工装夹具编号
- 格式:docx
- 大小:79.82 KB
- 文档页数:8
工装夹具、检具、刀具编号细则
童夏丰
2017-3-8
浙江通顺机动车部件有限公司
规范公司工装夹具、检具的设计、制造工艺流程与管理,满足公司生产要求,特编制工装夹具、检具、刀具编号细则。
方便工装夹具、检具、刀具的领用、发放、送检、回收、送修、报废等管理流程,确保工装夹具、检具、刀具处于受控状态,以更好地为生产服务。
2、适用范围
管理制度适用于存放在公司内部制动器的所有工装夹具、检具、刀具
3、职责
3.1使用部门负责按照客户产品型号和工装夹具、检具、刀具进行统一编号。
3.2使用部门负责工装夹具、检具、刀具的管理和维护工作。
4、总则:
建立一套科学、规范、具有较强系统性和可操作性的工装标准编号系统,并依此来规范公司现有的所有工装编号。
此规范的实施将整个公司的生产、仓储、管理及工艺技术开发等工装提供一个更加系统、方便、快捷和更趋于合理、科学的管理,同时也将有效地加强各部门之间的沟通、协调,减少相关作业的浪费,并将有利于公司工艺水平的持续提高。
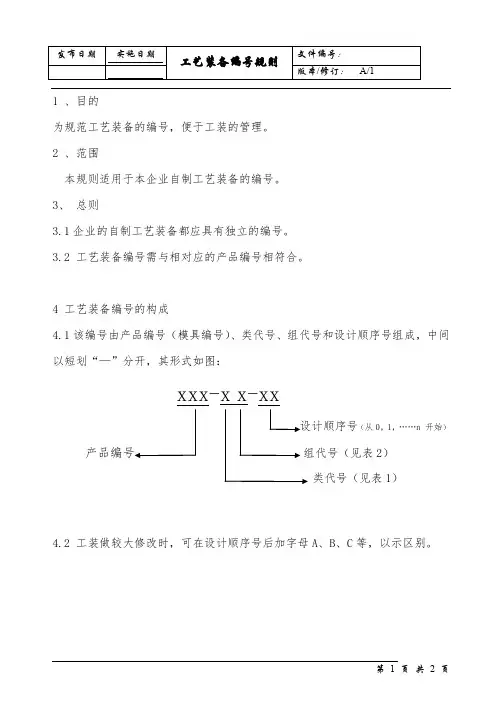
5、工装夹具、检具、刀具编号细则
5.1工装夹具的编号规则
所有工装夹具均采用7类编号,并具有唯一性和可识别性,具体办法如下:
1.
2.
3.
4.
5.表示工序代号
6.
7.
5.1.1产品类别代号
表示产品类别的代号,例如:卡钳代号为KQ;支架代号为ZJ;转向节代号为ZX;动力头代号为DL。
5.1.2产品开发顺序代号
根据产品开发顺序代号进行编制,例如:350117300/400代号为117(1代表前制动器,17代表开发顺序号);350117300B/400B代号为117B;动力头3507361000代号为736(7代表后制动器,36代表开发顺序号)。
5.1.3车间及生产线代号
表示车间及生产线的代号;例如:装配车间代号为ZP;金工(机加)车间代号为JG;涂装车间代号为TZ;冲压车间代号为CY;动力头装配车间代号为DL。
若车间有多条生产线则编号依次为:A、B、C……
工装代号为GZ;
5.1.5工序代号
表示工序的代号,例如:30代表工序号30。
5.1.6工序工装数量代号
表示本工序工装数量代号。
本工序只有一副工装则工装数量代号为01,若本工序有多副工装则工装数量代号依次编写为:01、02、03……
5.1.7工装设计零部件代号
表示设计工装时,工装的零部件代号。
工装总成代号为00;
工装设计零部件代号为01、02、03……
注:工装设计零部件代号在设计检具时使用,在工装上编号时需编制总成代号00。
5.1.8编制示例
a.工装编号示例:
KQ 117 B-ZP A GZ 30-02 - 00
以上工装编号:表示卡钳图号为:350117300B/400B装配车间A线工装,它是工序号为30的第二副工装。
b.工装零部件编号示例:
KQ 117 B - ZP A GZ 30-02 - 02
以上编号:表示卡钳350117300B/400B装配车间A线工序30第二副工装的第二个零部件。
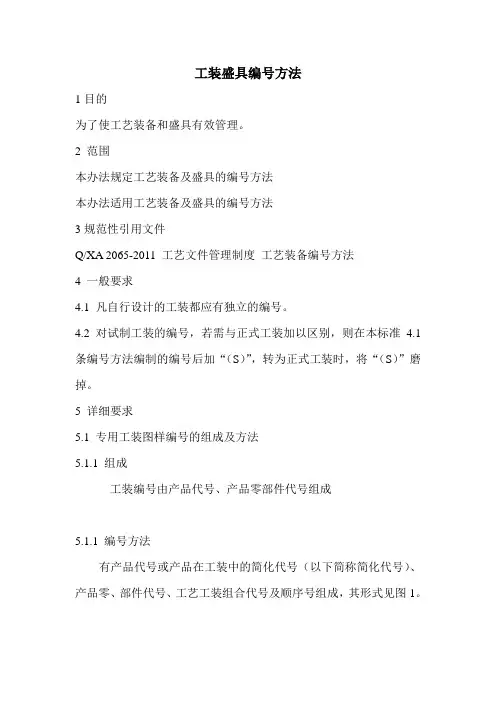
所有自制件检具均采用7类编号,并具有唯一性和可识别性,具体办法如下:
1.
2.
3.表示车间代号
4.
5.表示工序代号
6.
7.
5.2.1产品类别代号
表示产品类别的代号,使用产品名称前两个字相对应的首个字母。
当字母出现重复时采用第一个字的首个字母和第三个字的首个字母或第四个字的首个字母。
例如:卡钳代号为KQ;支架代号为ZJ;转向节代号为ZX;动力头代号为DL。
5.2.2产品开发顺序代号
根据产品开发顺序代号进行编制,例如:350117300/400代号为117(1代表前制动器,17代表开发顺序号);有变型号时增加一个字母350117300B/400B代号为117B;动力头3507361000代号为736(7代表后制动器,36代表开发顺序号)。
5.2.3车间代号
表示车间的代号;例如:装配车间代号为ZP;金工(机加)车间代号为JG;涂装车间代号为TZ;冲压车间代号为CY;动力头装配车间代号为DL。
5.2.4检具类型代号
表示检具类型代号;普通检具统一代号为JJ。
5.2.5工序代号
工序代号表示生产工序的顺序号,例如:30代表工序号为30。
5.2.6工序检具数量区分代号
表示相同工序多副检具的区分代号,本工序只有一副检具则本工序检具数量区分代号为01;若本工序有多副检具,为区分不同检具,检具数量区分代号依次编写为:01、02、03……
5.2.7检具设计零部件代号
表示设计检具时,检具的零部件代号及总成代号。
检具总成代号为00;
检具设计零部件代号为01、02、03……;
注:检具设计零部件代号在设计检具时使用,在检具上编号时需编制总成代号00。
a.检具编号示例:
KQ117-JG JJ30-02-00
以上编号表示卡钳350117301/401机加车间工序号为30的第二副综合检具。
b.检具零部件编号示例:
KQ117-JG JJ30 - 02- 02
以上编号表示卡钳350117301/401机加车间工序号为30的第二副综合检具的第二个零件。
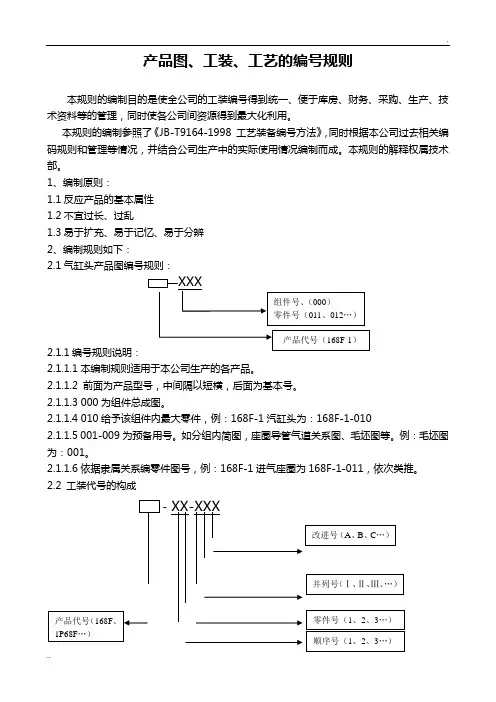
所有采购件检具均采用6类编号,并具有唯一性和可识别性,具体办法如下:
1.表示产品类别代号
2.
3.表示检具类型代号
4.表示产品特征代号
5.
6.
5.3.1产品类别代号
表示产品类别的代号,使用产品名称前两个字相对应的首个字母。
当字母出现重复时采用第一个字的首个字母和第三个字的首个字母或第四个字的首个字母。
例如:滑动轴代号为HD;制动盘代号为ZD;转向节代号为ZX。
5.3.2产品开发顺序代号
根据产品开发顺序代号进行编制。
例如:350117300/400代号为117(1代表前制动器,17代表开发顺序号);有变型号时增加一个字母350117300B/400B代号为117B;动力头3507361000代号为736(7代表后制动器,36代表开发顺序号)。
5.3.3检具类型代号
表示检具类型代号;普通检具统一代号为JJ。
5.3.4产品特征代号
根据产品特征号进行编制,例如:滑动轴产品特征号为461;制动盘产品特征号为117;转向节产品特征号为111;
5.3.5零部件检具数量区分代号
表示相同零部件多副检具的区分代号,该零部件只有一副检具则该零部件检具数量区分代号为01;若该零部件有多副检具,为区分不同检具,检具数量区分代号依次编写为:01、02、03……
5.3.6检具设计零部件代号
表示设计检具时,检具的零部件代号及总成代号。
检具总成代号为00;
检具设计零部件代号为001、002、03……;
注:检具设计零部件代号在设计检具时使用,在检具上编号时需编制总成代号00。
5.3.7编制示例
a.检具编号示例:ZD117-JJ117 -01- 00
以上编号表示350117117制动盘检具。
b.检具零部件编号示例:HD108-JJ461 -02- 02
以上编号表示350108461滑动轴的第二副检具的第二个零部件。
所有刀具均采用6类编号,并具有唯一性和可识别性,具体办法如下:
1.
2.
3.
4.表示刀具代号
5.表示工序代号
6.
5.4.1产品类别代号
表示产品类别的代号,例如:卡钳代号为KQ;支架代号为ZJ;转向节代号为ZX;动力头代号为DL。
5.4.2产品开发顺序代号
根据产品开发顺序代号进行编制,例如:350117300/400代号为117(1代表前制动器,17代表开发顺序号);350117300B/400B代号为117B;动力头3507361000代号为736(7代表后制动器,36代表开发顺序号)。
5.4.3车间及生产线代号
表示车间及生产线的代号;例如:装配车间代号为ZP;金工(机加)代号为JG;涂装车间代号为TZ;冲压车间代号为CY;动力头装配车间代号DL。
若车间有多条生产线则编号依次为:A、B、C……
5.4.4刀具代号
表示刀具代号:刀具代号为DJ。
5.4.5工序代号
表示工序的代号,例如:30代表工序号为30。
5.4.6工序刀具数量代号
表示本工序刀具数量代号。
本工序只有一把刀具则刀具数量代号为01;若本工序有多把刀具则刀具数量代号依次编写为:01、02、03……
5.4.7编制示例
a.刀具编号示例:
KQ 117 –JG DJ 30-01
以上刀具编号表示卡钳(350117301/401)机加车间工序号为30的第1把刀具。