆弧的顺、逆时针方向,用X(U),Z(W)指定圆弧的终点坐标,而且还要指定圆弧的中心置。
常用指定圆心位置的方式有两种,因而G02/G03的指令格式有两种:①用I、K指定圆心位置:指令格式:N_ G02/G03 X(U) _ Z(W) _ I_ K_ F_;②用圆弧半径R指定圆心位置:指令格式:N_ G02/G03 X(U) _ Z(W) _ R_ F_;(3)说明。
①采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。
当采用增量值编程时,圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
②圆心坐标(I,K)为圆弧起点到圆弧中心点所作矢量分别在X、Z坐标轴方向上分矢量(矢量方向指向圆心)。
本系统I、K为增量值,并带有“土”号,当矢量的方向与坐标轴的方向不一致时取“一”号,如图3所示。
图3 G02圆弧插补指令说明(直径编程)③R为圆弧半径,不与I、K同时使用。