磨床及电机驱动电路
- 格式:doc
- 大小:48.50 KB
- 文档页数:6


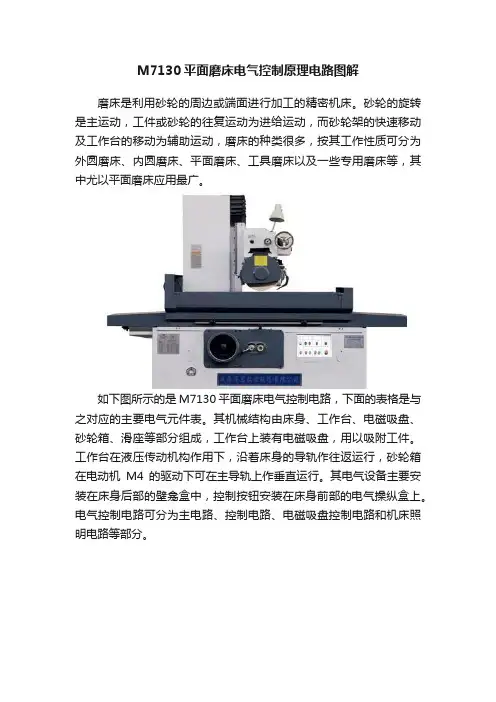
M7130平面磨床电气控制原理电路图解磨床是利用砂轮的周边或端面进行加工的精密机床。
砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。
其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。
工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。
其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。
电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)M7130平面磨床主要电气元件表:主电路分析装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
电动机都采用直接起动,单方向旋转控制。
其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。
但电动机的起动必须在下列条件之一成立时方可进行:1.电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;2.若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。
当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。
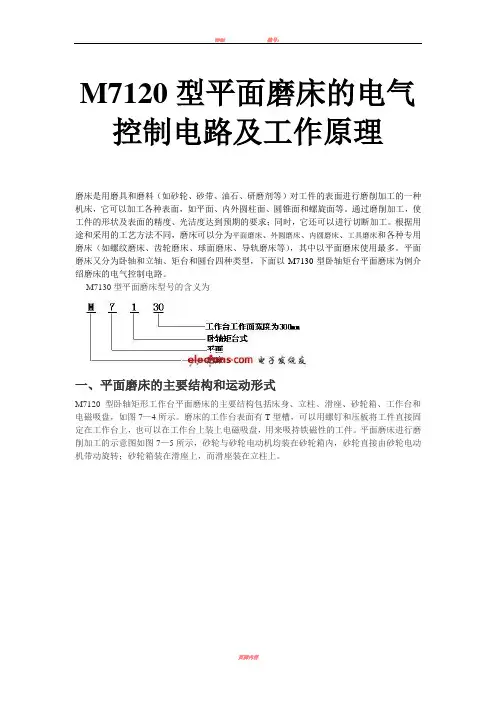
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。

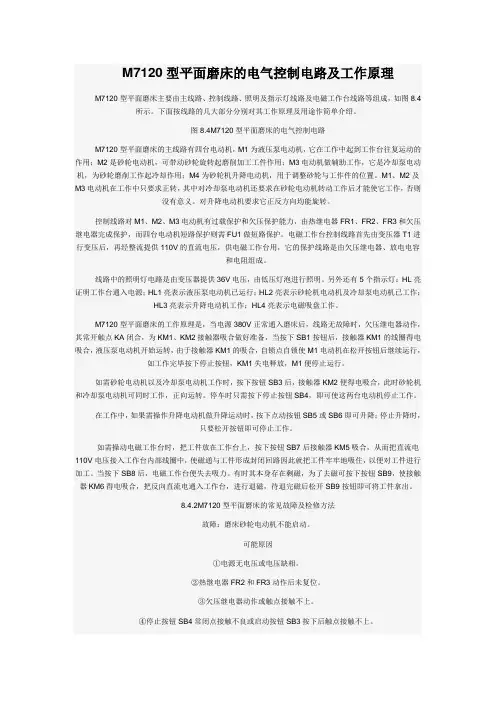
M7120型平面磨床的电气控制电路及工作原理M7120型平面磨床主要由主线路、控制线路、照明及指示灯线路及电磁工作台线路等组成,如图8.4所示。
下面按线路的几大部分分别对其工作原理及用途作简单介绍。
图8.4M7120型平面磨床的电气控制电路M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
M7120型平面磨床的工作原理是,当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。

平面磨床磨头升降结构图-M7120平面磨床电气原理图和接线图在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床磨头升降结构图:平面磨床电气原理图和接线图的问题。
1、平面磨床电气原理图及接线图型平面磨床的工作原理是在电源与磨床正常连接且线路的情况下,欠压继电器动作。
,其常开触点KA闭合,准备KM1和KM2接触器吸合。
当按下SB1按钮时,接触器KM1的线圈得电闭合,液压泵马达开始运转。
由于接触器KM1的吸合,自锁点自锁使M1电机在按钮松开后继续运行。
如果在工作完成后按下停止按钮,KM1将断电释放,M1将停止运行。
激光打印机的发展源于2023年施乐公司生产的一台静电复印机。
从那时起,科学家们开始专注于激光技术和激光调制技术在打印机中的应用。
说到激光打印机的诞生,我们不禁要说起被誉为“激光打印机之父”的加里·斯塔克威。
Gary Starkweizer 被调到帕洛阿尔托研究中心(PaloAltoResearchCenter 简称PARC,即帕克)工作,并于今年11月研制出一台激光电脑打印机。
2023年,施乐激光打印机上市,标志着印刷行业划时代的开始。
平面磨床结构简图。
一开始,激光打印机体积大,噪音大,预热时间长,打印质量不理想。
能够支付相当昂贵费用的公司也很少,但技术创新的速度非常快。
随着半导体激光器的发展,微机控制和激光打印机生产技术的日益成熟,成本的不断降低,1990年代产销量突飞猛进,激光打印机也开始普及。
2、平面磨床的结构是怎样的?1)高刚性高稳定性床身,床身采用整体花岗岩结构,由于花岗岩具有阻尼高、振动小、热稳定性好等特点,可以保证床身的高刚性和高稳定性磨床。
2)工作台,工作台采用整体花岗岩结构,在传统闭式静压导轨的基础上,开发了高刚性、高精度的大平面闭式静压导轨,实现大行程、平稳运行的工作台。
,可靠的往复运动。
工作台由西门子直线电机驱动。
同时,为了防止直线电机的运动影响工作台,专门为直线电机设计了独立的静压导轨。
第二章磨床与电机驱动电路简介2.1 磨床简介磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工。
通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度Ra值小。
下面以工业中常见的M7130卧轴矩台平面磨床为例,简要介绍磨床的工作原理。
2.1.1 磨床结构M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作手柄等构成,外形结构如图2-1所示。
图2-1 铣床外部结构图1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身2.1.2 运动形式和控制要求磨床工作共有两种运动,主运动和进给运动。
磨床的主运动是主轴的旋转运动,进给运动是工作台的推进运动。
中小型磨床一般可采用三相鼠笼型异步电动机或单相异步电动机来进行拖动;由于主轴的旋转运动和进给运动之间没有内在联系的要求,分别用一台电动机拖动,故磨床工作时共需要三台电动机,分别是主轴电动机、进给电动机和冷却泵电动机。
主运动由主轴电动机通过弹性联轴器来驱动传动机构,当机构中的一个双联滑动齿轮啮合时,主轴即可旋转,并带动砂轮作高速旋转运动。
进给运动包括工作台的进给运动、滑座的进给运动和砂轮箱的进给运动。
因为三种进给运动不同时进行,故采用同一进给电动机带动三种进给运动。
工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行移动,即:工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上的立柱上带有导轨,滑座通过进给电动机传输的动力在立柱导轨上作垂直运动;而砂轮箱也通过进给电机给的动力在滑座的导轨上作水平运动(横向运动)。
横向运动、纵向运动和垂直运动的协调,使得砂轮能磨到工件的每一个部分。
M7130平面磨床中有三台电动机:砂轮电动机拖动砂轮旋转。
液压泵电动机拖液压泵,采用多电机但拖动,经液压装置来完成工作台往复纵向运动以及实现横向的自动进给,并承担工作台导轨的润滑。
第二章磨床与电机驱动电路简介2.1 磨床简介磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工。
通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度Ra值小。
下面以工业中常见的M7130卧轴矩台平面磨床为例,简要介绍磨床的工作原理。
2.1.1 磨床结构M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作手柄等构成,外形结构如图2-1所示。
图2-1 铣床外部结构图1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身2.1.2 运动形式和控制要求磨床工作共有两种运动,主运动和进给运动。
磨床的主运动是主轴的旋转运动,进给运动是工作台的推进运动。
中小型磨床一般可采用三相鼠笼型异步电动机或单相异步电动机来进行拖动;由于主轴的旋转运动和进给运动之间没有内在联系的要求,分别用一台电动机拖动,故磨床工作时共需要三台电动机,分别是主轴电动机、进给电动机和冷却泵电动机。
主运动由主轴电动机通过弹性联轴器来驱动传动机构,当机构中的一个双联滑动齿轮啮合时,主轴即可旋转,并带动砂轮作高速旋转运动。
进给运动包括工作台的进给运动、滑座的进给运动和砂轮箱的进给运动。
因为三种进给运动不同时进行,故采用同一进给电动机带动三种进给运动。
工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行移动,即:工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上的立柱上带有导轨,滑座通过进给电动机传输的动力在立柱导轨上作垂直运动;而砂轮箱也通过进给电机给的动力在滑座的导轨上作水平运动(横向运动)。
横向运动、纵向运动和垂直运动的协调,使得砂轮能磨到工件的每一个部分。
M7130平面磨床中有三台电动机:砂轮电动机拖动砂轮旋转。
液压泵电动机拖液压泵,采用多电机但拖动,经液压装置来完成工作台往复纵向运动以及实现横向的自动进给,并承担工作台导轨的润滑。
冷却泵电动机推动冷却泵,供给磨削加工需要的冷却液。
磨削加工一般不需要调速,因要求砂轮速度高,所以通常采用三相鼠笼式异步电动机拖动。
同时为提高砂轮主轴的刚性,从而提高磨床加工精度,采用装入式感应电动机直接拖动,这样砂轮主轴就是电动机的轴。
为了保证加工精度,要求机床运行平稳,又因为工作台为往复运动,要求换向时的惯性小,换向无冲击。
为此平面磨床采用液压传动。
由液压电动机拖动液压泵,经液压传动装置实现工作台的纵向进给运动。
并通过工作台上的撞块操纵床上的液压换向开关,实现方向的反向送进,从而实现工作台的往复运动。
2.1.3 工作原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上的立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电动机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图2-2所示),工件被磨削。
然后工作台带动工件快速左移,砂轮向前作进给运动,工作台再次右移,工件上新的部位被磨削。
这样不断重复,直至整个待加工平面都被磨削。
图2-2 矩形工作台平面磨床工作图1—砂轮;2—主运动;3—纵向进给运动;4—工作台;5—横向进给运动;6—垂直进给运动2.2 本设计对磨床的简化改进方案磨床的技术已经得到越来越深的发展,利用它来加工各种高精度、结构复杂的平面或是零件已是常事,但在实际生产中,由于这种设备零件复杂,价格昂贵,维修成本大,而许多中小型工厂对产品精度要求没有这么高,所以这些数控万能机床反而不适应某些工厂的使用,所以我们可以对进行一些简化,从功能上考虑,只对一些精度要求不是太高的零件或平面进行加工。
当前主流磨床所用的控制器是可编程逻辑控制器(PLC)虽然这种控制方式运行比较稳定、精度比较高,但是其价格昂贵,占了磨床成本的一大部分。
进而我们考虑采用同样能完成控制要求,但是价格只有几块钱的单片机作为本设计的控制器。
目前51单片机已经相当成熟,高达12MHz的工作频率、可扩展的I/O输入输出口及看门狗等的使用也完全能满足本设计中对机床电机的控制。
并且其简单易改动的编程编程和下载方式支持以后对设计的改动和升级。
执行机构方面由主轴电动机拖动主轴带动磨刀进行打磨加工,由单片机通过继电器对它的启停进行控制;因为磨削工作一般不需要进行调速,故设计中沿用传统磨床设计,不对主轴电动机进行调速,而只是控制它的启停。
由于本设计所要加工的工件的简单性,取消进给电动机的操作手柄与机械离合器,改为由单片机发出信号来驱动电动机转动,在起始上料位置和加工位置安装两个行程开关,待加工工件碰到行程开关之后引起单片机外部中断,单片机通过响应中断来控制进给电机的启停;冷却泵电动机提供磨削液,因为在工作过程中会产生很大热量,而过热可能会烧毁电机故这部分操作保持不变。
经过上述改装,即可使得机器设备大大简化,不仅减轻成本,由可使得机器继续保持对产品的加工功能,由单片机配合程序进行控制,简单方便,经济又实用。
2.3 电动机的正反转控制及驱动电路本设计的执行器是电动机,通过电动机将电能转化成机械能,完成工件的磨削任务。
当前工业上使用的电动机主要分为直流电动机和交流电动机两大类。
交流电机分为异步电机和同步电机两大类,直流电机分为普通直流电机和专用直流电机两大类。
而这些电动机中在工业中应用最广的是交流异步电动机。
它使用方便、运行可靠、价格低廉、结构牢固,但是有调速困难的缺点。
由于本设计的电机不需要调速,本设计在电机的选择方面,选择异步电机作为执行器。
当前机床大部分使用的是三相异步电机和单相异步电机。
三相异步电机是靠同时接入380V 三相交流电源(相位差120度)供电的一类电动机,三相异步电机是感应电机,定子通入电流以后,部分磁通穿过短路环,并在其中产生感应电流。
短路环中的电流阻碍磁通的变化,致使有短路环部分和没有短路环部分产生的磁通有了相位差,从而形成旋转磁场。
通电启动后,转子绕组因与磁场间存在着相对运动而感生电动势和电流,即旋转磁场与转子存在相对转速,并与磁场相互作用产生电磁转矩,使转子转起来,实现能量变换。
本设计为了实现简便易行,甚至适合家庭作坊使用。
在保证工作效率的前提下降低成本采用了利用民用220V电压就能驱动的单相异步电动机做执行器。
单相电机一般是指用单相交流电源(AC220V)供电的小功率单相异步电动机。
单相异步电动机通常在定子上有两相绕组,转子是普通鼠笼型的。
两相绕组在定子上的分布以及供电情况的不同,可以产生不同的起动特性和运行特性。
当单相正弦电流通过定子绕组时,电机就会产生一个交变磁场,这个磁场的强弱和方向随时间作正弦规律变化,但在空间方位上是固定的,所以又称这个磁场是交变脉动磁场。
这个交变脉动磁场可分解为两个以相同转速、旋转方向互为相反的旋转磁场,当转子静止时,这两个旋转磁场在转子中产生两个大小相等、方向相反的转矩,使得合成转矩为零,所以电机无法旋转。
当我们用外力使电动机向某一方向旋转时(如顺时针方向旋转),这时转子与顺时针旋转方向的旋转磁场间的切割磁力线运动变小;转子与逆时针旋转方向的旋转磁场间的切割磁力线运动变大。
这样平衡就打破了,转子所产生的总的电磁转矩将不再是零,转子将顺着推动方向旋转起来。
要使单相电机能自动旋转起来,我们可在定子中加上一个起动绕组,起动绕组与主绕组在空间上相差90度,起动绕组要串接一个合适的电容,使得与主绕组的电流在相位上近似相差90度,即所谓的分相原理。
这样两个在时间上相差90度的电流通入两个在空间上相差90度的绕组,将会在空间上产生(两相)旋转磁场,在这个旋转磁场作用下,转子就能自动起动,起动后,待转速升到一定时,借助于一个安装在转子上的离心开关或其他自动控制装置将起动绕组断开,正常工作时只有主绕组工作。
因此,起动绕组可以做成短时工作方式。
但有很多时候,起动绕组并不断开,我们称这种电机为单相电机。
通常根据电动机的起动和运行方式的特点,将单相异步电动机分为单相电阻起动异步电动机、单相电容起动异步电动机、单相电容运转异步电动机、单相电容起动和运转异步电动机、单相罩极式异步电动机五种。
单相电机的启动方式主要由两种。
第一种,在起动回路中不接离心开关,起动绕组和电容器不仅起动时起作用,运行时也起作用,这样可以提高电动机的功率因数和效率,所以这种电动机的运行性能优于电容起动电动机。
电容运转电动机起动绕组所串电容器的电容量,主要是根据运行性能要求而确定的,比根据起动性能要求而确定的电容量要小,为此,这种电动机的起动性能不如电容起动电动机好。
电容运转电动机不要起动开关,所以结构比较简单,价格比较便宜,主要应用于电风扇,空调风扇电动机,洗衣机等电机。
第二种,在起动回路中接离心开关,电机静止时离心开关是接通的,给电后起动电容参与起动工作,当转子转速达到额定值的70%至80%时离心开关便会自动跳开,起动电容完成任务,并被断开。
起动绕组不参与运行工作,而电动机以运行绕组线圈继续动作。
这种接法一般用在空气压缩机,切割机,木工机床等负载大而不稳定的地方。
而要改变单相电机的转向,只要把辅助绕组的接线端头调换一下即可。
如图2-3所示,根据单相电机的转动原理可知,改变它的启动绕组和运行绕组,即调换主副绕组的线头即可实现改变电机的转向,也即实现电机的正反转。
简单示意如图所示,利用换向开关来实现电机的正转和反转。
图2-3 单相电机正反转控制电路处理器部分单片机的输出电流比较小,而执行机构的单相电机工作电压是220V,无法实现由单片机直接控制电机电源的关断,故需要引入电机驱动电路。
用单片机I/O口输出电平通过驱动电路控制电机的关断,以完成对电机的控制。
驱动电路常用的有继电器控制电路和双向可控硅控制电路等方式。
继电器电机驱动电路如图2-4所示,需要5V直流继电器(K1)和220V交流继电器(K2)。
通过单片机输出控制5V继电器关断,5V继电器的关断控制220V交流继电器的关断。
继电器有常开、常闭两个触点,交流继电器的线圈可直接串到5V继电器触点上,即可控制电动机。
单片机的I/O口经电阻为三极管提供电流,使三极管8050导通,5V继电器吸合(K1常开触点闭合)使得220V的交流继电器吸合(K2常开触点闭合),继而给单相电机上电。
当单片机输出低电平时8050截止,则K1、K2释放,K1、K2触点都恢复到常开状态,继而电机停转。
图2-4 电机继电器驱动电路图双向可控硅电机驱动电路如图2-5所示,光耦合双向可控硅驱动器是一种单片机输出与大功率执行器件之间较理想的接口器件。