棉纺重定量高效工艺的思考
- 格式:doc
- 大小:23.50 KB
- 文档页数:2

浅谈重定量工艺在纺纱生产中存在的问题
计万平;胡曼
【期刊名称】《纺织器材》
【年(卷),期】2016(043)004
【摘要】针对粗纱重定量、细纱大牵伸工艺在纺纱生产中存在的问题,举例说明纺纯棉纤维品种、非棉纤维品种和混纺品种对加大粗纱定量的要求;系统分析重定量工艺对细纱生产、车速和生产效率、成纱和织物质量等的影响.指出:重定量工艺虽然能挖掘前纺各工序机械设备和工艺的潜力,但在细纱工序却要受到生产环境、设备、器材、原料质量和纺纱号数等条件的限制;特别是长期采用重定量工艺纺纱的细纱机,专件、器材的损坏十分严重,导致大量次品纱产生;一定要结合企业自身条件,根据纺纱纤维性能、品种和号数确定粗纱定量的大小,不能随意、盲目,否则将影响细纱生产效率,增加细纱机相关部件的损耗和吨纱的耗电量.
【总页数】7页(P28-34)
【作者】计万平;胡曼
【作者单位】武汉裕大华纺织服装集团股份有限公司,武汉430415;武汉裕大华纺织服装集团股份有限公司,武汉430415
【正文语种】中文
【中图分类】TS103.2
【相关文献】
1.重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践[J], 宋祖华;胡兴桃
2.重定量纺纱细纱牵伸工艺与专件配置的纺纱效果分析 [J], 陈名均;张军伟;聂发辉
3.优势纺纱工艺梳棉重定量研究 [J], 刘建林
4.优势纺纱工艺梳棉重定量的实践 [J], 刘建林
5.梳棉重定量工艺对涤黏混纺纱性能影响的分析 [J], 孙振国;张娣;吉宜军;崔益怀;苏旭中
因版权原因,仅展示原文概要,查看原文内容请购买。
论棉纺高效工艺技术史志陶(沙洲工学院)1前言目前,谈论棉纺高效工艺技术所涉及的核心问题是如何提高单机台的速度与输出半制品的定量,实现高速高产。
要实现高速高产,是有一个关键的技术,就是如何稳定产品的质量,有一个比较合理的产品制成率、比较合理的机物料消耗与吨纱用电等。
此外,还一个被许多人遗忘的问题:工艺的产品适应性。
对于不同类型的企业,对于产品的适应性要求是不同,大企业讲究在批量,以质取胜;而小型企业要追求的多品种,小批量。
因此,棉纺高效工艺技术,不能一概而论,要根据企业的类型,品种的结构,生产技术的现状形成企业自身的技术优势,这是企业要着手做的。
2棉纺高效工艺技术的核心这儿所谈的棉纺高效工艺技术定义为:首先,要配置能实现高效工艺的装备。
单机台的技术状态是实现高效工艺的前提,没有特别高的技术状态,在高速状态下,实现高产,是对社会资源的极大浪费,也是没有效益观的高速,毫无意义的高速。
因此,企业要想实现单机台多高的车速,就必须配置多大技术水准的装备;同样,有多高水准技术状态的装备,就可以设计多合理高的车速。
针对特定的技术装备,制定出比较合理的高速工艺,才能确保产品质量,确保装备运转的平稳性,生产出符合客户需要质量的产品,同时,确保装备有稳定的产能,有比较合理低的机物料消耗,比较低的吨纱用电量。
如果仅仅提高装备的车速,就必然带来以下不利的后果:第一、导致转动机件的动平衡极度恶化、设备振动加剧,机件磨损严重,从而不能使装备在比较合理长的时间内稳定运转,必然加重设备维护的频度,增大了设备维护的强度,同时机物料消耗急剧增大。
第二、生产出的产品的条干急剧恶化,表现为机械波严重,此外,棉结、竹节纱疵增多,产品质量难以提高,这为企业创建优质品牌增加了难度。
第三、“三绕”、断头增多,生活不好做,用工反而增加,同时,制成率下降。
第四、在高速高产情况下,电机运转负荷波动大;针对特定的装备,如果车速过高,装备在超负荷状态下运转,电机的输出功率不是最好的,从而导致能耗与产出比上升。
对棉纺高效工艺的认识孟进(杭州中汇棉纺织有限公司)0 前言众人瞩目的南京会议之后,“高效工艺”已成为当前棉纺行业的热点和值得关注的话题。
国内许多棉纺企业正在积极尝试和探索之中。
对“高效工艺”的深入研究,将推动我国棉纺工艺的创新和发展,并起着积极促进的作用。
笔者就“高效工艺”的实质和发展谈一点粗浅的认识。
第3楼方志同发表于2006/10/11 09:321、什么是高效工艺?从高效工艺的本质来看,高效工艺具有三个显著特征。
一是前纺重定量,从棉卷到粗纱均采用重定量,一般采用机械厂或手册中推荐的上限,使得设备的效能得到充分发挥,生产效率得到大幅提高,使得前纺设备配置减少或开台时间减少,给企业带来经济效益。
二是细纱大牵伸,这是高效工艺的核心。
只有细纱实现了大牵伸,前纺才能采取重定量。
细纱要实现大牵伸有几个条件,一是细纱机本身牵伸机构运转稳定,二是细纱后区重新布置附加磨擦力界,三是合理的半制品内在结构。
三是成纱质量水平的稳定和提高。
这是实施高效工艺所必须保证的,不能以牺牲产品质量作为实施新工艺的代价。
从一些企业的实践看,实施高效工艺后,产品质量的某些指标得到了显著改善。
从上述三个特征看,“高效工艺”称为“棉纺重定量大牵伸高效工艺”似乎更确切。
第4楼方志同发表于2006/10/11 09:332、高效工艺的发展历程2005年第3期《棉纺织科技》上,曹小华先生发表了一篇题为《现代纺纱设备高效工艺的实践与探索》的文章,在业内引起了强烈反响。
随后,中国纱线网论坛上对高效工艺进行了热烈的讨论。
2005年10月,在中国棉纺织行业协会和中国纱线网在江苏东台举行了“马佐里(东台)——德昌杯”棉纺细纱知识大奖赛颁奖活动,曹小华在活动中进一步阐述了他的观点。
东台活动后,全国许多棉纺企业开始尝试高效工艺。
中国纱线网论坛上对高效工艺进一步展开热烈的讨论。
2006年6月,中国纱线网在杭州召开“重定量高效工艺及新型压力棒专利上销高层技术研讨会”,国内对高效工艺有研究的重点棉纺企业无锡一棉、山东德棉、天津田歌、太仓利泰、山东华乐等国内一些知名专家参加了会议,会议对高效工艺的发展进一步进行了探讨。
高产梳棉机重定量的思考李妙福(河北省纺织工程学会,河北石家庄050051)摘要:叙述了对重定量生条质量的基本要求,认为生条实现重定量要顾及整个纺纱系统牵伸的合理配置,应兼顾生条的棉结和短绒率这一对矛盾,文章提出了高产梳棉机纺制重定量生条的工艺,如适当降低出条速度,保证每根纤维的受梳理齿数等,认为一般梳棉机进行必要改造后也可纺制重定量生条。
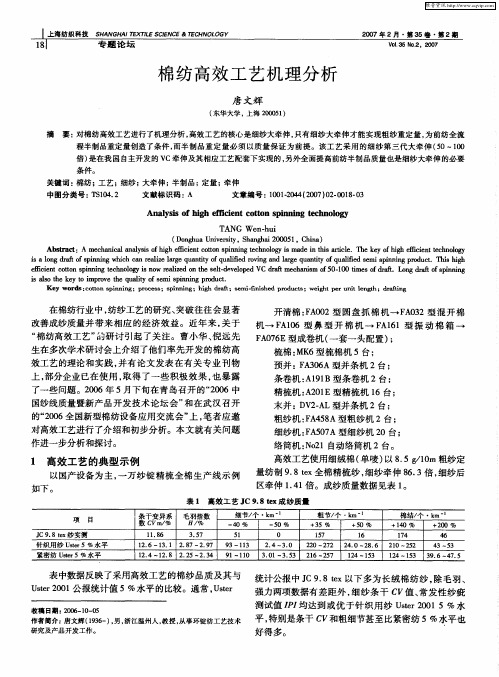
“重定量、大牵伸”工艺已成为当前棉纺工艺中备受关注的热点,其核心是提高细纱牵伸倍数,挖掘细纱牵伸潜能,关键是提高梳棉生条定量。
没有细纱牵伸倍数的增大,就不可能有前纺半制品的重定量,而实现前纺半制品重定量的关键在梳棉工序,只有梳棉机生条在保持棉结、杂质、短绒少的优良质量条件下实现重定量,才能实现纺纱工艺全流程“重定量、大牵伸”。
1重定量生条的基本要求要有足够的梳理度,使生条中棉纤维呈单根纤维状态;原棉经清梳后,在保证除杂要求的条件下,生条中棉结、短绒要比喂入筵棉降低,要满足后工序及成纱品质的要求。
2梳棉生条定量的控制从喂入原棉开始,生产中、细特纱时的纺纱系统将承担20 000倍以上的牵伸分配,因此梳棉生条定量的确定应考虑整个纺纱系统各工序的合理牵伸配置,保证纤维合理的、必要的梳理度和达到生条的基本要求。
2.1生条定量不宜过轻根据实践经验,普遍认为高产梳棉喂入筵棉及生条定量不宜过轻,主要是因为:(1)喂入筵棉定量过轻,在相同条件下,棉层结构不易均匀,易产生破洞等,而高产梳棉机不易弥补这一缺陷,因而造成生条短片段质量恶化;(2)生条定量过轻时,在保持高产量要求下,道夫速度必然增大,其自由纤维量减少,由于现代高产梳棉机分梳能力强,故纤维一次性分梳增加,造成纤维损伤,导致短绒增加;(3)定量过轻,棉网抱合力差而易飘动,不利于棉网成形与棉条高速输出;(4)轻定量生条条干均匀度不如重定量生条。
2.2要考虑整个纺纱系统的合理牵伸配置有资料统计了国内外梳棉机的产量、生条定量和道夫出条速度,显示了30年来梳棉机实现高产的途径,其中生条定量增加了29%,而出条速度提高了129%,主要有下列原因。
棉纺重定量高效工艺的思考
刘海洋1,甘萌萌2
(1·山东省巨野县家家棉纺有限公司,山东巨野274900;2.济南工程职业技术学院,山东济南250200) 摘要:探讨了在普通梳棉机上实现重定量纺纱工艺的可能性,认为从产量、质量两方面考虑,为实现重定量纺纱,必须对普 通梳棉机进行部分调整,而且高效工艺必须与传统工艺相结合,企业的精细化管理是实现高效工艺的基础。
关键词:梳棉;纺纱;工艺;定量
中图分类号:TSl04.2 文献标识码:B 文章编号:1001-2044(2008)02-0003一02 近年来,国内多次举办了棉纺高效工艺理论学术论坛,多家专业刊物上刊登了关于采用高效工艺生产的学术论文,引起了行业的关注和讨论。
这是一次对传统工艺的变革,一些文章从理论上对进入微利时代的棉纺行业直接经济效益的提高和对纱线质量的改善进行了精辟论述。
通过这些学术报告和专业论文的介绍,作者理解“重定量”应该是在前纺工序实行重定量,从而提高对细纱工序的生产供应能力。
要在前纺实行重定量,起决定性作用的应该是生条的重定量。
笔者就普通梳棉机能否实现真正意义的重定量纺纱进行了分析,与同行商榷。
l 选择生条定量要合理
要根据系统工程棉纺工艺学原理和设备牵伸性能洽理选择生条定量。
按照传统说法,生条定量决定棉纱的质量,这是因为各机台牵伸性能及各单区牵伸配置基本已定,若盲目追求重定量或轻定量均会造成后道工序牵伸不合理,使握持力与牵伸力不相适应,严重影响半成品及成品质量。
2影响梳棉机产量和生条质量的主要因素
2.1产量
影响梳棉机产量的主要因素有两个:道夫转速和生条定量。
由于受设备性能及道夫转移率的限制,普通梳棉机的道夫转速一般不应超过23 r /min ,所以说对普通梳棉机产量的提高起决定因素的是生条定量。
2。
2生条质量
影响生条质量的主要工艺指标是梳理度,即每根纤维受梳理次数。
梳理度的计算公式为: 梳理度(齿/根)=)/10001000)/60min)/kg h kg r 纤维根数(根梳棉机产量(锡林转速(锡林表面针布总齿数⨯⨯⨯⨯⨯
从上式可以看出,纤维梳理度与梳棉机产量成反比。
即梳棉机产量提高,梳理度下降,每根纤维受梳理次数减少。
梳理度的下降必将使纤维伸直度降低,短绒及杂质排除量减少。
在文献1中提及有些厂家为提高产量,把锡林针布型号由AC2525×01550改为AC2030×01550型,这种做法只是因为针齿梳理角度的变化而有利于纤维分梳,对梳理度则没有影响。
影响梳理度的因素是锡林表面针布总齿数,即齿密,从《棉纺针布手册》上可以看出两种型号的锡林针布齿密都是860齿/(25.4mm)2。
从梳理度的计算公式可以看出,在不影响质量的前提下,为提高产量必须提高锡林转速,且使其与梳棉机产量成比例提高。
而目前的普通梳棉机,特别是A186系列设备能否进一步提高锡林转速还有待探讨。
3普通梳棉机实现重定量纺纱的几点思考
目前,国内有普通梳棉机约l0万台,要想在普通A186系列梳棉机上实现重定量纺纱,以下几个方面需要进一步改进。
3.1 合理设定锡林与刺辊线速度比
如上所述,为提高梳棉机产量又不影响纤维梳理度,必须提高锡林转速。
普通梳棉机锡林转速能不能提高或能提高到什么速度这里暂不作讨论。
根据纤维分梳转移原理,必须设定合理的锡林与刺辊线速度比,确保纤维顺利转移。
笔者认为,为使纤维顺利向锡林转移,锡林与刺辊线速度比应为2.0—2.2。
3.2加装前3后2固定盖板
随着梳棉机喂人量的增加,由于离心力的作用,使普通梳棉机的气流附面层增厚,为了进行更充分的梳理,应在普通梳棉机上加装前3后2固定盖板。
前固定盖板选用MGC64型,使纤维层在锡林向道夫转移前再次受到梳理,以提高单纤维的伸直平行度;后固定盖板选用MGC24型,使纤维由刺辊向锡林转移过程中对进入盖板分梳区的纤维层进行预分梳,提高纤维束的开松与除杂效果。
3.3重定量高效工艺必须与传统工艺相结合
“紧隔距、强分梳、轻定量、慢车速”是传统梳棉工艺原则。
虽然高效工艺的核心是“重定量、高速度”,但是在梳棉工序仍然要做到“四锋一准”的设备状态和“紧隔距、强分梳”的工艺原则,特别是分梳隔距,要做到在设备性能允许的前提下尽量缩小盖板与锡林间隔距,加强盖板工作区分梳与除杂能力。
总之,高效工艺必须与传统工艺相结合,确保生条中的纤维伸直平行,降低生条短绒含量,减少棉结和杂质。
3.4高效工艺必须以精细化管理为基础
在棉纺厂,“三基”(工艺、设备、操作)管理是生产管理的重点,也是实现高效率生产的基础性工作。
重定量、大牵伸只是高效工艺的核心理论。
要切实做到高效工艺用于实际生产,必须在做好“三基”管理的前提下全面落实精细化管理措施。
梳棉工序是多机台运转工序,工人看台面一般都在10台左右。
实现高效工艺生产,在影响质量的5大因素·(人员、机械、原料、操作、环境)中第一个因素是决定性的。
每一项工作都应从细节着手,严格要求;每一个管理措施都应做到专业化,确保生产高效,质量稳定。
4结语
(1)高效工艺是对传统工艺的一次变革,是几代棉纺人改造设备性能尝试的最终结果,也是棉纺工艺经过百年发展的必然趋势。
(2)普通梳棉机能否真正做到重定量纺纱,仍然需要从设备结构改造和工艺配置着手进行大量试验。
梳棉是棉纺的心脏,尝试全新的工艺不可大意。
(3)精细化管理适用于各流程的每一个工序。
在梳棉工序除做好“三基”管理外,除尘系统、空调系统的良好作用也不容忽视。
参考文献:
[1] 李妙福.高产梳棉机重定量的思考[J].上海纺织科技,2007,(5):1—3.
[2] 孙伯勇,邵伟华,章友鹤.对棉纺高效工艺的认识与讨论[J].棉纺织桔术.2007.(6):58—62.。