160吨顶底复吹转炉设计
- 格式:doc
- 大小:241.50 KB
- 文档页数:6
顶底复吹转炉整体倒置拼装翻转就位施工工法顶底复吹转炉整体倒置拼装翻转就位施工工法是一种高效、安全的转炉安装方式。
本文将从前言、工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例等方面进行介绍。
一、前言顶底复吹转炉整体倒置拼装翻转就位施工工法是针对大型钢铁企业在转炉维修或更换时遇到的问题而研发的。
该工法通过整体倒置拼装翻转就位的方式,极大地提高了转炉的安装效率和施工质量。
二、工法特点该工法具有以下特点:1.施工周期短:相比传统的转炉安装方式,该工法的施工周期大幅缩短,能够更快地完成转炉的安装。
2.施工效率高:通过采用整体倒置拼装翻转就位的方式,大大提高了施工效率,减少了操作环节。
3.施工质量好:整体倒置拼装翻转就位能够确保转炉的安装精度,保证施工质量。
4.节约成本:该工法减少了转炉安装所需的劳动力和设备投入,降低了施工成本。
三、适应范围该工法适用于大型钢铁企业对转炉进行维修、更换、升级等工程,适用于各种规格和类型的转炉。
四、工艺原理这种施工工法的原理是通过将顶底复吹转炉进行整体倒置拼装,并使用专业机械设备将其翻转到预定位置。
这样可以提高工作效率,减少施工周期。
五、施工工艺该工法的施工工艺主要包括以下几个阶段:转炉准备、转炉分解、转炉倒置拼装、转炉翻转就位等。
在每个阶段中,都需要按照严格的操作规程进行施工。
六、劳动组织为确保施工的顺利进行,需要合理组织劳动力,包括安排具备相关技能和经验的工人,以及需要的管理人员和监督人员。
七、机具设备该工法所需的机具设备主要包括吊装机械、翻转机械、焊接设备、工具等。
这些设备在施工过程中起到重要的作用。
八、质量控制为确保施工质量,需要采取一系列的质量控制措施,包括对施工工艺每个阶段进行检查和验收,确保施工过程达到设计要求。
九、安全措施施工中需要注意一些安全事项,如使用合适的安全防护设备,确保工人的人身安全;合理规划作业流程,减少工人受伤的风险等。

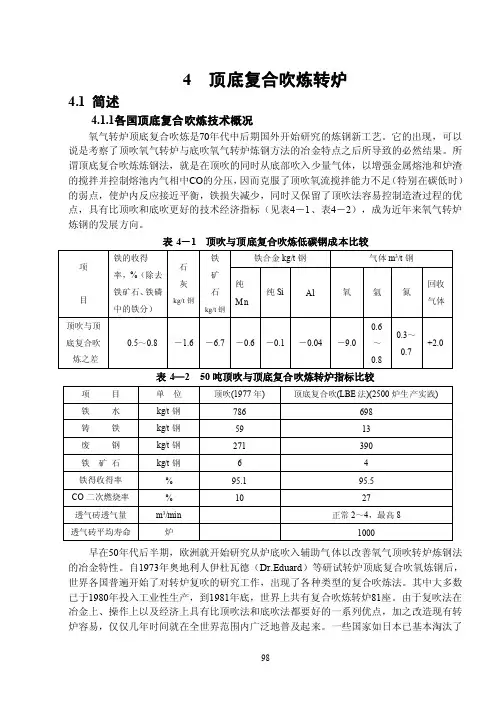
4 顶底复合吹炼转炉4.1 简述4.1.1各国顶底复合吹炼技术概况氧气转炉顶底复合吹炼是70年代中后期国外开始研究的炼钢新工艺。
它的出现,可以说是考察了顶吹氧气转炉与底吹氧气转炉炼钢方法的冶金特点之后所导致的必然结果。
所谓顶底复合吹炼炼钢法,就是在顶吹的同时从底部吹入少量气体,以增强金属熔池和炉渣的搅拌并控制熔池内气相中CO的分压,因而克服了顶吹氧流搅拌能力不足(特别在碳低时)的弱点,使炉内反应接近平衡,铁损失减少,同时又保留了顶吹法容易控制造渣过程的优点,具有比顶吹和底吹更好的技术经济指标(见表4-1、表4-2),成为近年来氧气转炉炼钢的发展方向。
表4-1 顶吹与顶底复合吹炼低碳钢成本比较表4—2 50吨顶吹与顶底复合吹炼转炉指标比较早在50年代后半期,欧洲就开始研究从炉底吹入辅助气体以改善氧气顶吹转炉炼钢法的冶金特性。
自1973年奥地利人伊杜瓦德(ard)等研试转炉顶底复合吹氧炼钢后,世界各国普遍开始了对转炉复吹的研究工作,出现了各种类型的复合吹炼法。
其中大多数已于1980年投入工业性生产,到1981年底,世界上共有复合吹炼转炉81座。
由于复吹法在冶金上、操作上以及经济上具有比顶吹法和底吹法都要好的一系列优点,加之改造现有转炉容易,仅仅几年时间就在全世界范围内广泛地普及起来。
一些国家如日本已基本淘汰了98单纯顶吹法。
4.1.2我国顶底复合吹炼技术的发展概况我国首钢及鞍钢钢铁研究所,分别于1980年和1981年开始进行复吹的试验研究,并于1983年分别在首钢30吨转炉和鞍钢150吨转炉推广使用。
到目前为止全国大部分转炉钢厂都不同程度的采用了复合吹炼技术,设备不断完善,工艺不断改进,复合吹炼钢种已有200多个,技术经济效果不断提高。
表4—3是90年代初我国已有的复吹工艺及其主要特征。
表4—3 我国已有的复合吹炼法及主要特征1)底部供气元件。
底部供气元件是复合吹炼技术的关键之一。
我国最初采用的是管式结构喷嘴,1982年采用双层套管,1983年改为环缝,虽然双层套管与环缝比,除了使用N2、CO2、Ar外,还可以吹入粉料等,但是从结构上看还是环缝最简单。
180t 顶底复吹转炉设计一、转炉炉型设计原始条件: 炉子平均出钢量180t 。
金属收得率取92%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}1、熔池形状确定转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
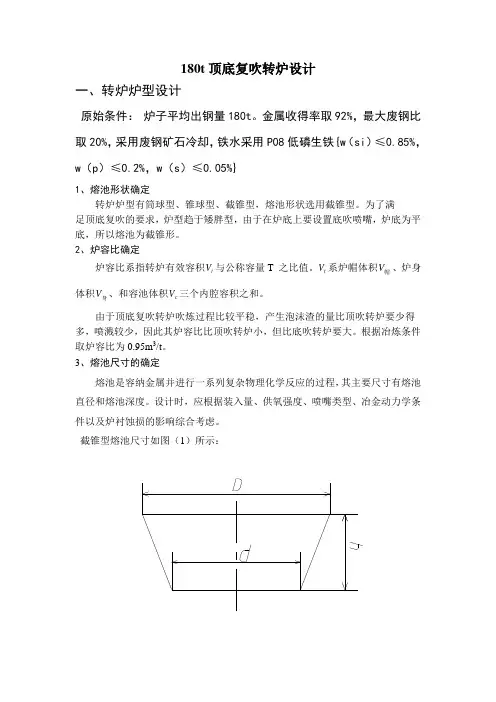
截锥型熔池尺寸如图(1)所示:则其体积为: )(12h2112d Dd D V ++=π熔(1) 熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
D=Kt G =1.63×15180=5.646m 式中G ——炉子公称容量,180t ;t ——平均每炉钢纯吹氧时间,取15分钟; K ——比例系数,根据炉子容量取1.63; (2)熔池深度h :根据经验,取D d 7.01== 3.952m其中熔池体积38.268.6180m GV c ===ρ故熔池深度: 20.574c V h D == 2646.5574.08.26⨯=1.465m校核26.0646.5465.1/==D h 符合要求 4、炉帽尺寸的确定(1)炉帽倾角θ:本计算中取θ=65度(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取48%则 d=48%D=0.48×5.646=2.710m(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
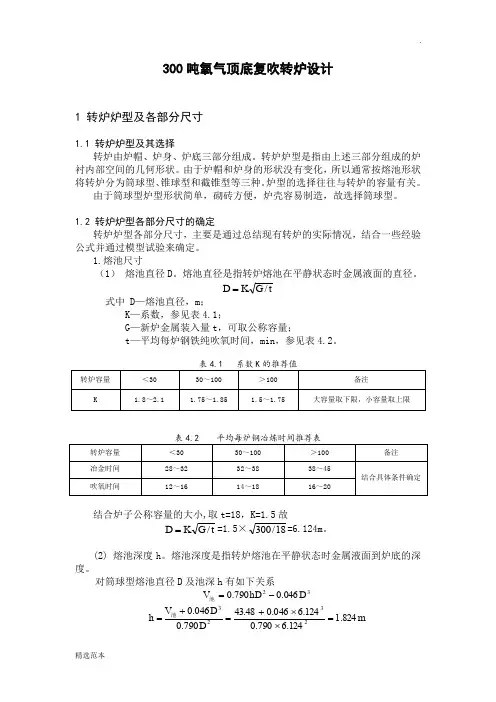
300吨氧气顶底复吹转炉设计1 转炉炉型及各部分尺寸1.1 转炉炉型及其选择转炉由炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉分为筒球型、锥球型和截锥型等三种。
炉型的选择往往与转炉的容量有关。
由于筒球型炉型形状简单,砌砖方便,炉壳容易制造,故选择筒球型。
1.2 转炉炉型各部分尺寸的确定转炉炉型各部分尺寸,主要是通过总结现有转炉的实际情况,结合一些经验公式并通过模型试验来确定。
1.熔池尺寸(1) 熔池直径D 。
熔池直径是指转炉熔池在平静状态时金属液面的直径。
t G K D /=式中 D —熔池直径,m ; K —系数,参见表4.1;G —新炉金属装入量t ,可取公称容量;t —平均每炉钢铁纯吹氧时间,min ,参见表4.2。
表4.1 系数K 的推荐值转炉容量<30 30~100 >100 备注K1.8~2.11.75~1.851.5~1.75大容量取下限,小容量取上限表4.2 平均每炉钢冶炼时间推荐表转炉容量 <30 30~100 >100 备注冶金时间 28~32 32~38 38~45结合具体条件确定吹氧时间12~1614~1816~20结合炉子公称容量的大小,取t=18,K=1.5故t G K D /==1.5×18/300=6.124m 。
(2) 熔池深度h 。
熔池深度是指转炉熔池在平静状态时金属液面到炉底的深度。
对筒球型熔池直径D 及池深h 有如下关系32046.090.70D hD V -=池m D D V h .8241.124690.70.124646.0043.4890.7046.002323=⨯⨯+=+=池这里 43.489.6300====铁铁池ρGV V m ³。
2.炉帽尺寸的确定(1) 转炉一般都用正口炉帽,其主要尺寸有炉帽倾角,炉口直径和炉帽高度。
取炉帽倾角θ=60°。
转炉顶底复吹工艺总结我厂于2006年3月29日与钢铁研究总院合作完成了对3#转炉底吹工艺改造,并获得初步成功。
在8月3日完成了对1#转炉的改造,8月23日完成了对2#转炉的改造。
至此,我厂的3座转炉已经全部实现了顶底复吹。
现对顶底复吹工艺在我厂的使用情况做一总结。
1、冶炼过程1.1过程枪位控制的调整复吹转炉由于底吹的影响,熔池物化反应强度发生改变,冶炼操作方式也与顶吹有所不同。
经过技术人员与操作工的摸索,复吹总体枪位比顶吹高200mm,特别是吹炼进行到4分钟左右[C]-[O]反应初起,枪位必须提高到距钢液面1600~1700mm,以避免金属喷溅。
并将最低枪位由顶吹时的距液面800mm改为距液面1000mm,过程枪位的波动控制在1000mm~1700mm,减少了过程的喷溅和返干,并有效地减少了烧枪。
1.2渣料的调整由于复吹转炉反应速度加快,熔池搅拌均匀,渣中TFe较顶吹转炉低,石灰加入量有所减少,萤石的加入量较大。
1.3终点控制的差异复吹与顶吹转炉相比,终点控制存在一定的差异:复吹转炉由于熔池的搅拌比顶吹有所加强,拉碳时火焰收缩没有顶吹明显,终点碳容易拉低;复吹转炉成渣速度快,要求对过程温度、化渣情况的变化应及时做出反应;复吹终点成分、温度更加均匀,出钢温度可适当降低5℃左右,配[C]时要按成分的中上限控制。
2、复吹转炉冶金效果评价(部分)2.1钢水终点[C][O]浓度积采用“长寿复吹转炉冶炼技术(LCB)”后,增强了吹炼末期熔池搅拌强度,使钢液中的[C]-[O]反应更加接近平衡,降低了钢水的氧化性,提高了钢水的质量。
经检测表明,在[C]×[ O]积方面,比顶吹转炉降低0.000006。
我们取样分析,3#转炉[C]×[ O]积平均为0.002841, 2#转炉平均为0.002847,降低0.000006。
([C][O]浓度积只有3#炉数据))2.2复吹工艺对终渣氧化性的影响采用复吹工艺之后,由于熔池搅拌加强,使渣-钢间的反应更加趋于平衡,从而使渣中的TFe含量有所降低。
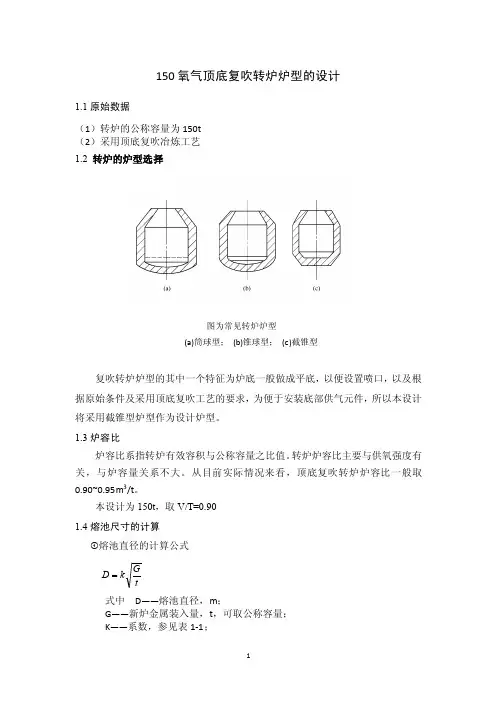
150氧气顶底复吹转炉炉型的设计1.1原始数据(1)转炉的公称容量为150t (2)采用顶底复吹冶炼工艺 1.2 转炉的炉型选择图为常见转炉炉型(a)筒球型; (b)锥球型; (c)截锥型复吹转炉炉型的其中一个特征为炉底一般做成平底,以便设置喷口,以及根据原始条件及采用顶底复吹工艺的要求,为便于安装底部供气元件,所以本设计将采用截锥型炉型作为设计炉型。
1.3炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,顶底复吹转炉炉容比一般取0.90~0.95m 3/t 。
本设计为150t ,取V/T=0.90 1.4熔池尺寸的计算 熔池直径的计算公式 tGkD 式中 D ——熔池直径,m ;G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min表1-1 系数K 的推荐值b.确定吹氧时间表1.2 推荐的转炉纯吹氧时间本设计的转炉公称容量为150t ,又根据国家关于新建转炉的要求,吹氧时间在16min , 所以选择的吹氧时间为16min 。
取K=1.60 则)(900.41615060.1m t G K D =⋅=⋅= ② 截锥型熔池深度的计算公式为: )(400.1900.4574.0231.19574.0574.0222m D V D V h =⨯=⨯==)(金池 V 池=G/Y=19.231m 3 其中Y=7.8t/ m 3 ③熔池其他尺寸确定. )(43.3900.47.07.01m D D =⨯== 1.5炉帽尺寸的确定①炉口直径d 0.取 )(450.2900.45.00m d =⨯= ②炉帽倾角: 取63°③炉帽高度H 帽: 取H 口=300mm , )(12.263tan )450.2900.4(21tan )(2100m d D H =⨯-=⋅-=θ锥则整个炉帽高度为: )(42.23.012.2m H H H =+=+=锥口帽 炉帽体积:320022073.2432.2341.1)(124m d Dd D H H d V V V =+=++⋅+⋅⋅=+=锥口锥口帽ππ1.6炉身尺寸确定①炉膛直径D 膛=D(无加厚型)=4.900 m②根据炉熔比为0.90,可求出炉子总容积为 )(135300900.03m V =⨯=总)(04.9173.2423.191353m V V V V =--=--=帽池总身 ③炉身高度 )(83.4)900.4(404.91422m D V H =⋅=⋅=ππ身身则炉型内高 )(25.783.442.2m H H H =+=+=身帽内 1.7出钢口尺寸的确定1出钢口直径 )(18.015075.16375.163m T d T =⨯+=+= 2出钢口衬砖外径 )(08.118.066m d d T ST =⨯== 3出钢口长度 )(26.118.077m d L T T =⨯== 4 出钢口倾角β :︒=0β 1.8炉衬厚度确定炉身工作层选800mm ,永久层选150mm.填充层90mm ,总厚度为: 850+150+90=1040mm炉壳内径为: )(98.604.12900.41.12m D D =⨯+=⨯+=壳内炉帽工作层600mm ,永久层150mm. 炉底工作层600mm ,炉底永久层用标准镁砖砌一层450mm , 则炉底砖衬总厚度为600+450=1050mm 故炉壳内型高度为)(70.940.105.142.483.4m H =+++=壳工作层材质全部采用镁碳砖。
2.转炉炉型设计及计算2.1转炉容量的计算2.1.1根据生产规模和产品方案计算出年需要钢水量:年需钢水量=良坯收得率年需良坯量年需不同钢种的连铸方坯250×104t ,连铸板坯200×104t 。
连铸收得率99%,则:年需钢水量=99%450=450×104t 2.1.2计算年出钢炉数:(按2吹2计算) 年出钢炉数=2冶炼周期转炉作业率日历时间冶炼周期年炼钢时间⨯⨯=⨯2转炉作业率=79.5%100%365290100%=⨯=⨯日历天数转炉有效作业天数转炉有效作业天数:日历天数扣除大于20min 以上的一切检修和故障时间总和,转炉工艺设计技术规范规定,当转炉与单台连铸机配合全连铸时为275~300天。
本设计取290天。
冶炼周期按容量大小确定,大于100t 为38~45min ,本设计取40min , 则:年出钢炉数=2×365×79.5%×24×60/40=20880炉每天出钢炉数=炉年作业天数年出钢炉数7229020880==平均产钢水量=215.5t 208804500000==年出钢炉数年产钢水量2.1.3按标准系列确定炉子容量:选定250t 转炉2座,按照2吹2方式生产。
核算车间年产量:250×20880×99%=495.9×104t 良坯。
2.2转炉炉型设计 2.2.1原始条件炉子平均出钢量为250t ,铁水密度6.8g/cm 3,铁水收得率为92%。
2.2.2炉型选择顶底复吹转炉的炉型基本上与顶吹和底吹转炉相似;它介于顶吹转炉和底吹转炉之间。
为了满足顶底复吹的要求炉型趋于矮胖型,由于在炉底上设置底吹喷嘴,炉底为平底,所以根据原始数据,为了便于设置底部供气构件,选择截锥形炉型。
2.2.3炉容比炉容比指转炉有效容积V t 与公称容量T 之比值V t /T(m 3/t)。
V t 系炉帽、炉身和熔池三个内腔容积之和。
辽宁科技学院课程实践报告课程实践名称:设计一座公称容量为X吨的转炉和氧枪指导教师:班级:姓名:2011年7 月12 日课程设计(论文)任务书题目:设计一座公称容量为80吨的转炉和氧枪系别:冶金工程系专业:冶金技术班级:学生姓名:学号:指导教师(签字):2011年 6 月 27日一、课程设计的主要任务与内容一、氧气转炉设计1.1氧气顶吹转炉炉型设计1.2氧气转炉炉衬设计1.3转炉炉体金属构件设计二转炉氧枪设计2.1 氧枪喷头尺寸计算2. 2氧枪枪身和氧枪水冷系统设计2.3升降机构与更换装置设计2.4氧气转炉炼钢车间供氧二、设计(论文)的基本要求1、说明书符合规范,要求打印成册。
2、独立按时完成设计任务,遵守纪律。
3、选取参数合理,要有计算过程。
4、制图符合制图规范。
三、推荐参考文献(一般4~6篇,其中外文文献至少1篇)期刊:[序号] 作者.题名[J].期刊名称.出版年月,卷号(期号):起止页码。
书籍:[序号] 著者.书写[M].编者.版次(第一版应省略).出版地:出版者,出版年月:起止页码论文集:[序号] 著者.题名[C].编者. 论文集名,出版地:出版者,出版年月:起止页码学位论文:[序号] 作者.题名[D].保存地:保存单位,年份专利文献:[序号] 专利所有者.专利题名[P].专利国别:专利号,发布日期国际、国家标准:[序号] 标准代号,标准名称[S].出版地:出版者,出版年月电子文献:[序号] 作者.电子文献题名[文献类型/载体类型].电子文献的出版或可获得地址,发表或更新日期/引用日期报纸:[序号]作者.文名[N].报纸名称,出版日期(版次)四、进度要求序号时间要求应完成的内容(任务)提要1 2011年6月27日-2011年6月29日调研、搜集资料2 2011年6月30日-2011年7月2日论证、开题3 2011年7月3日-2011年7月5日中期检查4 2011年7月6日-2011年7月7日提交初稿5 2011年7月8日-2011年7月10日修改6 2011年7月11日-2011年7月12日定稿、打印7 2011年7月13日-2011年7月15日答辩五、专业教研室审核意见教研室主任签字:年月日六、教学系审核意见教学副主任签字:年月日注:1.本任务书由指导教师编制完成,经教研室及所在系审核同意后生效。
3.1 转炉炉型设计3.1.1 转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓,即平时所说的转炉的吨位。
它是转炉生产能力的主要标志和炉型设计的重要依据。
目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法:1)以平均金属装入量(t)表示;2)以平均出钢量(t)表示;3)以平均炉产良坯量(t)表示。
在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。
这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。
以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。
以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。
设计的公称容量与实际生产的炉产量基本一致。
所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。
(2)炉型的定义:转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料砌成的炉衬内形。
(3)炉型设计的意义转炉是转炉炼钢车间的核心设备,炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响,炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素,并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。
而且转炉一旦投产使用,炉型尺寸就很难再作改动,因为不论变动直径还是高度都牵涉到耳轴位置,它是与转炉基础联系在一起的,一般不能随意变动。
所以说,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提。
而炉型设计又是整个转炉设计的关键。
1 转炉炉型选型设计及相关参数计算1转炉炉型设计1.1.1 炉型选择氧气顶底复吹转炉是20世纪70年代中、后期,开始研究的一项新炼钢工艺。
其优越性在于炉子的高宽比略小于顶吹转炉却又大于底吹转炉,略呈矮胖型;炉底一般为平底,以便设置底部喷口。
综合以上特点选用转炉炉型为锥球型(适用于中小型转炉见图1-1)。
图1-1 常见转炉炉型(a)筒球型;(b)锥球型;(c)截锥型1.1.2 主要参数的确定本设计选用氧气顶吹转炉(公称容量50t)。
(1) 炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,转炉炉容比一般取0.9~1.05m3/t。
本设计取炉容比为1.05m3/t。
(2) 高径比转炉高径比,通常取1.35~1.65。
小炉子取上限,大炉子取下限。
本设计取高径比:1.40。
(3) 熔池直径D 可按以下经验公式确定:tG KD = (1-1)式中 D ——熔池直径,m ;G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min ,参见表1-2。
表1-1 系数K 的推荐值注:括号内数系吹氧时间参考值。
设计中转炉的公称容量为50t ,取K 为1.85,t 取15min 。
可得:38.3155085.1==D m(4) 熔池深度h锥球型熔池倒锥度一般为12°~30°,当球缺体半径R=1.1D 时,球缺体高h1=0.09D 的设计较多。
熔池体积和熔池直径D 及熔池深度h 有如下的关系:23665.0033.0DD V h +=池 (1-2)由池V G 1ρ=可得:09.705.7501===ρGV 池(m 3)将池V 代入式(7-2)得:98.038.3665.038.3033.009.7665.0033.02323=⨯⨯+=+=DD V h 池(m)(5) 炉身高度身H转炉炉帽以下,熔池面以上的圆柱体部分称为炉身。
顶底复吹转炉炼钢工艺哎呀,你这题目可真够专业的,顶底复吹转炉炼钢工艺,听起来就挺高大上的。
不过呢,我尽量用大白话给你讲讲这事儿,咱们就像俩哥们儿聊天一样,轻松一点。
首先,咱们得说说这炼钢的家伙事儿,顶底复吹转炉。
这玩意儿,就像个大锅,不过这锅可不一般,它是用来炼钢的。
你想想,这钢水多烫啊,得有上千度,所以这转炉得特别耐热,得用特别结实的材料做。
咱们先说说这转炉的顶吹,就是炉子上面有个吹氧的装置,就像吹气球一样,不过这气球是钢水。
这氧气一吹进去,钢水就开始沸腾,就像你煮火锅时候,水开了,咕嘟咕嘟的。
这氧气和钢水里的杂质一反应,就生成了二氧化碳和水蒸气,这些气体就带着杂质一起跑出来了。
这样,钢水就变得更纯净了。
然后,咱们再聊聊底吹。
这底吹就是在炉子底下吹氧气,这可比顶吹复杂多了。
你想啊,这钢水在炉子里,上面吹气,下面也得吹气,这得多协调啊。
底吹的好处是,它能更均匀地加热钢水,让钢水的温度更均衡。
这样炼出来的钢,质量就更好了。
我记得有一次,我去参观了一个炼钢厂,那场面,真是壮观。
那转炉,跟个小山似的,旁边都是管道和阀门,看起来特别复杂。
工人们穿着防护服,戴着安全帽,忙忙碌碌的。
我看着他们操作,就觉得这炼钢真是个技术活儿。
那钢水,红彤彤的,亮得刺眼。
我站得远远的,都能感觉到那股热浪。
工人们操作着设备,顶吹和底吹同时进行,那钢水就在炉子里翻滚。
我看着那钢水,就想象着它最后变成坚固的钢材,就觉得这过程挺神奇的。
最后,当钢水冷却,变成钢材,那种感觉,就像看着一团火变成了冰,挺不可思议的。
这炼钢工艺,虽然听起来高大上,但其实也挺接地气的,就是把一团火,变成一块冰的过程。
所以啊,这顶底复吹转炉炼钢工艺,虽然听起来复杂,但其实就跟咱们平时做饭差不多,就是火候和时间的控制。
不过,这炼钢的火候和时间,那可比做饭难掌握多了。
这工艺,就像是一门艺术,需要工匠们精心操作,才能炼出好钢。
你看,咱们聊了这么多,其实就是想告诉你,这炼钢工艺,虽然听起来高大上,但其实也挺接地气的。
160t 顶底复吹转炉设计
一、转炉炉型设计
原始条件: 炉子平均出钢量160t 。
金属收得率取90%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}
1、熔池形状确定
转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定
炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定
熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
截锥型熔池尺寸如图(1)所示:
则其体积为: )(12h 2
112d Dd D V ++=
π熔 (1) 熔池直径D : 熔池直径通常指熔池处于平静状态时金属液面的直径。
D=K
t G =1.70×18160=5.068 式中G ——炉子公称容量,160t ;
t ——平均每炉钢纯吹氧时间,取18分钟;
K ——比例系数,根据炉子容量取1.70;
(2)熔池深度h :
根据经验,取D d 7.01== 3.548 其中熔池体积35.238.6160m G V c ==
=ρ 故熔池深度: 20.574c V h D == 2068.5574.05.23⨯=1.594 m 校核315.0068
.51.594/==
D h 符合要求 4、炉帽尺寸的确定 (1)炉帽倾角θ:本计算中取θ=60度
(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取45%
则 d=45%D=0.45×5.068=2.281m
(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
H 锥()θtg d D -=21=()m tg H 414.260281.25.0682
10=⨯-=帽 直线段高度H 口一般为300~400mm ,本计算中取H 口=400mm 。
则有 m H H H 814.24.0414.2=+=+=口锥帽 炉帽总容积为:3222m 46.824d d 12=+++=d H D D H V 直锥帽)(ππ
5、炉身尺寸确定
(1) 炉膛直径D 膛=D (无加厚段)
(2)根据选定的炉容比0.95m 3/t ,可求出炉子总容积为总V =0.95⨯160=152m 3 身V =总V -c V -帽V =152-23.5-28.46=100.04m 3
(3)炉身高度H 身
m 959.44/2
==D V H )(身身π 则炉型内高内H =h+帽H +身H =1.594+2.814+959.4=9.367m
6、出钢口尺寸确定
(1).位置
出钢时出钢口应处于钢液最深处,因此出钢口应设在炉帽和炉身内衬的交界处,以便当转炉处于水平位置出钢时其位置最低,这样钢水容易出净,又不容易下渣。
(2)出钢口中心线水平倾角θ:
出钢口角度是指出钢口中心线与水平显得夹角,,其大小应考虑缩短出钢口长度,有利维修、减少钢水二次氧气及热损失,大型转炉的出钢口角度趋向减小。
国外不少采用0°,但0°倾角使钢流对钢包内金属的冲力变小。
本设计取θ=18°
(3).出钢口直径T d :出钢口直径决定着出钢时间,因此随炉子容量而异。
出钢时间通常为2-8min 。
通常T d 可按下面经验公式确定:
0.19m 18.52cm 16075.16375G .163≈=⨯+=+=T d
式中:G —转炉公称容量,本计算中取160t
(4).出钢口衬砖外径:
ST d =6d T =6⨯0.19=1.14m
(5).出钢口长度:
L T =7d T =7⨯0.19=1.33m
二、 转炉炉衬设计
1、炉衬厚度:
炉身工作层选700mm,永久层115mm,填充层100mm,总厚度为700+115+100=915 mm
则炉衬外径即炉壳内径为D
=5.068+0.915×2=6.898m
壳内
炉帽和炉底工作层均选600mm,炉帽永久层为150mm,炉底永久层用标准镁砖立砌一层230mm,粘土砖平砌三层65×3=195mm;
则炉底砖衬总厚度为600+230+195=1025mm
故炉壳内型高度为
H=9.367+1.025=10.392m
1
工作层材质全采用镁碳砖。
2、材质:
选用沥青或树脂结合的镁碳转,含碳量为14%。
镁碳砖具有耐高温、耐渣侵和耐剥落等优良的使用性能。
与其他镁砖相比,在使用过程中变质层变薄,不至于引起砖体结构的剥落,加入相当的数量的石墨改善了砖的导热性能,具有良好的抗震性。
用镁碳砖砌筑炉衬,大幅度的提高了炉衬的使用寿命,再配合溅渣护炉等护炉技术,炉衬寿命可达1万次以上。
但由于镁碳砖成本较高,因此根据在冶炼过程中,工作层不同部位受损情况的不同,采用不同档次的镁碳砖,这样整个炉衬的受损情况较为均匀,就是综合砌炉。
(1).炉口部位。
该部位温度变化剧烈,熔渣和高温废气的冲刷较严重,在加料和清理残钢、残渣时。
炉口受到撞击,因此用于炉口的耐火砖必须具有抗热震性和抗渣性,耐熔渣和高温废气的冲刷,且不易粘钢的易于清理的镁碳砖。
(2). 炉帽部位。
该部位是受熔渣侵蚀最严重的部位,同时还受温度急变的影响和含尘废气的冲刷,故使用抗渣性强和抗热震性好的镁碳砖。
(3). 炉衬装料侧。
该部位除受吹炼过程熔渣和钢水时的直接撞击与冲刷、化学侵蚀外,还要受到装入料废钢和兑铁水时的冲蚀,给炉衬带来严重的机械性
损伤,因此应砌筑具有较高抗渣性、高强度、高抗热震性的镁碳砖。
(4).炉衬出钢侧。
此部位主要是受出钢时钢水的热冲击和冲刷作用,损坏速度低于装料侧,所以可砌筑档次低一些的镁碳砖,并且砌筑厚度可薄一些。
出钢口除受高温钢水的冲刷外,还经受温度急变的影响,蚀损严重,需要经常更换,影响冶炼时间,而出钢口则采用等静压成型的整体镁碳砖出钢口,整体结构方便更换。
(5).渣线部位。
此部位在吹炼过程中,炉衬与熔渣长期接触受到严重侵蚀而形成。
在出钢侧渣线位置的变化并不明显,但在排渣侧受到熔渣的强烈侵蚀,再加上吹炼过程中其他作用的共同影响,衬砖损毁较为严重,应砌筑抗渣性良好的镁碳砖。
(6). 两侧耳轴部位。
该部位出受吹炼过程的蚀损外,其表面又无保护渣层覆盖,砖体中的碳素极易被氧化,并难于修补,因而损坏严重。
故此部位应砌筑抗渣性好、抗氧化性能强的高级镁碳砖。
(7).熔池和炉底部位。
此部位炉衬在吹炼过程中受钢水强烈冲蚀,并且采用顶底复吹工艺,炉底中心部位容易损毁,可与装料侧砌筑相同材质的镁砖。
炉衬由永久层、填充层和工作层组成。
无绝热层时,永久层紧贴炉壳,修炉时一般不予拆除,作用是保护炉壳,常用镁砖砌筑。
填充层介于永久层与工作层之间,一般用焦油镁砂捣打而成,厚度约80~100 mm。
工作层与金属、熔渣和炉气接触的内层炉衬,工作条件相当恶劣,用高、中、低不同档次的镁碳砖砌筑。
炉帽可用二步煅烧镁砖。
三、转炉炉壳设计:
1、炉壳厚度确定:
查表选择:炉帽:65mm厚钢板
炉身:75mm 厚钢板
炉底:65mm 厚钢板
2、炉壳转角半径:
SR 1=SR 2=900mm
SR 3=0.5δ底=0.5×1025=510mm
3、验算高宽比:
由以上数据可计算得:H 总=10392+65=10457mm
D 壳=6898+2×75=7019mm
则: 壳总D H =7019
10457=1.49 由此可知,壳
总D H ≥1.3,符合高宽比的推荐值,因此所设计的炉子尺寸基本上是合适的,能够保证转炉的正常冶炼。