设计作业 300t顶底复吹转炉炉型计算
- 格式:doc
- 大小:107.00 KB
- 文档页数:5
2.转炉炉型设计及计算2.1转炉容量的计算2.1.1根据生产规模和产品方案计算出年需要钢水量:年需钢水量=良坯收得率年需良坯量年需不同钢种的连铸方坯250×104t ,连铸板坯200×104t 。
连铸收得率99%,则:年需钢水量=99%450=450×104t 2.1.2计算年出钢炉数:(按2吹2计算) 年出钢炉数=2冶炼周期转炉作业率日历时间冶炼周期年炼钢时间⨯⨯=⨯2转炉作业率=79.5%100%365290100%=⨯=⨯日历天数转炉有效作业天数转炉有效作业天数:日历天数扣除大于20min 以上的一切检修和故障时间总和,转炉工艺设计技术规范规定,当转炉与单台连铸机配合全连铸时为275~300天。
本设计取290天。
冶炼周期按容量大小确定,大于100t 为38~45min ,本设计取40min , 则:年出钢炉数=2×365×79.5%×24×60/40=20880炉每天出钢炉数=炉年作业天数年出钢炉数7229020880==平均产钢水量=215.5t 208804500000==年出钢炉数年产钢水量2.1.3按标准系列确定炉子容量:选定250t 转炉2座,按照2吹2方式生产。
核算车间年产量:250×20880×99%=495.9×104t 良坯。
2.2转炉炉型设计 2.2.1原始条件炉子平均出钢量为250t ,铁水密度6.8g/cm 3,铁水收得率为92%。
2.2.2炉型选择顶底复吹转炉的炉型基本上与顶吹和底吹转炉相似;它介于顶吹转炉和底吹转炉之间。
为了满足顶底复吹的要求炉型趋于矮胖型,由于在炉底上设置底吹喷嘴,炉底为平底,所以根据原始数据,为了便于设置底部供气构件,选择截锥形炉型。
2.2.3炉容比炉容比指转炉有效容积V t 与公称容量T 之比值V t /T(m 3/t)。
V t 系炉帽、炉身和熔池三个内腔容积之和。
转炉炉型设计计算1.1原始数据(1)、转炉的公称容量为300t 。
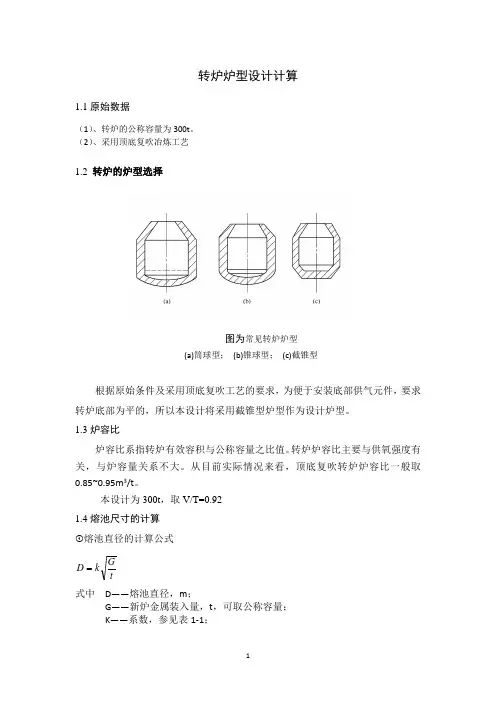
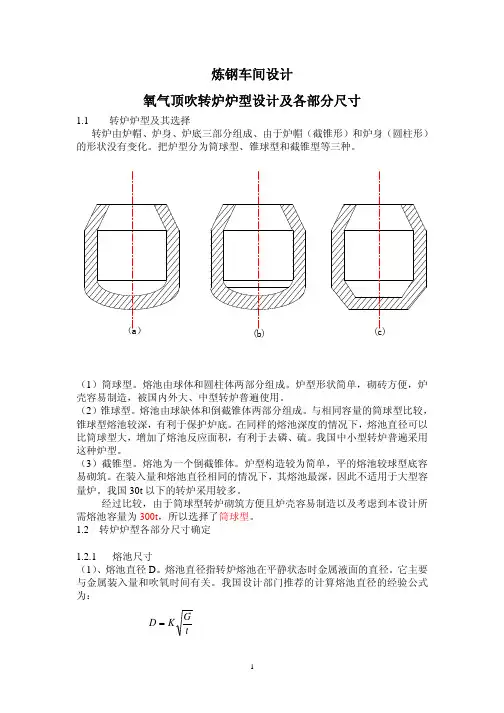
(2)、采用顶底复吹冶炼工艺1.2 转炉的炉型选择图为常见转炉炉型(a)筒球型; (b)锥球型; (c)截锥型根据原始条件及采用顶底复吹工艺的要求,为便于安装底部供气元件,要求转炉底部为平的,所以本设计将采用截锥型炉型作为设计炉型。
1.3炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,顶底复吹转炉炉容比一般取0.85~0.95m 3/t 。
本设计为300t ,取V/T=0.92 1.4熔池尺寸的计算 熔池直径的计算公式tGkD 式中 D ——熔池直径,m ;G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min表1-1 系数K 的推荐值b.确定吹氧时间表1.2 推荐的转炉纯吹氧时间本设计的转炉公称容量为300t ,又根据国家关于新建转炉的要求,吹氧时间在16min , 所以选择的吹氧时间为16min 。
取K=1.50 则)(495.61630050.1m t G K D =⋅=⋅= ② 截锥型熔池深度的计算公式为:)(822.1495.6574.0119.44574.0574.0222m D V D V h =⨯=⨯==)(金池 V 池=G/Y=44.119m 3 其中Y=6.8t/ m 3 ③熔池其他尺寸确定.)(546.4495.67.07.01m D D =⨯== 1.5炉帽尺寸的确定 ①炉口直径d 0.取)(2475.3495.65.00m d =⨯= ②炉帽倾角: 取︒60 ③炉帽高度H 帽: 取H 口=400mm ,)(76.260tan )2475.3495.6(21tan )(2100m d D H =⨯-=⋅-=θ锥 则整个炉帽高度为:)(06.33.076.2m H H H =+=+=锥口帽 在炉口处设置水箱试水冷炉口。
1 转炉物料平衡与热平衡计算炼钢过程的物料平衡与热平衡计算是建立在物质与能量守恒的基础上的。
其主要目的是比较整个冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度,确定合理的设计参数和提高炼钢技术经济指标提供定量依据。
物料平衡是计算转炉炼钢过程中加入炉内与参与炼钢的全部物料(如铁水、废钢、氧气、冷却剂、渣料、合金添加剂、被侵蚀的炉衬等)和炼钢过程的产物(如钢水、炉渣、炉气、烟尘等)之间的平衡关系。
热平衡是计算转炉炼钢过程的热量收入(如铁水物理热、化学热)和热量支出(如钢水、炉渣、炉气的物理热、冷却剂溶化和分解热)之间的平衡关系。
1.1 原始数据的选取1.1.1 原材料成分(表1-1~表1-5)表1-1 铁水、废钢成分(%)表1-3 各材料的热容(kJ/kg.K)表1-4 反应热效应(25℃)表1-5 铁合金成分(分子)及其回收率(分母)1.1.2假设条件根据各类转炉生产实际过程假设:(1)渣中铁珠量为渣量的8%;(2)喷溅损失为铁水量的1%;CO(3)熔池中碳的氧化生成90%CO,10%2Fe O (4)烟尘量为铁水量的1.6%,其中FeO为77%,23(5)炉衬侵蚀量为铁水量的0.5%;(6)炉气温度取1450℃,炉气中自由氧含量为总炉气量的0.5%;(7)氧气成分:98.5%氧气,1.5%氮气。
1.1.3冶炼钢种及规格成分要求冶炼低碳钢,以Q235钢为例,其规格成分为(%):C 0.14~0.22,Si 0.12~0.30,Mn 0.40~0.65,P≤0.045,S≤0.0501.2物料平衡计算物料平衡基本项目:(1)收入项:铁水、废钢、溶剂(石灰、萤石、白云石)、氧气、炉衬蚀损、铁合金。
(2)支出项:钢水、炉渣、烟尘、渣中铁珠、炉气、喷溅。
根据铁水、渣料质量及其冶炼钢种的要求,采用单渣法操作。
为了简化运算,以100 kg铁水为计算基础。
1.2.1渣量及其成分计算(1)铁水中元素氧化量(表1-6)氧化量=元素在铁水中的含量–元素在钢水中的含量表1-6 铁水中的元素氧化量由表1-6知:脱磷率= 0.135 / 0.15×100% =90%;脱硫率 =0.009 /0.025 ×100% =36%;钢中残锰量 =0.17 /0.5 ×100% =34%.(2)各元素耗氧量及氧化产物量(表1-7)表1-7 铁水中元素氧化量、氧化产物量*:假定炉内气化脱硫1/3;铁的氧化由表1-13得出。
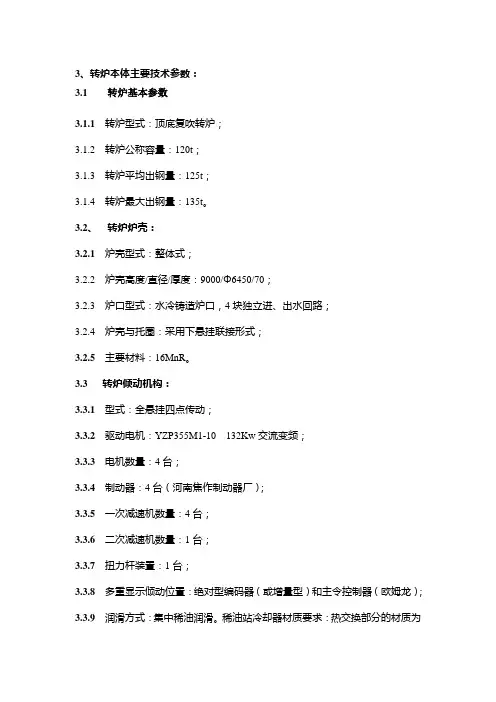
3、转炉本体主要技术参数:3.1 转炉基本参数3.1.1 转炉型式:顶底复吹转炉;3.1.2 转炉公称容量:120t;3.1.3 转炉平均出钢量:125t;3.1.4 转炉最大出钢量:135t。
3.2、转炉炉壳:3.2.1 炉壳型式:整体式;3.2.2 炉壳高度/直径/厚度:9000/Φ6450/70;3.2.3 炉口型式:水冷铸造炉口,4块独立进、出水回路;3.2.4 炉壳与托圈:采用下悬挂联接形式;3.2.5 主要材料:16MnR。
3.3 转炉倾动机构:3.3.1 型式:全悬挂四点传动;3.3.2驱动电机:YZP355M1-10 132Kw交流变频;3.3.3 电机数量:4台;3.3.4制动器:4台(河南焦作制动器厂);3.3.5一次减速机数量:4台;3.3.6二次减速机数量:1台;3.3.7扭力杆装置:1台;3.3.8多重显示倾动位置:绝对型编码器(或增量型)和主令控制器(欧姆龙);3.3.9 润滑方式:集中稀油润滑。
稀油站冷却器材质要求:热交换部分的材质为不锈钢316L,板式换热形式;管式冷却器材质为B10镍铜合金管。
集中稀油润滑站必须要有加热器、冷却器、液位计(流量超过250L用)、空气滤清器、回油过滤器等附件。
必须具备完整性。
选用螺杆泵(黄山、天津厂)。
3.4 一次减速机:3.4.1 精度:6级;3.4.2 齿面硬度:硬齿面;3.4.3齿轮主材料:20CrNi2MoA;3.4.4箱体:焊接式;3.4.5轴承:双列圆锥滚子轴承(瓦轴);单列深沟球轴承(瓦轴)。
3.5 二次减速机:3.5.1 精度:7级;3.5.2齿面硬度:中硬齿面;3.5.3齿轮:焊接式;3.5.4 齿圈材料:35CrMo;3.5.5箱体:焊接式;3.5.6轴承:单列圆柱滚子轴承()NU18/1250CC540(φ1500/φ1250/112);X圆柱滚子轴承(瓦轴)1250 DXRO--CA(φ1480/φ1250/70)。
马钢新区炼钢工程300T转炉安装技术总结编制:施光涛2007-11-21.概述马钢新区“十一五”技术改造与结构调整项目:新建转炉与钢水精炼设施工程,在主厂房JK跨12-14线,一期工程安装2台全国最大,具有世界先进水平的300t转炉,采用顶底复合吹冶炼工艺,计算机动态控制,最大出钢量:320t/炉。
炉壳与托圈之间采用“奥钢联”ConLink连接技术:对称三点悬挂装置固定,每个固定点设上、下关节轴承,连接座分别焊接在下部炉体和托圈下方,在两耳轴的托圈下方设两组水平制动装置,主要承受转炉冶炼过程中水平方向的载荷。
倾动机构采用4点啮合全悬挂柔性传动装置,用扭力杆来平衡传动机构的扭矩。
每台300t转炉托圈总重:262t,炉壳重:238t,倾动装置重:170.663t,悬挂、制动装置重约:78t。
由于每台转炉具有体积大,组装后重达700t,安装位置无法用行车直接吊装到位,炉前12.2m操作平台,钢柱和基础、钢梁设计未考虑“滑移法”所承受的荷载。
宝钢、武钢、鞍钢的大型转炉都采用钢包“台车法”进行安装,但移动时易产生晃动、稳定性差,还不能将转炉及倾动装置整体移动到位。
经过多次商讨和研究,最终确定采用“组合法”进行安装。
“组合法”:将两台钢包台车连接在一起,在台车上设置支撑架撑住托圈,再将炉体吊至托圈上,同时在耳轴轴承座下方的平台梁上设置圆棒辊杠,通过台车移动和辊杠滚动一次性将转炉炉体、托圈、倾动装置安装到位。
这种方法确保了移动过程中的平衡和稳定,既安全又节省了安装时间。
2.安装工艺流程:3.施工准备3.1炉前▽12.2m操作平台,除留出托圈、炉壳和传动机构安装所需的位置外,按附图一所示编号的钢柱、钢梁必须安装到位.,炉下钢包车轨道施工结束;但28#钢柱待转炉安装到位以后才能安装。
3.2基础验收:接受、检查、复测转炉基础的中间交接资料;3.3基准点和埋设中心标板的埋设(附图二):以厂房柱基础中心为基准测量转炉安装中心并埋设中心标板,以测量控制网的基准标高为基准点埋设基准点;定期对基础进行沉降观测。
辽宁科技学院课程设计说明书课程设计名称:设计一座公称容量300吨的转炉指导教师:班级:姓名:2010年7月20日绪论 (2)1 转炉炉型设计 (3)1.1 炉型设计 (3)1.2 主要参数的确定 (3)1.3底部供气构件的设计 (5)2转炉炉衬设计 (6)2.1材质的选择 (6)2.2炉衬的组成和厚度的确定 (6)3转炉炉体金属构件设计 (7)3.1炉壳 (7)3.2、支承装置 (7)3.3转炉重心计算 (8)3.3.1空炉重心计算 (8)3.3.2铁水重心计算 (12)3.4倾动装置 (12)4转炉氧枪设计及相关参数计算 (13)4.1氧流量计算 (13)4.2喷头孔数 (13)4.3理论计算氧压及喷头出口马赫数M (13)4.4 300t转炉氧枪喷头尺寸计算 (13)4.5 300t转炉氧枪枪身尺寸计算 (15)结论 (17)参考文献 (19)致谢 (20)氧气转炉炼钢是当前国内外主要的炼钢方法。
氧气转炉炼钢至20世纪40年代初问世以来,在世界各国得到了广泛的应用,技术不断进步,设备不断改进,工艺不断完善。
在短短的五十几年里,从顶吹发展到底吹、侧吹和复合吹炼。
氧气转炉炼钢的飞速发展,使炼钢生产进入了一个崭新的阶段,炼钢产量不断的增加成本不断下降。
从目前看来,转炉炼钢可以说是最佳的炼钢方法。
20世纪50年代,在顶吹转炉发展的同时,欧洲就提出过从炉底吹入底吹气体的方法以改善脱磷反应。
并称之为复合吹炼法,但是在实际中未能得到应用。
底吹转炉的成熟以及70年代后期的有关顶吹和底吹的一些重要研究成果,推动了复合吹炼的的工业应用。
1978年,卢森堡阿尔贝德公司在贝尔瓦厂180t转炉上采用了顶底复合吹炼法,即LBE法。
这是工业生产中使用复合吹炼法的开始。
从顶吹或底吹的比较中可以看出,混合吹炼系统具有一些既不同于顶吹,也不同于底吹的特点。
与顶吹相比复合吹炼的目的在于:(1)减少熔池的浓度和温度梯度,以改善吹炼的可控性,从而减少喷溅和提高供氧强度;(2)减少渣和金属过氧化,从而提高钢水和铁合金的收得率;使吹炼进行得更接近平稳,从而改善脱磷和脱硫率,使炉子更适用于生产低碳钢。
180t 顶底复吹转炉设计一、转炉炉型设计原始条件: 炉子平均出钢量180t 。
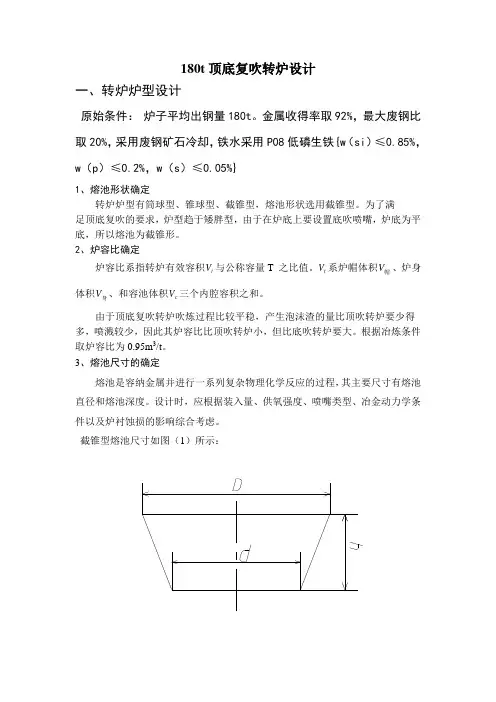
金属收得率取92%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}1、熔池形状确定转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
截锥型熔池尺寸如图(1)所示:则其体积为: )(12h2112d Dd D V ++=π熔(1) 熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
D=Kt G =1.63×15180=5.646m 式中G ——炉子公称容量,180t ;t ——平均每炉钢纯吹氧时间,取15分钟; K ——比例系数,根据炉子容量取1.63; (2)熔池深度h :根据经验,取D d 7.01== 3.952m其中熔池体积38.268.6180m GV c ===ρ故熔池深度: 20.574c V h D == 2646.5574.08.26⨯=1.465m校核26.0646.5465.1/==D h 符合要求 4、炉帽尺寸的确定(1)炉帽倾角θ:本计算中取θ=65度(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取48%则 d=48%D=0.48×5.646=2.710m(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
300吨氧气顶底复吹转炉设计1 转炉炉型及各部分尺寸1.1 转炉炉型及其选择转炉由炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉分为筒球型、锥球型和截锥型等三种。
炉型的选择往往与转炉的容量有关。
由于筒球型炉型形状简单,砌砖方便,炉壳容易制造,故选择筒球型。
1.2 转炉炉型各部分尺寸的确定转炉炉型各部分尺寸,主要是通过总结现有转炉的实际情况,结合一些经验公式并通过模型试验来确定。
1.熔池尺寸(1) 熔池直径D 。
熔池直径是指转炉熔池在平静状态时金属液面的直径。
t G K D /=式中 D —熔池直径,m ; K —系数,参见表4.1;G —新炉金属装入量t ,可取公称容量;t —平均每炉钢铁纯吹氧时间,min ,参见表4.2。
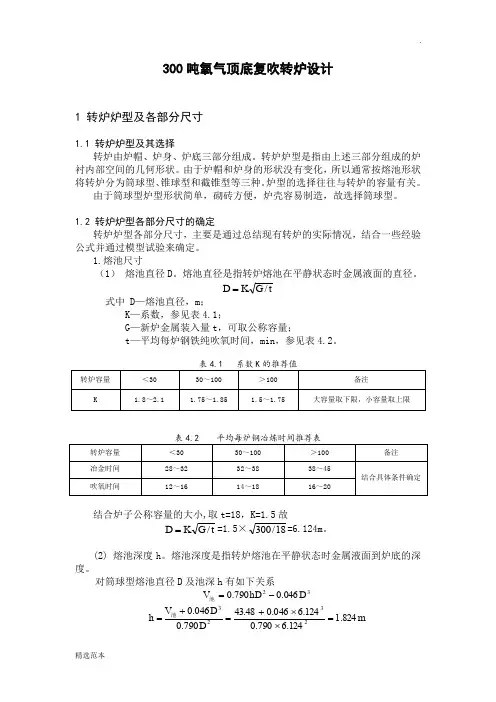
表4.1 系数K 的推荐值转炉容量<30 30~100 >100 备注K1.8~2.11.75~1.851.5~1.75大容量取下限,小容量取上限表4.2 平均每炉钢冶炼时间推荐表转炉容量 <30 30~100 >100 备注冶金时间 28~32 32~38 38~45结合具体条件确定吹氧时间12~1614~1816~20结合炉子公称容量的大小,取t=18,K=1.5故t G K D /==1.5×18/300=6.124m 。
(2) 熔池深度h 。
熔池深度是指转炉熔池在平静状态时金属液面到炉底的深度。
对筒球型熔池直径D 及池深h 有如下关系32046.090.70D hD V -=池m D D V h .8241.124690.70.124646.0043.4890.7046.002323=⨯⨯+=+=池这里 43.489.6300====铁铁池ρGV V m ³。
2.炉帽尺寸的确定(1) 转炉一般都用正口炉帽,其主要尺寸有炉帽倾角,炉口直径和炉帽高度。
取炉帽倾角θ=60°。
学校代码: 10128学号:课程设计说明书题目:300吨顶底复吹转炉设计说明书学生姓名:学院:材料科学与工程系别:材料与冶金工程班级:指导教师:二〇一二年十二月300t 顶底复吹转炉炉型设计转炉的设计包括炉型设计、转炉中心及倾动力矩的计算、转炉机构的设计计算。
炉型设计包括确定所设计炉子的公称容量、选择炉型、确定炉型主要设计参数、计算熔池尺寸、整个炉型尺寸。
1 炉型选择结合中国已建成的转炉的设计经验,在选择炉型时,250-300t 的转炉,采用筒球形炉型,所以本设计采用筒球形[1]。
2转炉主要尺寸参数的确定及计算2.1 熔池形状及尺寸计算① 熔池直径:D= 式中:G — 新炉子金属装入量t — 吹氧时间(取18min )K — 比例系数(取1.5)确定初期装入量G :取B=10﹪ 08.1=η ==ηη1金0.925B —老炉比新炉多产钢系数η—金属消耗系数η金—金属收得率t 57.308G B 2T 2=⨯=+η D = 1.5×1857.308 =6.211 m② 熔池深度h :23D 79.0D 046.0+=金V h取37m kg =金ρ3m 08.44757.308G ===金金ρV m h 816.1= 校核:29.0=D h 符合要求[2]。
2.2 炉帽尺寸的计算① 炉口直径0d取m 6.30=d [3]② 帽锥角θ取 ︒=60θ③ 炉帽高度 帽H400~300H =口mm (本设计取400mm )()m 261.2tan d D 21H 0=-=θ锥 m 661.2469.24.0H H H =+=+=锥口帽④ 炉帽容积帽V炉帽体积约为炉熔体积的30%[4]。
3m 90%30300V =⨯=帽2.3 炉身尺寸的确定① 炉膛直径 D =膛D (炉衬无加厚段的转炉)② 选取炉容比为 t m /13炉膛体积 3300m V =③ 炉身高度m D V V V D H 479.5/)(4/V 422=--==ππ池帽身身④ 炉型内高m 688.10H h =++=身帽内H H2.4 出钢口尺寸的确定① 出钢口中心线与水平倾角取 018=β② 出钢口直径 m T d T 242.030075.16375.163=⨯+=+=③ 出钢口衬砖外径 m d d T st 455.1243.066=⨯==④ 出钢口长度 m d L T T 819.1243.05.75.7=⨯==[5]3 炉衬的组成、材质选择及厚度确定炉衬一般由永久层和工作层组成。
1 转炉炉型选型设计及相关参数计算1转炉炉型设计1.1.1 炉型选择氧气顶底复吹转炉是20世纪70年代中、后期,开始研究的一项新炼钢工艺。
其优越性在于炉子的高宽比略小于顶吹转炉却又大于底吹转炉,略呈矮胖型;炉底一般为平底,以便设置底部喷口。
综合以上特点选用转炉炉型为锥球型(适用于中小型转炉见图1-1)。
图1-1 常见转炉炉型(a)筒球型;(b)锥球型;(c)截锥型1.1.2 主要参数的确定本设计选用氧气顶吹转炉(公称容量50t)。
(1) 炉容比炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,转炉炉容比一般取0.9~1.05m3/t。
本设计取炉容比为1.05m3/t。
(2) 高径比转炉高径比,通常取1.35~1.65。
小炉子取上限,大炉子取下限。
本设计取高径比:1.40。
(3) 熔池直径D 可按以下经验公式确定:tG KD = (1-1)式中 D ——熔池直径,m ;G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;t ——平均每炉钢纯吹氧时间,min ,参见表1-2。
表1-1 系数K 的推荐值注:括号内数系吹氧时间参考值。
设计中转炉的公称容量为50t ,取K 为1.85,t 取15min 。
可得:38.3155085.1==D m(4) 熔池深度h锥球型熔池倒锥度一般为12°~30°,当球缺体半径R=1.1D 时,球缺体高h1=0.09D 的设计较多。
熔池体积和熔池直径D 及熔池深度h 有如下的关系:23665.0033.0DD V h +=池 (1-2)由池V G 1ρ=可得:09.705.7501===ρGV 池(m 3)将池V 代入式(7-2)得:98.038.3665.038.3033.009.7665.0033.02323=⨯⨯+=+=DD V h 池(m)(5) 炉身高度身H转炉炉帽以下,熔池面以上的圆柱体部分称为炉身。
转炉炉型设计计算
1.1原始数据
(1)、转炉的公称容量为300t 。
(2)、采用顶底复吹冶炼工艺
1.2 转炉的炉型选择
图为常见转炉炉型
(a)筒球型; (b)锥球型; (c)截锥型
根据原始条件及采用顶底复吹工艺的要求,为便于安装底部供气元件,要求转炉底部为平的,所以本设计将采用截锥型炉型作为设计炉型。
1.3炉容比
炉容比系指转炉有效容积与公称容量之比值。
转炉炉容比主要与供氧强度有关,与炉容量关系不大。
从目前实际情况来看,顶底复吹转炉炉容比一般取0.85~0.95m 3/t 。
本设计为300t ,取V/T=0.92 1.4熔池尺寸的计算 熔池直径的计算公式
t
G
k
D 式中 D ——熔池直径,m ;
G ——新炉金属装入量,t ,可取公称容量; K ——系数,参见表1-1;
t ——平均每炉钢纯吹氧时间,min
表1-1 系数K 的推荐值
b.确定吹氧时间
表1.2 推荐的转炉纯吹氧时间
本设计的转炉公称容量为300t ,
又根据国家关于新建转炉的要求,吹氧时间在16min , 所以选择的吹氧时间为16min 。
取K=1.50 则)(495.616
30050.1m t G K D =⋅=⋅
= ② 截锥型熔池深度的计算公式为:
)(822.1495.6574.0119
.44574.0574.02
22m D V D V h =⨯=⨯==
)
(金池 V 池=G/Y=44.119m 3 其中Y=6.8t/ m 3 ③熔池其他尺寸确定.
)(546.4495.67.07.01m D D =⨯== 1.5炉帽尺寸的确定 ①炉口直径d 0.取
)(2475.3495.65.00m d =⨯= ②炉帽倾角: 取︒60 ③炉帽高度H 帽: 取H 口=400mm ,
)(76.260tan )2475.3495.6(2
1
tan )(2100m d D H =⨯-=⋅-=
θ锥 则整个炉帽高度为:
)(06.33.076.2m H H H =+=+=锥口帽 在炉口处设置水箱试水冷炉口。
炉帽体积:
3
20022022.6174.5848.2)
(12
4
m d Dd D H H d V V V =+=++⋅+
⋅⋅=+=锥口锥口帽π
π
1.6炉身尺寸确定
①炉膛直径D 膛=D(无加厚型)=6.495 m
②根据炉熔比为0.92,可求出炉子总容积为
)(27630092.03m V =⨯=总
)(66.17012.4422.612763m V V V V =--=--=帽池总身
③炉身高度
)(15.5)495.6(4
66
.1704
2
2
m D V H =⋅=
⋅=
π
π
身
身
则炉型内高
)(21.815.506.3m H H H =+=+=身帽内 1.7出钢口尺寸的确定 ①出钢口直径
)(24.030075.16375.163m T d T =⨯+=+= ②出钢口衬砖外径:
)(44.124.066m d d T ST =⨯== ③出钢口长度:
)(68.124.077m d L T T =⨯==
① 出钢口倾角β:︒=0β 1.8炉衬厚度确定
根据设计任务书:要求炉龄>2000,每冶炼一炉钢炉衬侵蚀厚度为
0.30~1.20mm/炉,拆炉是要求工作层应有80~100mm的残留层,
0.3×2000+100=700<850
所以炉身工作层选850mm,永久层选150mm.填充层100mm,
总厚度为:850+150+100=11000mm
炉壳内径为:
⨯
D=
D
=
=
2m
+
⨯
+
.8
695
(
1.1
1.1
.6
)
495
2
壳内
炉帽工作层600mm,永久层150mm.
炉底工作层800mm,
炉底永久层用标准镁砖砌一层455mm,
则炉底砖衬总厚度为800+455=1255mm
故炉壳内型高度为
06
.3
.5m
15
+
=
+
+
H=
.1
287
(
)
.1
.
11
822
255
壳
工作层材质全部采用镁碳砖。
1.9炉壳厚度确定
炉身部分选85mm厚的钢板,炉帽和炉底部分选用70mm厚的钢板.则
H
07
H=
.0m
11
=
+
=
+
.
357
(
)
.
11
07
287
.0
总
内
1.10验算高径比
30.1695
.8357
.11==壳总D H 符合高宽比推荐值1.25~1.45之间,因此认为所设计的炉子尺寸基本上是合适的,能够保证转炉的正常冶炼进行。
根据上述计算的炉型尺寸绘制出炉型如图所示。