86潜孔钻头材质选择及其强化工艺研究
- 格式:doc
- 大小:1.14 MB
- 文档页数:8

高气压潜孔钻头材料与热处理的研究
孙小情
【期刊名称】《凿岩机械气动工具》
【年(卷),期】2017(000)003
【摘要】从材料和热处理的角度出发,阐明高气压潜孔钻头制造过程中工艺与性能之间的关系,着重讨论了材质、热处理工艺方法对钻头性能的影响,并提出了优化性能的方法及措施,即在钻头材料的基础上实施合适的热处理工艺,以保证其组织结构,最终达到满足钻头性能的目的.
【总页数】4页(P28-31)
【作者】孙小情
【作者单位】张家口永恒热处理有限公司,河北张家口075000
【正文语种】中文
【中图分类】TD421.2+5
【相关文献】
1.大直径高气压深孔潜孔钻机回转机构密封研究 [J], 罗春雷;胡均平;杨襄璧
2.基于箱式多用炉的高风压潜孔钻头热处理工艺试验研究 [J], 李菲;王瑞利
3.水泥车泵头体使用材料及其热处理分析探讨 [J], 张采平
4.我院高气压潜孔钻机的研究 [J], 宣惠高;胡灿舟
5.Bi_(0.5)Sb_(1.5)Te_(3)块体热电材料的高气压烧结与热电性能研究 [J], 庞超;李武;仲德晗;陈上峰;李美玲;孙乃坤
因版权原因,仅展示原文概要,查看原文内容请购买。

潜孔钻头一、潜孔钻头介绍潜孔钎具,产品分为高风压、低风压两大系列潜孔钎具。
采用优质的原材料、通过先进的生产工艺,生产出高质量的系列潜孔钎具。
广泛用于土石方工程、矿山开采、水井钻探、建筑工程等。
现在高风压潜孔钻头,目前采用的端面设计形式主要有四种:即端面凸面型、端面平面型、端面凹面型和端面深凹中心型。
硬质合金多选用球齿、弹齿或球齿和弹齿共用的布齿方式。
1、端面凸面型:这种钻头分两种形式,单凸台和双凸台端面,后者主要用于直径较大潜孔钻头。
端面凸面型潜孔钻头在钻凿中硬和坚硬磨蚀性岩石时能保持较高的凿岩速率,但钻孔的平直度较差,不适用于炮孔平直度要求较高的凿岩工程。
2、端面平面型:这种形状的钻头比较坚固耐用,适用于钻凿坚硬和极坚硬岩石,同时也适用钻凿炮孔平直度要求不高的的中硬岩石和软岩。
3、端面平面型:这种形状的钎头端面上有一圆锥形凹陷部分,是钻头在凿岩过程中形成轻度成核作用保持钻头的对中性能,钻凿的炮孔有较好的直线度,这种钻头排粉效果好,钻速快,是目前市场上使用较多的潜孔钻头。
4、端面深凹中心型:这种形状的钻头是由同类型球齿钎头演变来的,钻头的端面中心部有一深凹中心部分。
用于凿岩过程中的成核作用,钻凿深孔时保证炮孔的平直度,只适用于钻凿软岩和中硬岩石。
二、使用说明1、根据岩石情况(硬度、磨蚀性)和钻机类型(高风压、低风压)来选择潜孔钻头。
不同形式的合金齿和布齿方式适用于不同岩石的钻凿。
选择正确的潜孔钻头,是获得最佳使用效果的前提;2、在安装潜孔钻头时,要将钻头平缓置入潜孔冲击器卡钎套内,切勿用力碰撞,以免损伤钻头尾柄或卡钎套;3、在凿岩过程中,要保证潜孔钻机的压气压力充足。
若出现冲击器断续工作,或炮孔排粉不畅,应检查潜孔钻机压缩空气系统,以保证钻孔过程中孔内无岩渣;4、若发现金属物掉入孔中,应及时用磁铁吸出或用其他方法取出,以免损坏钻头;5、更换钻头时要注意已钻凿好的炮孔尺寸。
若钻头直径过度磨损,但炮孔尚未钻好时,不可更换新钻头,以免卡钻。

浅析潜孔钻头范文潜孔钻头是一种钻井工具,常用于岩石地层的钻井作业。
本文将对潜孔钻头的结构、工作原理和应用进行浅析。
首先,潜孔钻头的结构由钻头本体、钻头刀具和钻尾三部分组成。
钻头本体是整个钻头的主体部分,它通常由合金钢制成,具有一定的强度和硬度,可适应不同地质条件下的钻井作业。
钻头刀具是安装在钻头本体上的主要工作部件,它通常由硬质合金制成,具有很高的耐磨性和切削能力,用于切削岩石地层。
钻尾是连接钻头和钻杆的部分,其作用是传导转矩和推动钻头的旋转。
潜孔钻头的工作原理是利用钻头刀具对地层进行切削和破碎,然后通过钻杆的旋转将岩石碎屑带到地面。
具体来说,当钻头旋转时,钻头刀具在地层上产生切削力,将岩石切割成碎屑,然后利用钻杆的推力将碎屑带到地面。
同时,钻杆也起到传导钻头旋转力和推力的作用,使钻头能够有效地切削地层。
潜孔钻头在矿山、工程地质勘探和油气钻井等领域有广泛的应用。
首先,在矿山中,潜孔钻头常用于煤矿井巷的开拓和岩层的探测。
由于其具有高效、耐磨的特点,能够适应岩石矿井的钻井需求。
其次,在工程地质勘探中,潜孔钻头能够快速凿进地下,获取地下岩石和土层的信息,为工程设计提供依据。
此外,潜孔钻头还广泛应用于油气钻井领域。
由于潜孔钻头具有快速钻进和高效率的特点,被广泛应用于深井、超深井的钻井作业。
潜孔钻头的应用也存在一定的局限性。
首先,由于潜孔钻头在钻井过程中会受到较大的冲击和摩擦力,容易出现磨损和损坏,需要定期更换。
其次,潜孔钻头只能在较硬的地层中使用,对于软黏土和沙土等松散地层的钻进效果较差。
此外,潜孔钻头的工作效率也受到地层的硬度和钻杆的传动系统的影响,因此需要针对具体的钻井条件进行选择和优化。
总结起来,潜孔钻头是一种常用的钻井工具,具有高效、耐磨的特点,广泛应用于矿山、工程地质勘探和油气钻井等领域。
它的结构由钻头本体、钻头刀具和钻尾三部分组成,通过钻头刀具的切削和破碎作用,将岩石碎屑带到地面。
然而,潜孔钻头的应用也存在一定的局限性,如容易磨损和损坏、只适用于硬地层等。

钢体PDC钻头表面强化工艺探讨摘要:钢体PDC钻头的使用寿命与钢体PDC钻头表面强化质量有着密切的关系,我们目前主要提升钢体PDC钻头表面强化工艺的方法为使用碳化钨焊条对钻头表面进行堆焊,加强钢体PDC钻头的耐磨性。
本文主要阐述了强化材料及强化方式的选择,介绍了钻头体表面强化工艺。
关键词:钢体PDC钻头;表面强化;最近的几年中全球油价持续升高,人们对于石油资源的需求量变得越来越大,近年来我国原油的生产成本不断升高,全世界各大石油公司对于如何降低石油生产成本变得越来越重视,竞争越来越激烈。
经过我们从工程方面对原油生产成本增加问题进行分析发现,主要是由于开采成本、采油成本、勘探成本三方面造成,钻井费用的增加占到了其中的三分之一,因此对单只钻头进尺、机械钻速的提升,是钻井开采费用降低的有效措施之一,我们对钻头破岩能力的研究需要进一步加强。
我国钻井施工过程中,PDC钻头的应用十分广泛,尤其在软岩层、中硬岩层钻进过程中,与牙轮钻头、孕镶钻头相比较,钻进效率明显提升。
PDC钻头经济效益提升的同时,也出现了一些问题,主要表现在中硬地层、复杂地层等,有着钻速慢、使用寿命低的缺点。
我们需要不断的深入研究PDC钻头品质的优化及PDC钻头工作效率的提升。
1 强化材料及强化方式的选择1.1 强化材料的选择强化性能的质量与强化材料的结构有着密切的关系,按照强化结构的不同,可以分为铁基、钴基、镍基、铜基合金和碳化钨型等几大类。
经过我们对各种类型材料的性质分析发现,钻头体强化过程中,因为碳化钨堆焊材料的耐腐蚀性强、硬度高,优势比较明显。
受到钻头体形的影响,同时局部强化空间较小,我们主要采用碳化钨堆焊的方式。
铸造碳化钨在堆焊的过程中颗粒本身不会发生熔化,主要是铸造碳化钨附着与熔化后的钢管及基体金属上。
1.2 强化方式的选择表面涂层技术可以分为热喷涂喷焊技术、堆焊技术、镀膜技术、电刷技术等,根据现场的实际应用需求,需要选择相应的表面涂层技术。
高炉钻头的工艺探究及改进方法分析陈炯发布时间:2023-05-25T06:06:37.709Z 来源:《科技新时代》2023年6期作者:陈炯[导读] 冶金高炉是工业生产的重要设备,开口机上的钻头是高炉生产中的重要备件,主要用于打开铁口。
为延长钻头使用寿命,应使用硬度较高、结构稳定的材料制作钻头,强化钻头不同部位之间结合紧密度,使之满足开口作业要求。
鞍钢集团本钢集团机械制造有限责任公司第三机修厂辽宁本溪 117021摘要:冶金高炉是工业生产的重要设备,开口机上的钻头是高炉生产中的重要备件,主要用于打开铁口。
为延长钻头使用寿命,应使用硬度较高、结构稳定的材料制作钻头,强化钻头不同部位之间结合紧密度,使之满足开口作业要求。
本文主要分析了高炉钻头的实际工作条件与基本结构,指出了改进钻头制作工艺、延长使用寿命的有效措施。
关键词:高炉钻头;制作工艺;改进方法前言:高炉出铁口钻头使用频率较高,金属材料疲劳度可在短时间内快速上升,导致高炉设备作业率下降。
为强化钻头性能、延长其使用寿命,应调整钻头制作工艺,调整钻头结构,使用耐磨性较高的金属材料与熔点较高的焊剂。
高炉钻头的结构设计应考虑其工作原理和工作条件,如选择合适的刃型、刃角、刃数、螺旋角、齿距等参数,以提高其打孔性能和自清洁能力。
一、高炉钻头的工作条件与基本结构分析高炉钻头是一种用于高炉开口作业的钎具,主要由钻头钢体和硬质合金组成。
高炉钻头需要在高温、高压、高速、高冲击的环境下进行钻孔,同时还要承受铁水和渣水的侵蚀。
因此,高炉钻头要求具有高强度、高硬度、高耐磨性、高抗冲击性和高耐蚀性等性能。
高炉钻头一般由钻头钢体和硬质合金两部分组成,其中钻头钢体:是指与钻杆连接的部分,通常采用优质碳素结构钢或合金结构钢制造,其作用是传递转矩和轴向力,同时也起到支撑和保护硬质合金的作用。
钻头钢体的形状有直筒型、锥形、圆台形等,根据不同的连接方式,有内丝、外丝、R型、T型等不同螺纹规格。
基于箱式多用炉的高风压潜孔钻头热处理工艺试验研究李菲;王瑞利【摘要】High pneumatic down-the-hole bit were the key components in drilling engineering. This paper ana⁃lyzed the disadvantages of the hest-treating facility on conventional pit furnace, combined the features ofmulti-purpose furnace, and studied the heat treatment processes of high pneumatic down-the-hole bit by the multi-purpose furnace. The good results were got by metallographic analysis and experimental study.%高风压潜孔钻头是凿岩工程中的关键部件。
通过分析潜孔钻头传统井式热处理设备工艺的弊端,结合箱式多用炉的特点,研究箱式多用炉热处理高风压潜孔钻头的工艺,并经金相分析和对比验证试验,取得了较好的热处理效果。
【期刊名称】《安阳工学院学报》【年(卷),期】2014(000)006【总页数】3页(P7-8,12)【关键词】潜孔钻头;热处理;箱式多用炉【作者】李菲;王瑞利【作者单位】安阳工学院机械工程学院,河南安阳455000;黄河科技学院工学院,郑州450063【正文语种】中文【中图分类】TG156现代高频率高冲击能的凿岩设备对凿岩钎具提出了越来越高的要求。
潜孔钻头与岩层摩擦、冲击接触,承受巨大的压应力、轴向应力、切向应力和表面摩擦力,工作于复杂重载的恶劣环境中,容易在早期就发生断裂、裂缝、缺口等失效而报废,因此对凿岩钎具材料和热处理工艺要求也越来越高。
描述:通过分析?准86潜孔钻头的性能要求,结合生产实际条件,选择22SiMnCr2Mo钢,并分析了该钢在钎焊工艺与不同的冷却条件下的相变机理、金相组织、断口形貌,从而确定了适宜的强化工艺。
摘要:通过分析?准86潜孔钻头的性能要求,结合生产实际条件,选择
22SiMnCr2Mo钢,并分析了该钢在钎焊工艺与不同的冷却条件下的相变机理、金相组织、断口形貌,从而确定了适宜的强化工艺。
1 引言
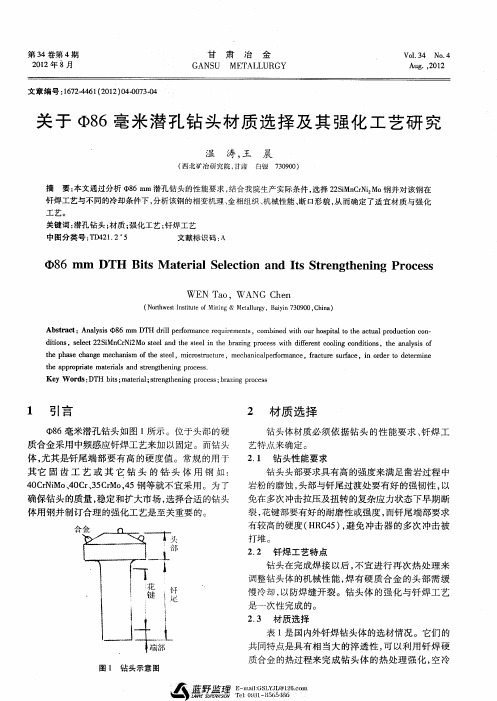
准86潜孔钻头如图1所示。
位于头部的硬质合金采用中频感应钎焊工艺固定。
而钻头体,尤其是钎尾端部,硬度要高。
为了确保钻头的质量稳定和扩大市场,选择合适的钻头体用钢并制订合理的强化工艺是至关重要的。
2 材质选择
钻头体材质必须依据钻头的性能要求、钎焊工艺特点来确定。
(1)钻头性能要求
钻头头部强度要高,以满足凿岩过程中岩粉的磨蚀,头部与钎尾过渡处要有好的强韧性,以免在多次冲击拉压及扭转的复杂应力状态下早期断裂,花键部要有好的耐磨性或强度,而钎尾端部要求有较高的硬度(HRC45),避免被冲击器打堆。
(2)钎焊工艺特点
钻头在完成焊接以后,不宜再次热处理,焊有硬质合金的头部需缓慢冷却,以防焊缝开裂。
科学技术与工程投稿钻头体的强化与钎焊工艺是一次性完成的。
(3)材质选择
表1是国内外钎焊钻头体的选材情况。
它们的共同特点是具有相当大的淬透
性,可以利用钎焊硬质合金的热过程来完成钻头体的热处理强化,空冷后可获得韧性马氏体或马氏体+贝氏体的金相组织。
矿山试验证明,这种金相组织的钻头可以满足使用,而不致发生钻头体断裂。
对国内外钎焊后缓冷的钻头体解剖后的性能比较见表2。
从表2中可以看出,使用淬透性较差的合金钢,如40Cr作为钻头体用钢,经过焊接并缓慢冷却后,钻头体相当于经受了一个退火过程,不再次热处理强化就满足不了使用要求,经受不起多次冲击载荷。
22SiMnCrNi2Mo钢是目前国内外广泛用作钻头体的板条马氏体钢[2,3],其空冷组织不仅具有良好的综合机械性能,同时还具有较低的冷脆转变温度,在静载荷和疲劳载荷下其缺口敏感度及过载敏感度较低[3]。
该钢作为T38-76X、T38-89X钻头用钢已获得很大的成功。
22SiMnCrNi2Mo钢作为?准86潜孔钻头体用钢是明智的选择。
表3为22SiMnCrNi2Mo钢的临介点。
图2为该钢的退火金相显微组织。
这种均匀的原始组织为感应加热过程中奥氏体的形成提供了良好的条件。
3 强化工艺
(1)感应器与强化处理的关系
从图1看出,?准86潜孔钻头头部与花键部直径相差大,用普通的圆柱形感应器加热时,感应器与钎尾间的空气间隙太大,存在严重的漏磁损耗,工件中不能形成强大的涡流,当头部达到焊接温度时,钎尾尤其是端部远未达到奥氏体化温度。
冷却后得不到理想的强化组织或机械性能。
上世纪七十年代,苏联采用这样的办法:用两个感应器,顺向并联于降压的高频变压器,一个加热头部,一个加热钎尾。
当头部完成焊接以后切断感应器,头部开始冷却。
20~30秒钟以后花键部达到淬火温度,然后淬火。
鉴于此,我们特制了一种感应器,如图3所示,用这种感应器可实现头部与钎尾的一次性同步加热。
(2)钻头体的强化工艺
图4是根据前述钻头性能要求制定的?准86潜孔钻头体的强化工艺曲线。
该工艺的加热过程完全与钎焊加热一致。
头部和花键部在钎焊完成以后空冷。
端部水冷以便获得高的硬度。
为了便于淬火操作及控制淬硬长度,淬火在图5所示的流动水箱中进行。
(3)金属组织与机械性能分析
前述22SiMnCrNi2Mo钢奥氏体化后经室温空冷可得到板条马氏体,硬度值可达HRC 45~48。
但是这里采用的加热方式是中频感应加热,其过程具有连续性,在这种情况下临界点Ac1、Ac3向高温移动,奥氏体的相变在一个温度范围内完成 [4]。
此外,从焊料开始熔化到停电的时间约一分钟,加上头部尺寸大,涡流的穿透深度有限,所以头部表层与中心温度不同,温差达80℃左右。
为了取得钎焊过程的同步,心部采用熔点较表层低的焊料。
而钎尾端部磁场已不太集中,且由于热传导,一部分热损失,所以,这个部位的最终温度只能达到890℃左右。
从以上分析可见,在钻头的不同部位,温度是不同的,故奥氏体化程度及其成分均匀性是不同的,奥氏体的稳定性也不同。
冷却后得到的组织状态也是有差异的。
图6、7、8、9是金相显微镜、扫描电子显微镜对强化后的钻头体进行的金相组织解剖分析。
图10、11是扫描电子显微镜进行的断口形貌观察。
表4是22SiMnCrNi2Mo钢经强化处理后的机械性能。
4 现场使用情况
?准86潜孔钻头的使用条件是:YQ 100B型潜孔钻机、工作气压0.45~0.5 MPa,冲击频率31 Hz,单次冲击功69 J。
岩石为坚固的砾岩和砂岩。
在钻头的现场试验当中,十只钻头的平均进尺为256米/只,达到该矿原用某厂同类产品水平。
截至目前,已向用户提供这种类型的钻头近2000只。
据用户统计,这些钻头在凿岩过程中,未出现钎尾端部打堆、变形、断裂、花键断等现象。
用户对钻头的质量表示满意。
5 结论
(1)准86潜孔钻头体采用22SiMnCrNi2Mo钢是合理的。
其强化加热温度与钎焊料的钎焊温度相配合,其空冷强化的特点正好满足了钎焊后需缓冷的要求,从而保证了钻头的焊接质量,杜绝了硬质合金的脱落现象。
(2)强化工艺简单易行,便于操作,钎尾端部水冷后硬度能达到HRC 46.5,满足了该部位的特殊要求。
(3)钻头的质量稳定,能满足使用要求。