大规格矩形截面扭簧扭矩检测装置的设计及应用
- 格式:doc
- 大小:119.00 KB
- 文档页数:4
![扭簧扭矩测试装置[实用新型专利]](https://img.taocdn.com/s1/m/deea5157960590c69fc376b7.png)
专利名称:扭簧扭矩测试装置
专利类型:实用新型专利
发明人:丁建军,孙超,钱同惠,于军,王曦华申请号:CN201020184496.X
申请日:20100430
公开号:CN201653613U
公开日:
20101124
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种扭簧扭矩测试装置,包括电源模块、提取扭簧扭矩信号的扭矩传感器、信号放大模块、模数转换模块、单片机采集控制单元、人机界面单元,其中,扭矩传感器的信号输出端连接信号放大模块出入端,所述信号放大模块的输出端通过模数转换模块连接单片机采集控制单元,单片机采集控制单元还与人机界面单元相连,电源模块分别给扭矩传感器、信号放大模块、模数转换模块、单片机采集控制单元和人机界面单元供电。
本实用新型能对扭簧扭矩信号的快速采集与分析,并且装置的检测准确,抗干扰能力强。
申请人:江汉大学
地址:430056 湖北省武汉市沌口经济技术开发区江汉大学科研处
国籍:CN
代理机构:武汉开元知识产权代理有限公司
代理人:潘杰
更多信息请下载全文后查看。

应用TRIZ理论研究矩形扭簧优化设计应用TRIZ理论研究矩形扭簧优化设计学院:班级:姓名:学号:指导老师:1 TRIZ理论简介TRIZ是由前苏联著名发明家G.S.Altshuller领导的研究机构,通过深入分析和研究世界数十万件高水平发明专利的基础上建立起来的发明问题解决理论(Theory of Inventive Problem Solving)。
其两大革命性的成果包括:(1)总结出了技术系统的进化趋势。
技术系统的进化和发展并不是随机的,而是遵循着一定的客观规律。
(2)提供了一系列分析、解决问题的具体流程、方法和原理。
图1给出了TRIZ的理论体系。
TRIZ理论以辩证法、系统论和认识论为哲学指导,以自然科学、系统科学与思维科学的分析及研究成果为根基和支柱;以技术系统进化法则为理论基础和核心思想;以技术系统或工艺流程、矛盾、资源及最终理想解为4大基本概念;同时包括了解决矛盾问题所需的各种分析方法、解题工具和算法流程。
图l TRIZ理论体系TRIZ解题的一般流程如图2所示。
当工程中出现具体的工程问题,即待解决的问题,通过功能分析、物场模型、矛盾分析等可将其转化成为标准的TRIZ 问题模型。
TRIZ理论中针对不同的问题模型有不同的解题工具,通过解题工具得到初始的解决方案模型,即一般通用解,然后结合问题的工况将其工程化,成为最终的解决方案。
由此可见,TRIZ理论的工作主要集中在问题模型到解决方案模型这一部分,这是一个思维发散的过程,有助于拓展设计人员的思路,快速获得创新概念。
图2 TRIZ解题流程2 矛盾及其解决方法创新的最终极目标是消除矛盾。
TRIZ理论中最主要的矛盾为技术矛盾和物理矛盾。
技术矛盾针对一个技术系统的2个不同参数,改善其中一个参数,会导致另一个参数恶化;而物理矛盾是针对一个技术系统的同一个参数有相反的需求。
用符号表示,A,B分别代表技术系统中的参数,则技术矛盾为A+,B-或B+,A-;而物理矛盾为A+,A-。
![一种扭簧扭矩测试装置[实用新型专利]](https://img.taocdn.com/s1/m/bc1f10cd58fb770bf68a553f.png)
专利名称:一种扭簧扭矩测试装置专利类型:实用新型专利
发明人:陈国定,孙恒超,尹明虎
申请号:CN201120047437.2申请日:20110224
公开号:CN202024843U
公开日:
20111102
专利内容由知识产权出版社提供
摘要:本实用新型提出了一种扭簧扭矩测量装置,包括支承部件、扭簧扭转端部件和扭簧固定端部件,特征在于:扭簧扭转端部件包括固定板、转角盘、转臂和动夹板,转角盘和转臂用于确定扭转角,动夹板和转臂夹持扭簧扭转端。
本实用新型通过设计新的扭簧扭转端夹持方式,可以实现测量不同扭转角下的扭簧扭矩和动态冲击扭矩,而且本装置可以采用台钳作为支承部件,具有使用方便,成本低的特点,可以广泛使用。
申请人:西北工业大学
地址:710072 陕西省西安市友谊西路127号
国籍:CN
代理机构:西北工业大学专利中心
代理人:王鲜凯
更多信息请下载全文后查看。
大规格矩形截面扭簧扭矩检测装置的设计及应用
胡阿林,白亚玲,刘海莲
中航工业起落架燎原分公司
摘要:在行业内无现成可满足大规格矩形截面扭簧量程检测设备的情况下,通过自主设计的检测装置成功实现大规格矩形截面扭簧扭矩检测,该装置操作简单实用、通用性强,满足扭簧检测要求,为企业节约了产品研制费用并保证了研制周期。
关键词:矩形截面扭簧检测装置
1 引言
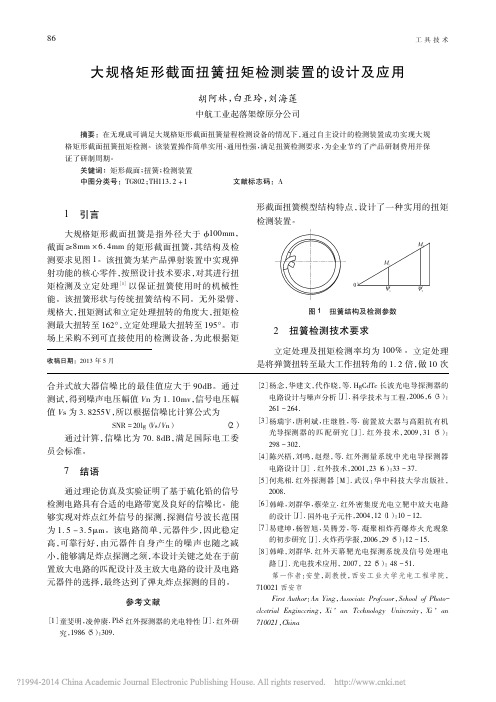
本文涉及到的大规格矩形截面扭簧是指外径大于Ø100mm,截面≥8mmX6.4mm 的矩形截面扭簧,其结构及检测要求见图1。
该扭簧为某产品弹射装置中实现弹射功能的核心零件,按照设计技术要求,要对其进行扭矩检测及立定处理[1]以保证扭簧使用时的机械性能。
该扭簧形状与传统扭簧结构不同,无外梁臂,规格大,且扭矩测试和立定处理扭转的角度大,扭矩检测最大扭转至162°,立定处理最大扭转至195°,市场上采购不到可直接使用的检测设备,为此本文根据矩形截面扭簧模型结构特点,设计了一种实用的扭矩检测装置。
图1 扭簧结构及检测参数
2 扭簧检测技术要求
本文仅涉及扭簧的立定处理及扭矩检测,立定处理及扭矩检测率均为100%。
立定处理是将弹簧扭转至最大工作扭转角的1.2倍,做10次连续短暂扭转,达到稳定扭簧几何尺寸的一种工艺方法。
扭矩的检测是指使用仪器设备检测扭簧扭转一定角度时的扭矩值,合格扭簧扭矩检测值应符合设计技术要求,如图1所示,当扭簧工作角度为ψ1时,扭矩应为M1;当扭簧工作角度为ψ2时,扭矩应为M2。
3 结构设计
根据扭簧形状结构特点,设计了图2、图3所示的检测装置,主要零件有底座、定位轴、动盘、定盘、刻度盘及手柄等。
定位轴固定在底座上,作为系统的旋转中心。
图4所示定盘通过平健与定位轴联接,并通过与扭簧端头相配的卡槽卡住扭簧一端使扭簧固定不动。
动盘则通过滚动轴承与定位轴联接,可在定位轴上自由旋转,实现扭转功能。
由于动盘与定盘的卡槽结构对称,动盘、定盘上的卡槽各卡住扭簧一端,通过加力给与动盘紧固在一起的手柄就可以带动扭簧扭转。
该装置的动盘、定盘及定位轴均可拆卸,方便更换及装夹扭簧。
图2扭矩检测装置图3 扭矩检测装置
该装置通过底座装夹固定于水平工作台的虎钳上即可,具有操作简单,实用性强的特点。
图4 定盘图5 扭矩测量状态
4 工作原理
使用前将该检测装置通过夹紧在虎钳上就可开始实际操作。
扭簧立定处理时,将扭簧安装在检测装置上,通过挂砝码的方式在手柄末端施加外力,连续10次将弹簧扭转至最大工作扭转角的1.2倍,即完成立定处理。
扭簧扭矩的检测过程如图5所示,在动盘上根据不同检测角度要求已经设计了不同的起始位置,每次测量时,手柄与动盘在不同起始位置联接,保证每次测量时,手柄都处于第一象限或第三象限(第一、第三象限分别用于右旋、左旋扭簧),方便吊挂砝码。
当手柄带动扭簧扭转某一角度时,在手柄末端按文中公式预先计算出的质量F加载砝码,并继续加减砝码,使系统达到平衡状态,计算此时的扭簧扭矩是否在设计给定的扭矩公差范围内,如在公差范围内则合格,反之则不合格。
测量结果由下面公式计算得出:
M=(L×cosα)×9.8F-(l×cosα)×9.8f
公式中的物理量分别为:
M为扭簧扭矩,单位为N〃m;
L为手柄臂长,单位为m;
l为手柄重心到旋转中心的距离,单位为m;
F为系统平衡时的砝码质量,单位为㎏;
f为手柄质量,单位为㎏;
α为系统平衡时手柄与水平面的夹角。
5 结语
本文出于产品研制目的,设计的大规格矩形截面扭簧扭矩检测装置,已经过我公司在两种规格十余种扭簧产品研制中使用验证,该装置设计原理正确,操作简单,功能实用,完全满足大规格矩形截面扭簧产品的检测要求。
该装置在结构功能上可扩展,通过配备、更换成套不同规格、不同旋向的动盘及定盘,便可检测不同规格、不同旋向的大规格扭簧产品,通用性强。
该扭簧检测装置为本公司节约了产品研制成本及研制周期,并为同类产品研制积累了宝贵经验。
参考文献
[1]HB6076-86 圆柱螺旋扭转弹簧技术条件。
第一作者:胡阿林,高级工程师,中航工业起落架燎原分公司,723200 陕西省汉中市城固县张骞路18号技术处。