顶底复合吹炼转炉冶炼工艺.ppt
- 格式:ppt
- 大小:11.48 MB
- 文档页数:68
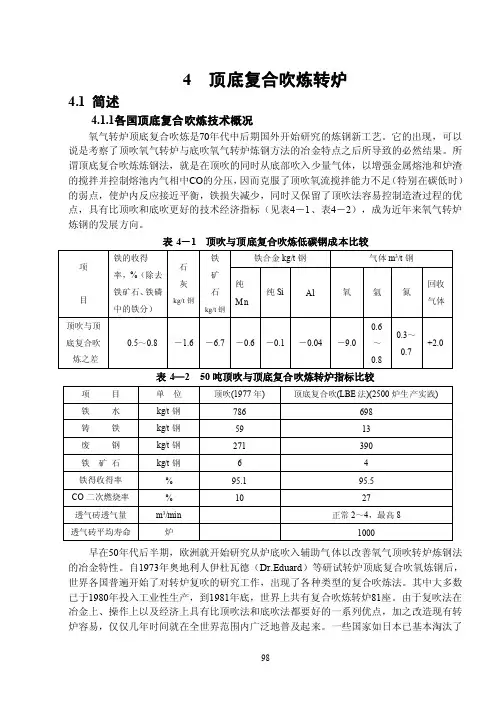
4 顶底复合吹炼转炉4.1 简述4.1.1各国顶底复合吹炼技术概况氧气转炉顶底复合吹炼是70年代中后期国外开始研究的炼钢新工艺。
它的出现,可以说是考察了顶吹氧气转炉与底吹氧气转炉炼钢方法的冶金特点之后所导致的必然结果。
所谓顶底复合吹炼炼钢法,就是在顶吹的同时从底部吹入少量气体,以增强金属熔池和炉渣的搅拌并控制熔池内气相中CO的分压,因而克服了顶吹氧流搅拌能力不足(特别在碳低时)的弱点,使炉内反应接近平衡,铁损失减少,同时又保留了顶吹法容易控制造渣过程的优点,具有比顶吹和底吹更好的技术经济指标(见表4-1、表4-2),成为近年来氧气转炉炼钢的发展方向。
表4-1 顶吹与顶底复合吹炼低碳钢成本比较表4—2 50吨顶吹与顶底复合吹炼转炉指标比较早在50年代后半期,欧洲就开始研究从炉底吹入辅助气体以改善氧气顶吹转炉炼钢法的冶金特性。
自1973年奥地利人伊杜瓦德(ard)等研试转炉顶底复合吹氧炼钢后,世界各国普遍开始了对转炉复吹的研究工作,出现了各种类型的复合吹炼法。
其中大多数已于1980年投入工业性生产,到1981年底,世界上共有复合吹炼转炉81座。
由于复吹法在冶金上、操作上以及经济上具有比顶吹法和底吹法都要好的一系列优点,加之改造现有转炉容易,仅仅几年时间就在全世界范围内广泛地普及起来。
一些国家如日本已基本淘汰了98单纯顶吹法。
4.1.2我国顶底复合吹炼技术的发展概况我国首钢及鞍钢钢铁研究所,分别于1980年和1981年开始进行复吹的试验研究,并于1983年分别在首钢30吨转炉和鞍钢150吨转炉推广使用。
到目前为止全国大部分转炉钢厂都不同程度的采用了复合吹炼技术,设备不断完善,工艺不断改进,复合吹炼钢种已有200多个,技术经济效果不断提高。
表4—3是90年代初我国已有的复吹工艺及其主要特征。
表4—3 我国已有的复合吹炼法及主要特征1)底部供气元件。
底部供气元件是复合吹炼技术的关键之一。
我国最初采用的是管式结构喷嘴,1982年采用双层套管,1983年改为环缝,虽然双层套管与环缝比,除了使用N2、CO2、Ar外,还可以吹入粉料等,但是从结构上看还是环缝最简单。
第五章转炉顶底复合吹炼第一节复吹的发展随着氧气制取技术的发展,转炉炼钢开始采用氧气冶炼。
1952年奥地利发明了LD新工艺,使炼钢生产进入新阶段。
由于LD法在生产率、热效率、脱P、脱S以及钢质量等方面的优越性,在世界上得到了极迅速的发展。
受到LD转炉的启示,托马斯转炉(底吹空气)也开始采用纯氧吹炼试验,但因喷嘴侵蚀严重致使底部供氧工艺受阻。
1967年,德国和加拿大共同开发了OBM方法,发明了用碳氢化合物作为冷却剂的氧气喷嘴,使底吹氧气转炉得以产生,解决底部供氧带来的喷嘴侵蚀问题。
这两种炼钢工艺在冶金特性上有各自的优点,也存在自己的不足。
从70年代,开始顶底复吹新工艺的开发,1980复吹工艺开始大规模投入工业生产。
由于其具有顶吹及底吹的优点,因此得到了迅速推广与发展。
我国复吹工艺的发展与世界基本同步,在83年在首钢和鞍钢开始推广使用。
但是,在发展初期,由于耐火材料和Ar制备工艺落后,使我国的复吹发展受到限制。
为理解复合吹炼的工艺特点,应首先了解顶吹及底吹转炉的冶金特点。
一.顶吹和底吹转炉特点1.L D转炉(1)冶金特点:①脱碳反应在上部乳化区进行。
氧气流从顶部吹入熔池,把钢液及炉渣击碎成许多细小液滴,形成三相乳化区,脱碳反应主要在乳化区内进行。
②反应区在熔池上部,有利脱P和脱S。
由于O2与熔池的作用区处于熔池的上部,FeO易于聚集而有利于石灰熔化形成炉渣,使脱P、S与脱C同时进行。
同时,调节枪位,可以控制炉渣FeO的聚集及造渣速度。
③氧枪射流搅拌作用不大。
尤其冶炼后期,脱碳速度迅速降低,使熔池成分及温度的不均匀,特别是对大型转炉更为严重。
④C大约10%可以燃烧为CO2。
(2)优点:①操作控制灵活,实现早去S、P:可以通过调节喷枪高度,控制化渣速度,从而达到在吹炼终点前去除P,S。
②有较高的热效率,可以吃较多的废钢。
③转炉炉龄不受氧枪寿命的约束。
(3)缺点:①喷溅事故多:渣中FeO易聚集,喷溅较大。
②均匀性差:熔池成分和温度不均匀。