BI
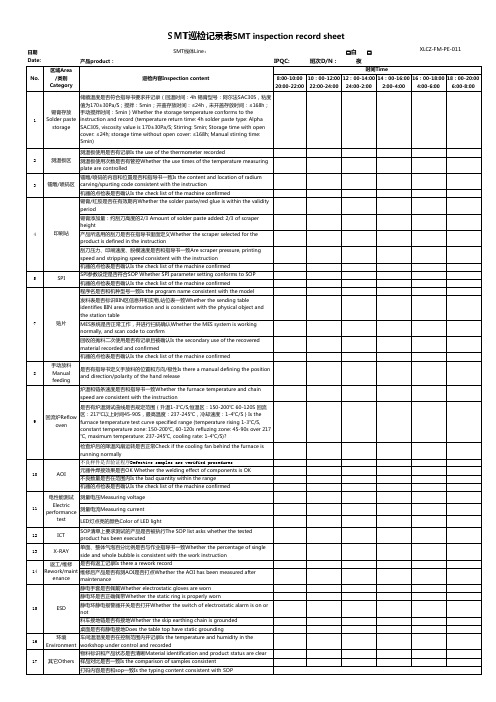
缺陷类型,如实、及时记入产量表,确保产量表的完整填写. 不同状态的产品是否按规定区域存放 不良产品的数量及不良项目与记录是否符合
在线维修
电烙铁的温度是否在规定范围内290-350℃(记录实际温度) 作业时做好静电防护。 所用操作规程是否正确且最新版本
X -Ray 作业员是否按操作规程进行仪器操作,(发现异常应立即通知工程
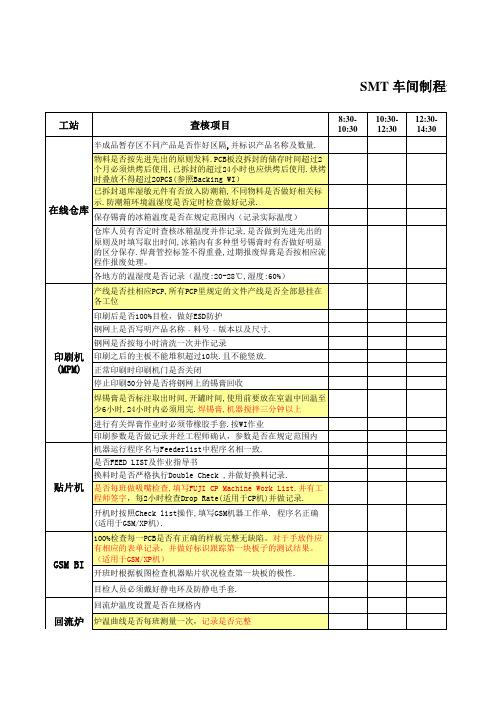
SMT 车间制程巡检表
工站 查核项目
半成品暂存区不同产品是否作好区隔,并标识产品名称及数量. 物料是否按先进先出的原则发料.PCB板沒拆封的储存时间超过2 个月必须烘烤后使用,已拆封的超过24小时也应烘烤后使用.烘 烤时叠放不得超过20PCS(参照Backing WI) 已拆封退库湿敏元件有否放入防潮箱,不同物料是否做好相关标 示.防潮箱环境温湿度是否定时检查做好记录. 保存锡膏的冰箱温度是否在规定范围內(记录实际温度) 仓库人员有否定时查核冰箱温度并作记录,是否做到先进先出的 原则及时填写取出时间,冰箱內有多种型号锡膏时有否做好明显 的区分保存.焊膏管控标签不得重叠,过期报废焊膏是否按相应 流程作报废处理。 各地方的温湿度是否记录(温度:20-28℃,湿度:60%) 产线是否挂相应PCP,所有PCP里规定的文件产线是否全部悬挂在 各工位 印刷后是否100%目检,做好ESD防护 钢网上是否写明产品名称﹒料号﹒版本以及尺寸. 钢网是否按每小时清洗一次并作记录 8:30-10:3010:30-12:30 12:30-14:30
贴片机 是否每班做吸嘴检查,填写FUJI CP Machine Work List.并有工
程师签字,每2小时检查Drop Rate(适用于CP机)并做记录. 开机时按照Check list操作,填写GSM机器工作单. 程序名正确 (适用于GSM/XP机). 100%检查每一PCB是否有正确的样板完整无缺陷。对于手放件应 有相应的表单记录,并做好标识跟踪第一块板子的测试结果。 (适用于GSM/XP机) 开班时根据板图检查机器贴片状况检查第一块板的极性. 目检人员必须戴好静电环及防静电手套. 回流炉温度设置是否在规格内