焊材用量、焊工工时计算器
- 格式:xlsx
- 大小:13.02 KB
- 文档页数:2


焊接工时计算标准简介焊接工时计算标准是指根据焊接工艺要求和工件的特性来确定焊接作业所需的时间,并以此为基准进行工时统计和产能评估。
焊接工时计算标准的合理制定能够帮助企业合理安排生产计划、评估产能和成本,并为产品制造提供有力的依据和参考。
焊接工时计算的影响因素焊接工时的计算涉及到许多因素,以下为一些常见的影响因素:1.焊接材料和材质:不同的焊接材料和材质对焊接工时的影响是不同的。
一般来说,焊接材料越硬、材质越厚,需要的焊接时间就越长。
2.焊接方法和工艺:不同的焊接方法和工艺也会对焊接工时有一定的影响。
例如,手工焊接相比自动焊接通常需要更长的时间。
3.焊缝的形状和尺寸:焊接工时与焊缝的形状和尺寸密切相关,通常来说,焊面积越大、焊缝越多,需要的焊接时间也会越长。
4.焊接操作员的技能水平:焊接操作员的技能水平对焊接工时也会产生影响。
技术熟练的操作员相比技术不熟练的操作员通常能够更快地完成焊接作业。
焊接工时计算的方法确定焊接工时的准确性和合理性对于生产计划和成本控制非常重要。
以下是一些常用的焊接工时计算方法:1.标准时间法:根据实际焊接操作经验或参照行业标准,对常见的焊接工艺和工件进行时间测量,得出一套标准时间,作为工时计算的依据。
这种方法可以提高计算的准确性,但对工艺和操作要求的把握要求较高。
2.经验法:根据过去的生产经验和类似工艺的历史数据,通过对比和参照,估算出焊接工时。
这种方法相对简单,但准确性可能有所差别。
3.数据分析法:通过对焊接作业数据的统计和分析,建立数学模型来预测焊接工时。
这种方法需要有较多的历史数据和分析能力,可以更精确地估算焊接工时。
焊接工时计算的标准化为了更好地确保焊接工时计算的准确性和可比性,标准化的方法和指导被广泛采用。
以下是一些常见的焊接工时计算标准:1.国家标准:一些国家和地区制定了具体的焊接工时计算标准,根据不同的焊接材料、工艺和尺寸等因素,制定了相应的工时计算指导。
2.行业标准:一些行业组织或协会也制定了焊接工时计算的标准,供企业参考和应用。

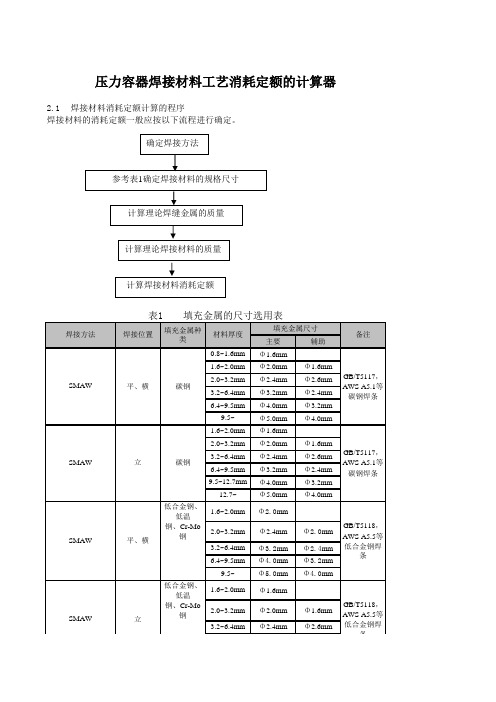
焊材消耗量计算方法
一、计算公式
W(g)A(cm2) ρ(g/cm3)L(cm) η 1.2
焊接材料所要量截面积密度焊道长熔敷效率余高以20%焊
道计
密度ρ焊接方法1/ηη
碳钢7.8 焊条电弧焊 1.82 55% Cr-Ni不锈钢7.9 氩弧焊 1.10 90% Cr-Ni-Mo不锈钢8.0 CO2药芯 1.15 89% 铜、镍8.9 埋弧自动焊、
CO2实芯
1.05 95%
二、焊剂计算
1、埋弧自动焊焊剂=1.2W
2、带极堆焊焊剂一种焊剂=0.9W
二种焊剂=1.0W
3、机加工复层焊条=4过度层焊材
三、每Kg焊材根数
1、焊条碳钢:Ф3.2 30~31根/Kg 不锈钢31根/Kg
Ф4.0 18根/Kg 不锈钢19根/Kg
Ф5.0 12根/Kg
2、氩弧焊丝:每盒:5 Kg Ф2.4:28根/Kg Ф2.5:26根/Kg
Ф2.0:26根/Kg Ф1.2堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф1.2堆焊每盘:12.5Kg
实芯Ф1.2堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20 Kg
5、带极堆焊:哈焊所每盘:35~40 Kg
大钢每盘:35~40 Kg
进口每盘:35~40 Kg。

最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
[19]中华人民共和国国家知识产权局[12]实用新型专利说明书[11]授权公告号CN 200965684Y[45]授权公告日2007年10月24日专利号 ZL 200620034945.6[22]申请日2006.07.17[21]申请号200620034945.6[73]专利权人四川东风电机厂有限公司地址614802四川省乐山市五通桥四川东风电机厂有限公司[72]设计人熊荣 胡应雄 [51]Int.CI.G06F 17/00 (2006.01)权利要求书 1 页 说明书 3 页 附图 3 页[54]实用新型名称焊材用量计算器[57]摘要本实用新型公开了一种焊材用量计算器,包括一个用于读取基本参数的参数读入装置、一个用于计算焊材损失系数的损失系数计算装置、一个用于计算填充金属量的填充金属量计算装置、一个用于计算焊材用量的焊材用量计算装置、一个用于输出计算结果的结果输出装置,参数读入装置读取基本参数,损失系数计算装置计算损失系数,填充金属量计算装置计算填充金属量,焊材用量计算装置综合损失系数和填充金属量计算焊材用量,结果输出装置将计算结果通过输出设备输出到指定的介质。
本实用新型克服了手工计算焊材用量的缺陷,可以根据不同的焊接方式和不同的焊缝形态,快速准确地计算出焊材用量,有利于提高工作效率和节约成本,杜绝浪费。
200620034945.6权 利 要 求 书第1/1页 1、焊材用量计算器,包括输入设备、存储器、中央处理器和输出设备,其特征在于它还包括:(1)一个参数读入装置;(2)一个损失系数计算装置;(3)一个填充金属量计算装置;(4)一个焊材用量计算装置;(5)一个结果输出装置;参数读入装置通过输入设备读取基本参数,参数读入装置的输出分别与损失系数计算装置和填充金属量计算装置连接,损失系数计算装置根据一部分基本参数计算损失系数,填充金属量计算装置根据另一部分基本参数计算填充金属量,损失系数计算装置和填充金属量计算装置的输出与焊材用量计算装置连接,焊材用量计算装置综合损失系数和填充金属量计算焊材用量,焊材用量计算装置的输出与结果输出装置连接,结果输出装置将计算结果通过输出设备输出到指定的介质。