凹印机印刷中的张力控制(上)
- 格式:docx
- 大小:11.50 KB
- 文档页数:4

凹版印刷中的过程控制方法一般有表印和里印两种印刷方式,承印材料(水松纸)由于其物理特性,基本上采用表印。
塑料薄膜通常采用里印方式较多。
根据三原色的变化规律及套色(套印)原理,以及生产过程中的实际经验,一般情况下表印(由浅色到深色)的印刷色序为:白色黄色品红青色黑色里印(由深色到浅色)的印刷色序为:黑色青色品红黄色白色但有时侯根据工艺要求还可以做适当的调整。
二、凹版印刷张力控制印刷张力是印刷工艺的重要工艺参数,其张力系统也是整个印刷设备的核心机构,印刷张力的设定是根据承印材料的性质来确定的。
容易拉伸的材料难以套印准确,所以其张力一般设定较小,但张力太小材料松弛,更会发生不规则串纸现象,导致无法套印准确。
张力设定值以能套印准确、收卷整齐的最小的张力值为准。
一般情况下,收卷张力比放卷张力略大,主要目的是为了把卷收紧、收实和端面平整。
避免松卷、串卷等现象发生而不利于下道工序分切。
不同规格、批次的原纸,其张力设定值会有所不同,在实际印刷过程中进行过程控制。
三、蒸汽加热温度的控制加热温度的控制同样也是根据承印材料的性质来决定的。
加热温度、印刷速度和熔剂的挥发速度三者之间存在一定的关系。
当温度一定时,若熔剂的挥发速度慢,则印刷速度要降低。
反之印刷速度要提高。
当熔剂挥发速度一定时,若印刷速度加快,则提高加热温度。
反之可以降低温度。
当印刷速度一定时,若熔剂挥发慢,则加热温度要升高。
反之加热温度要降低。
另外,加热温度的控制还与印刷工艺条件、油墨性质和油墨厚度等有关。
四、印刷压力的控制印刷压力即印刷橡胶压印辊的压力,印刷压力不够,油墨转移不佳,容易出现图文缺损。
压力太大容易压印痕迹。
所以一般凹印机上均配备静电吸墨辊,利用静电帮助油墨转移,它对高速凹印机来讲是必不可少的。
通过静电吸墨系统,油墨能非常好地转移到纸上面。
没有静电吸墨系统,油墨得不到充分转移,图案、线条、文字等可能出现发糊、漏印以及色相不均、深浅不一的现象。

凹版印刷机张力控制的原理介绍食品、药品、服装、衣料、香烟等包装所使用纸、玻璃纸、塑料薄膜、铝箔等,其自身特点,多使用凹版轮转印刷机印刷。
近年来印刷多样化及印刷高速化,特别是下道工序设备对尺寸精度要求,以及为节约材料,提高成品率等。
张力控制方法被广泛利用。
当前国外对张力控制利用上已趋于成熟,使用非常普遍。
一、凹印特点目前,印刷主要应用版式有凸版、平版和凹版三种,凹版特点是图文部分凹下,把版面全部浸入墨盘,然后用刮刀将多余油墨刮掉,将残留凹下部分油墨转移到被印刷物上方法,就是凹版印刷。
凹版印刷特点:积版面凹部油墨能够转移出充足油墨,到有层次印刷品,印刷品浓淡是由版深浅表示,印刷物具有立体感,细小线条也能清晰印出来,能够自由广泛选择和使用各种版材。
二、凹版张力控制叙述这一问题之前,应对何为张力控制有所了解,目前,使用凹印机需要适用张力控制原理主要有两个部分:第一部分是从给料到给料牵引辊。
套印误差,即多色印刷各色间套印精度差。
印刷机机构位置关系正确,误差是材料伸长或缩短引起,容许范围内控制一定伸长量,张力控制是最有效。
第二部分是从收料牵引辊到收料后各部,应注意对收料卷松紧、齐整、可靠等因素进行张力控制。
给料轴到给料牵引辊之间张力控制作法:牵引辊动作把印刷材料以一定速度、张力从给料轴拉出并送入印刷部,这部分张力要大于印刷部张力,通常用连给纸轴上制动器来控制张力。
众所周知,作业同时卷径逐渐变小。
近年来高速化,使用材料多样化,卷径变化大。
过去所使用手动式机械式制动器不可能到高品质印品。
选用自动控制方式,特别是使用张力测量表用数据管理成为必要做法。
其检测方法有弹簧摇动辊式和微变位式检测。
机械式制动器从很早就被使用,价格便宜,但把握力矩值不准确。
逐渐有其它形式出现。
磁粉制动器是利用磁粉作为摩擦介质电流产生制动力,其转矩---电流特性直线性好。
被广泛使用。
气压制动器,有印刷机械使用较多,但力矩特性非线性及磨损大因素。

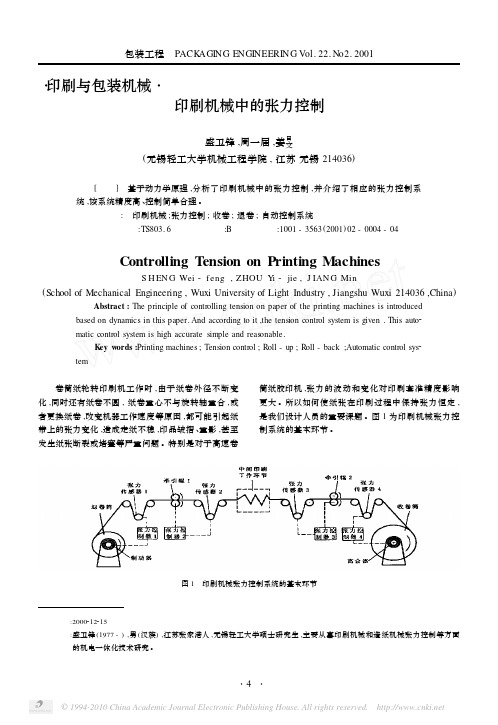
印刷机张力控制原理
印刷机张力控制原理是指在印刷过程中,通过控制印刷材料的张力,使其保持恒定的一种控制方法。
印刷机张力控制原理的关键是通过一系列的张力控制装置对印刷材料施加适当的张力,以达到控制张力稳定的目的。
通常包括以下几个方面的原理:
1. 张力感应原理:印刷机上装有张力感应装置,通过对印刷材料张力的感应,将其转换为电信号,用于监测和控制张力。
2. 张力调节原理:印刷机上的张力调节装置可以根据张力的变化,通过调整张力装置的工作状态,来改变印刷材料的张力。
3. 张力稳定原理:张力控制装置可以根据设定的要求,通过控制印刷材料的张力来保持其在一定范围内的稳定性,以保证印刷质量的稳定。
4. 张力传递原理:印刷机上的张力传递装置将张力从印刷机设备的张力感应点传递到印刷材料上,确保张力的传递和控制。
通过上述张力控制原理,可以实现对印刷材料张力的精确控制,保证印刷材料在印刷过程中的稳定性,从而保证印刷质量的稳定和提高生产效率。
书山有路勤为径;学海无涯苦作舟
凹版印刷与张力控制(上)
食品、药品、服装、衣料、香烟等的包装所使用的纸、玻璃纸、塑料薄膜、铝箔等,由于其自身的特点,多使用凹版轮转印刷机印刷。
近年来由于印刷的多样化及印刷的高速化,特别是下道工序设备对尺寸精度的要求,以及为节约材料,提高成品率等。
张力控制方法被广泛利用。
当前国外对张力控制的利用上已趋于成熟,使用非常普遍。
现在试分析一下张力控制原理和特性。
一、凹印的特点
目前,印刷主要应用的版式有凸版、平版和凹版三种,凹版的特点
是图文部分凹下,把版面全部浸入墨盘,然后用刮刀将多余油墨刮掉,将残留在凹下部分的油墨转移到被印刷物上的方法,就是凹版印刷。
凹版印刷的特点主要是:
积在版面凹部的油墨能够转移出充足的油墨,得到有层次的印刷品,印刷品的浓淡是由版的深浅表示的,所以印刷物具有立体感,细小的线条也能清晰地印出来,能够自由广泛地选择和使用各种版材。
二、关于凹版的张力控制
叙述这一问题之前,应对何为张力控制有所了解。
目前,使用的凹印机需要适用张力控制原理的主要有两个部分:
第一部分是从给料到给料牵引辊。
套印误差,即多色印刷的各色间
的套印精度差。
如果印刷机机构位置关系正确,误差是由于材料的伸长或缩短引起的,在容许范围内控制一定的伸长量,张力控制是最有效的。
第二部分是从收料牵引辊到收料后各部,应注意对收料卷松紧、齐整、可靠等因素进行张力控制。
专注下一代成长,为了孩子。
单色凹版印刷机操作方法及张力篇一:单色凹版印刷机是一种广泛使用的印刷设备,主要用于印刷单色图像或文字。
以下是单色凹版印刷机的操作方法和张力控制:1. 开机前的准备工作:在开机前,需要检查设备是否正常工作,并将电源、水源和重要文件等放置在安全的地方。
此外,需要清洁设备,以确保印刷面和印刷滚筒的干净和平整。
2. 调整印刷压力:印刷压力是凹版印刷的关键参数之一。
需要根据印刷材料、印刷厚度和印刷图案等因素来调整印刷压力。
一般来说,印刷压力应该控制在适当的范围内,以确保印刷效果的稳定性和准确性。
3. 更换油墨或颜料:在单色凹版印刷机上,油墨或颜料的使用量是非常重要的。
需要根据印刷图案和材料的厚度来调整油墨或颜料的使用量,以确保印刷效果的稳定性和准确性。
4. 检查印刷质量:在印刷过程中,需要定期检查印刷质量,以确保印刷图案的正确性和清晰度。
如果发现任何问题,需要及时进行调整和修复,以确保印刷效果的稳定性和准确性。
5. 调整印刷速度和时间:印刷速度和时间也是单色凹版印刷机的重要参数之一。
需要根据印刷图案和材料的厚度、印刷压力和印刷速度等因素来调整印刷速度和时间,以确保印刷效果的稳定性和准确性。
6. 维护和保养:单色凹版印刷机需要定期进行维护和保养,以确保其正常工作和稳定性。
一般来说,每周需要清洁设备,并检查印刷面和印刷滚筒的平整度,以确保印刷效果的稳定性和准确性。
单色凹版印刷机的操作和张力控制需要细心和耐心,以确保印刷效果的准确性和稳定性。
通过正确的操作方法和张力控制,可以生产出高质量的单色凹版印刷产品。
篇二:单色凹版印刷机是一种常见的印刷设备,用于在纸张上印刷颜色。
以下是单色凹版印刷机的操作方法和张力的详细介绍。
1. 开机前的准备工作在开机前,必须确保机器处于稳定的状态。
检查所有的电线和电缆是否连接牢固。
检查电容器是否充满电。
然后,清洁机器的表面和印刷部件,以确保它们干净,无灰尘和污垢。
2. 调整印刷压力印刷压力是影响印刷质量的重要因素之一。
凹印机的张力控制在凹印机的高速运转过程中,稳定的张力对套印精度起着至关重要的作用。
所以,找出引起凹印机张力波动的原因,并对张力加以检测和控制是保证印刷品质量的前提。
1.引起张力波动的因素(1)承印物料卷未绕均匀、偏心,料卷管理不善等造成料卷外圆形状不规则,料卷实际轴线与理论轴线不重合,放卷时产生跳动。
(2)导辊之间的平行度不好,导辊自身不圆或动平衡超标,在凹印机高速运转时会引起张力波动。
(3)张力检测机构或张力控制部件发生故障。
如采用浮辊电位器检测部件检测张力,要求气缸的气压必须稳定,一般采用超低摩擦气缸,气缸进气前加装精密调压阀。
如果采用磁粉离合制动器作为张力控制部件,磁粉老化后易产生张力不稳。
如果放卷处采用气动制动器,制动马蹄磨损不均匀或磨损过多,容易造成放卷张力控制出现误差。
(4)纸张打滑引起张力波动。
这里所说的打滑主要发生在胶辊、钢辊对压处,如果气缸压力不足或胶辊、钢辊自身精度不够,就容易造成纸张打滑。
(5)凹印机在升、降速过程中张力也会出现波动,遇到这种情况一般可通过调整设备内部电机运行参数使张力稳定。
(6)承印物厚度不均匀,或有荷叶边现象,也会引起张力的改变。
2.张力检测方式(1)传感器检测方式。
将张力传感器装在检测辊两端,通过检测辊施加负载给张力传感器,传感器将所获得的张力信号传送到张力控制部件对张力大小进行调整,从而实现张力闭环控制。
这种张力检测方式的缺点是在张力调整过程中易产生张力震荡,造成张力的局部波动。
(2)浮辊电位器检测方式。
根据承印物所需张力大小和控制气缸缸径设定合适的气缸压力,并使之与承印物的拉力平衡,以达到稳定张力的目的。
设备开机运行后如出现张力波动,与浮辊摆臂转轴端同轴转动的齿轮将带动电位器齿轮旋转一定角度,电位器将所获得的电信号再传递给张力控制执行部分对张力进行反方向调整,从而实现张力闭环控制。
这种张力检测方式的缺点是占用空间较大,但它克服了传感器检测方式的缺点,能够有效吸收张力的震荡波动。
凹印铝箔的套印过程中张力控制
在凹印铝箔的套印过程中,张力调节和变化直接影响套印以及印刷的准确程度,是印刷工序控制的关键因素之一。
铝箔印刷机的张力控制系统是一种输入量按某种可调节的衰减规律而变化的特殊的随动系统。
张力控制是整机控制的核心。
只要张力控制稳定,张力变化小,铝箔在套印的精度和废品率就很容易控制。
然而在铝箔印刷过程中,张力产生波动和变化因素是多方面的,需认真分析。
第一,由于印刷机的料卷在收卷与放卷过程中,收放卷的直径是不断变化的。
放卷在制动力矩不变的情况下,直径减少,张力随之增大,收卷则相反,如果收卷力矩不变时,随着收卷直径增大,张力将减少。
这是印刷机固有特性所决定的,也是引起铝箔张力变化的主要因素。
第二,铝箔材料质量的不均匀性,影响着张力的变化,例如材料弹性模量的波动,材料厚度沿宽度长度方向变化等,料卷的质量偏心,以及加温的高低都会给整机的张力带来微妙的影响。
第三,印刷机在换料或接料断料过程中都会使整机原已稳定的张力突然产生干扰变化。
设备运行速度愈高,干扰就愈大,张力变化大、稳定性差。
应迅速根据料带张力干扰自动地随机调整使张力及时地回复原来稳定状态。
在套印中对印刷卷材在传送时要有适度的张力,张力过小时,在检测处的卷材容易产生抖动,影响套印精度,张力要恒定,以保证瞬时线速度恒定,并要求主电机运转要平稳,不能时快时慢,不能颤动,否则影响套印的精度。
书山有路勤为径;学海无涯苦作舟
凹印机印刷中的张力控制(上)
近几年来,随着凹印机套色控制技术智能化、自动化的迅猛发展,国内一些高档电脑套色凹印机均已采用了微型计算机控制系统。
另外,与之相适应的一种崭新的高精度、可重复的张力控制技术也取得了重大突破。
这种先进的张力控制系统采用了PLC的可编程控制器进行整机控制,触摸式电脑屏人机界面操作,自动化程度高,操作简便,全方位参数设置,具有可操作性,高稳定性和耐久性优点。
因此,由于两者的同步发展,现代凹印机大大提高了印刷品质量。
一、影响凹印机张力控制的几个因素
凹印机的张力控制系统实质上是一种输入量按某种可调节的衰减规
律而变化的特殊的随动系统。
张力的控制可以说是整机控制的核心。
只要张力控制稳定,张力变化小,凹印机的套色精度和废品率就很容易控制。
因此,要想确保凹印质量和效率必须配备功能完善的张力控制系统。
然而,在印刷过程中,使凹印机张力产生波动和变化的因素往往比较复杂,其主要影响因素大致有如下几个方面:
1.凹印机料卷在收、放卷过程中,收卷和放卷直径是不断变化的,
直径的变化必须会引起料带张力的变化。
放卷在制动力矩不变的情况下,直径减少,张力将随之增大。
而收卷则相反,如果收卷力矩不变时,随着收卷直径增大,张力将减少。
这是凹印机的固有特性所决定的,也是引起料带张力变化的主要因素之一。
2.凹印机各主要构件如底座、墙板、导辊等的制造精度和装配精度
存在偏差。
例如底座组装的平面度和直线度,墙板与底座组装的垂直度以
专注下一代成长,为了孩子。