注塑模具粗糙度标准
- 格式:docx
- 大小:14.38 KB
- 文档页数:2
注塑模具粗糙度标准
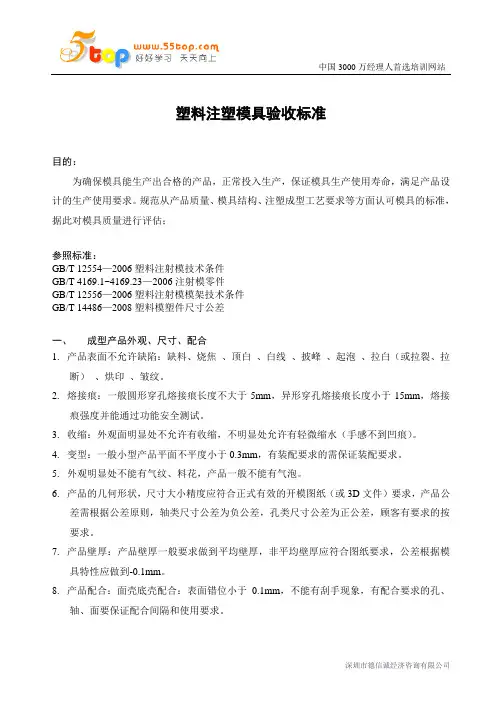
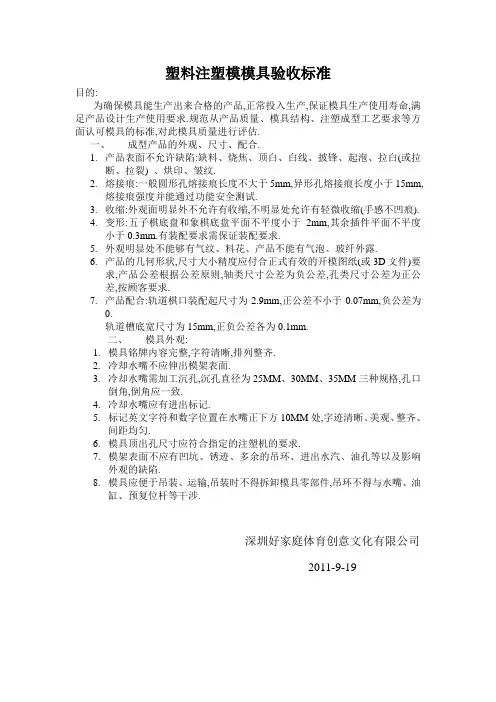
一、模具整体表面粗糙度
模具整体表面粗糙度应符合以下规定:
1. 模具整体表面应无明显的划痕、碰伤、锈迹、夹杂物和氧化皮等缺陷。
2. 模具整体表面应进行防锈处理,如喷塑、喷漆等,以保证模具的防锈性能。
二、模具成型面粗糙度
模具成型面粗糙度应符合以下规定:
1. 模具成型面应无明显的划痕、碰伤、锈迹、夹杂物和氧化皮等缺陷。
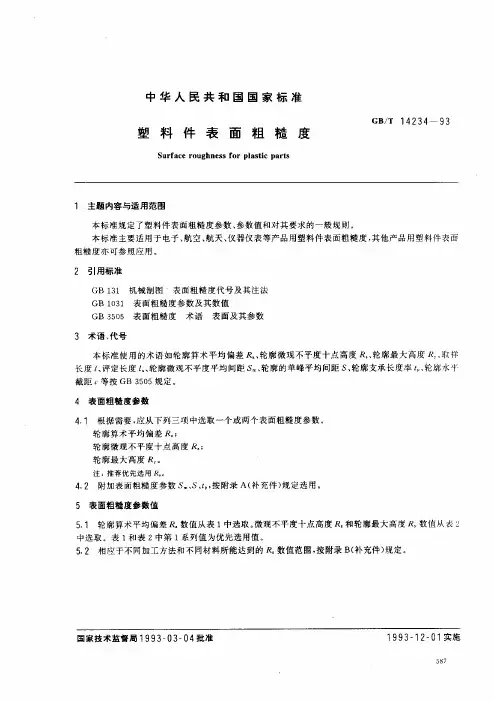
2. 模具成型面的表面粗糙度应不大于Ra0.4um。
三、模具内部粗糙度
模具内部粗糙度应符合以下规定:
1. 模具内部不应有锐利的边缘和毛刺。
2. 模具内部表面应进行抛光处理,以达到良好的脱模效果。
3. 模具内部表面粗糙度应不大于Ra0.4um。
四、流道表面粗糙度
流道表面粗糙度应符合以下规定:
1. 流道表面应进行抛光处理,以达到良好的流动效果。
2. 流道表面粗糙度应不大于Ra0.8um。
五、浇口表面粗糙度
浇口表面粗糙度应符合以下规定:
1. 浇口表面应进行抛光处理,以达到良好的填充效果。
2. 浇口表面粗糙度应不大于Ra1.6um。
六、顶针孔和拉杆孔表面粗糙度
顶针孔和拉杆孔表面粗糙度应符合以下规定:
1. 顶针孔和拉杆孔表面应进行抛光处理,以达到良好的复位效果。
2. 顶针孔和拉杆孔表面粗糙度应不大于Ra3.2um。
七、模具零件的配合面粗糙度
模具零件的配合面粗糙度应符合以下规定: 1. 模具零件的配合面应进行抛光处理,以保证配合精度。
2. 模具零件的配合面粗糙度应不大于Ra0.8um。
八、冷却水路表面粗糙度
冷却水路表面粗糙度应符合以下规定:
1. 冷却水路表面应进行抛光处理,以保证冷却效果。
2. 冷却水路表面粗糙度应不大于Ra1.6um。