粗纱重定量工艺的探讨
- 格式:pdf
- 大小:227.67 KB
- 文档页数:9

浅谈重定量工艺在纺纱生产中存在的问题
计万平;胡曼
【期刊名称】《纺织器材》
【年(卷),期】2016(043)004
【摘要】针对粗纱重定量、细纱大牵伸工艺在纺纱生产中存在的问题,举例说明纺纯棉纤维品种、非棉纤维品种和混纺品种对加大粗纱定量的要求;系统分析重定量工艺对细纱生产、车速和生产效率、成纱和织物质量等的影响.指出:重定量工艺虽然能挖掘前纺各工序机械设备和工艺的潜力,但在细纱工序却要受到生产环境、设备、器材、原料质量和纺纱号数等条件的限制;特别是长期采用重定量工艺纺纱的细纱机,专件、器材的损坏十分严重,导致大量次品纱产生;一定要结合企业自身条件,根据纺纱纤维性能、品种和号数确定粗纱定量的大小,不能随意、盲目,否则将影响细纱生产效率,增加细纱机相关部件的损耗和吨纱的耗电量.
【总页数】7页(P28-34)
【作者】计万平;胡曼
【作者单位】武汉裕大华纺织服装集团股份有限公司,武汉430415;武汉裕大华纺织服装集团股份有限公司,武汉430415
【正文语种】中文
【中图分类】TS103.2
【相关文献】
1.重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践[J], 宋祖华;胡兴桃
2.重定量纺纱细纱牵伸工艺与专件配置的纺纱效果分析 [J], 陈名均;张军伟;聂发辉
3.优势纺纱工艺梳棉重定量研究 [J], 刘建林
4.优势纺纱工艺梳棉重定量的实践 [J], 刘建林
5.梳棉重定量工艺对涤黏混纺纱性能影响的分析 [J], 孙振国;张娣;吉宜军;崔益怀;苏旭中
因版权原因,仅展示原文概要,查看原文内容请购买。

粗纱重定量工艺的探讨陈玉峰(河南项城市纺织有限公司)摘要:介绍了采用重定量工艺后,对粗纱工艺的影响,对粗纱重定量后牵伸工艺的变化以及调节进行了研究,通过采取一定的工艺配合,能够使重定量工艺在粗纱工艺上推广,达到提高质量的目的。
关键词:粗纱;牵伸;隔距;重定量;工艺重定量高效工艺是在传统工艺发展的高效工艺。
其工艺核心是:前纺重定量,细纱大牵伸。
通过前纺工艺的配合,使细纱实现大牵伸。
重定量根据功能可以分为梳理重定量和牵伸重定量。
前纺重定量是为细纱大牵伸作准备,细纱大牵伸后,粗纱必然要求是重定量,它是由纺纱号数和细纱总牵伸数所决定的。
根据牵伸原理:定量的加重必定使细纱牵伸区中的纤维运动受到影响,如何使粗纱牵伸重定量适应梳理重定量带来的附加不匀负效应,为细纱通过适合质量要求的粗纱,是粗纱重定量高效工艺的核心。
1. 重定量工艺对粗纱牵伸影响的机理1.1 重定量工艺在粗纱工艺的牵伸原理1.1.1 牵伸移距偏差在牵伸区内两根伸直,平行等长的纤维,在不同截面上变速后的移距为:A1=A0·E±X(E-1)上式中 A0E 为须条经 E 倍牵伸后纤维的正常移距,±X(E-1)为牵伸过程中二根纤维头端在不同截面变速过程中引起的移距偏差,X 是两个不同截面的距离。
“+”号表示 A1 大于正常移距,发生细节;“-”号表示 A1 小于正常移距,产生粗节,由此移距偏差引起了在须条后的牵伸不不匀。
1.1.2 牵伸过程两对力的关系牵伸区中的纤维分布状态为:前纤维、后纤维和浮游纤维。
对于浮游纤维,引导力大于控制力;对于牵伸须条握持力大于牵伸力,这些均为变量。
握持力的最小值大于牵伸力的最大值才能正常牵伸。
1.1.3 牵伸后须条不匀的组成粗纱纱是纺纱工艺流程的半制品工序,后道是成品细纱。
2 2 2 2粗纱不匀的组成为 V = v0 +v R +V D在上式中 V---表示粗纱不匀;v0---随机不匀(v0=1/ N ,N 为须条断面纤维的平均根数);V D----喂入并条工艺流程的附加不匀;V R---粗纱工艺附加不匀。
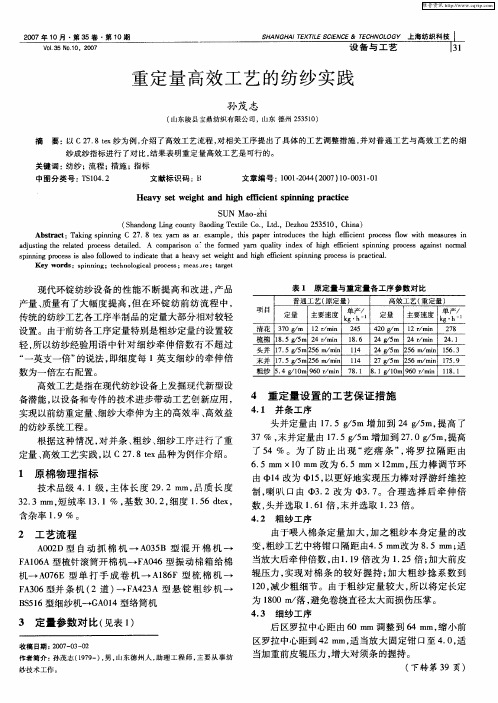
重定量、大牵伸生产JC 3.6 tex棉纱的工艺配置晏顺枝(际华三五四二纺织有限公司,湖北襄樊430071)摘要:对粗纱定量、牵伸形式、后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等细纱工艺参数进行了优化试验。
结果表明,采用较大的粗纱定量,通过合理配置细纱牵伸工艺,采用较小的前区罗拉隔距、较大的后区罗拉隔距,适当加压,增大前胶辊前冲量及配用软弹胶辊,并使用压力棒隔距块,可使Jc 3.6 tex棉纱条干水平控制在17.5%以下。
按照传统的工艺设计生产Jc 3.6 tex棉纱,细纱牵伸倍数应小于50倍,因此粗纱定量只能在1.7g/10m以下,这么小的定量会带来两方面的问题:(1)粗纱本身质量不易保证,粗纱须条从前罗拉出来到卷绕到筒管上的路线长,张力大,控制弱,较小的伸长波动就会引起粗纱须条片断性粗细不匀;(2)在细纱工序的退绕过程中极易产生意外牵伸,影响条干不匀,造成粗细节的增加。
但是采用较大的粗纱定量将增大细纱牵伸倍数,细纱在牵伸过程中牵伸力将增大,牵伸的稳定性会受到影响,同样不利于成纱条干的改善。
通过不同的定量试验,我们对后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等工艺参数进行了优化试验,并使用了带压力棒隔距块,最终使所生产的JC3.6 tex棉纱在重定量下条于值稳定在17.5%以下,细节在250个/km以下,粗节、棉结在200何km以下,达到了较好水平。
l半制品质量指标及工艺状态生产JC 3.6 rex棉纱全部使用新疆137长绒棉,主体长度在35 mm以上,短绒率在10%以内,马克隆3.2~3。
5,纤维细度1.28 dtex以下,采用多唛混棉。
精梳条短绒率控制在5%以内,粗纱条干控制在4.0%以内,粗纱捻系数为125。
2生产工艺的优化2.1粗纱定量在DTMl29型细纱机上试验,牵伸形式为“V”型牵伸,气动加压,采用同机台同锭号方法,除细纱总牵伸倍数不同外,其余参数均相同,取6组试验的平均值,不同粗纱定量生产的细纱质量见表1表l说明采用较大的粗纱定量,在细纱牵伸倍数达72.29时,细纱牵伸力克服握持力所造成的牵伸不匀对成纱质量的影响较轻定量粗纱克服生产过程中意外牵伸时的影响要小,定量重时,喂人主牵伸区的纤维量多,纤维间的控制力加强。
高产梳棉机重定量的思考李妙福(河北省纺织工程学会,河北石家庄050051)摘要:叙述了对重定量生条质量的基本要求,认为生条实现重定量要顾及整个纺纱系统牵伸的合理配置,应兼顾生条的棉结和短绒率这一对矛盾,文章提出了高产梳棉机纺制重定量生条的工艺,如适当降低出条速度,保证每根纤维的受梳理齿数等,认为一般梳棉机进行必要改造后也可纺制重定量生条。
“重定量、大牵伸”工艺已成为当前棉纺工艺中备受关注的热点,其核心是提高细纱牵伸倍数,挖掘细纱牵伸潜能,关键是提高梳棉生条定量。
没有细纱牵伸倍数的增大,就不可能有前纺半制品的重定量,而实现前纺半制品重定量的关键在梳棉工序,只有梳棉机生条在保持棉结、杂质、短绒少的优良质量条件下实现重定量,才能实现纺纱工艺全流程“重定量、大牵伸”。
1重定量生条的基本要求要有足够的梳理度,使生条中棉纤维呈单根纤维状态;原棉经清梳后,在保证除杂要求的条件下,生条中棉结、短绒要比喂入筵棉降低,要满足后工序及成纱品质的要求。
2梳棉生条定量的控制从喂入原棉开始,生产中、细特纱时的纺纱系统将承担20 000倍以上的牵伸分配,因此梳棉生条定量的确定应考虑整个纺纱系统各工序的合理牵伸配置,保证纤维合理的、必要的梳理度和达到生条的基本要求。
2.1生条定量不宜过轻根据实践经验,普遍认为高产梳棉喂入筵棉及生条定量不宜过轻,主要是因为:(1)喂入筵棉定量过轻,在相同条件下,棉层结构不易均匀,易产生破洞等,而高产梳棉机不易弥补这一缺陷,因而造成生条短片段质量恶化;(2)生条定量过轻时,在保持高产量要求下,道夫速度必然增大,其自由纤维量减少,由于现代高产梳棉机分梳能力强,故纤维一次性分梳增加,造成纤维损伤,导致短绒增加;(3)定量过轻,棉网抱合力差而易飘动,不利于棉网成形与棉条高速输出;(4)轻定量生条条干均匀度不如重定量生条。
2.2要考虑整个纺纱系统的合理牵伸配置有资料统计了国内外梳棉机的产量、生条定量和道夫出条速度,显示了30年来梳棉机实现高产的途径,其中生条定量增加了29%,而出条速度提高了129%,主要有下列原因。
谈谈如何降低粗纱重量不匀提高半制品质量浙江华一纺纺纱线有限公司前纺车间周勇关键词:棉条;假捻器;张力;温湿度;筒管粗纱定量是粗纱工序的重要工艺参数,它的偏差大小直接影响成纱的质量。
因此只有将粗纱重量差异控制在一定范围内,才能降低粗纱及细纱的重量不匀,提高成纱质量。
控制粗纱喂入棉条重量的差异。
我厂的A456C、FA421粗纱机采用高架喂入的导条架形式,通过链条、链轮来传动。
各导条辊、后罗拉之间配有很小的张力牵伸。
由于现在我们生产的色纺纱熟条很烂,纤维抱合力较差,尤其是采用条混多道并合后的熟条。
因此,在粗纱机后的导条喂入过程中,因条子烂,不足以承受从条桶内引出时的自重伸长与导条辊之间的张力,致使棉条产生意外伸长。
(远离后罗拉的两排棉条桶称之为后排,离后罗拉近的两排棉条桶称之为前排,后排棉条的意外牵伸比前排大)因此在日常工作中我们要加强导条架部分的维护,使导条辊运转灵活,减少后罗拉与导条辊之间的张力牵伸,降低棉条喂入过程中产生的意外牵伸。
粗纱机锭翼顶孔的边缘到前罗拉钳口的纱条部份为纺纱段,前罗拉钳口的捻陷区捻度小,极易引起纱条的意外伸长。
粗纱前排的纺纱段长,捻陷区也长,粗纱丝强力相比内排要差,意外伸长也大。
而A456C粗纱机内外排假捻时的导纱角存在较大差异,使得A456C粗纱机的锭差变得更为突出。
我们采用了按高低分内外排安装的新型高效假捻器来减少导纱角的差异,增加纺纱段的捻度,由于新型高效假捻器的应用,捻陷区长度明显缩短。
采用缩短捻陷区长度来增加纺纱纺纱段强力,减少意外伸长,降低粗纱重量不匀。
粗纱机的机前机后都会产生意外伸长,我们可以通过合理搭配来缩小粗纱之间的意外伸长。
搭配的方式:粗纱后排的棉条对应内排的粗纱锭子,前排的棉条对应外排的粗纱锭子,以此来调节前后排条桶和内外排锭子在纺纱过程中的张力差异,减少意外伸长,降低粗纱机锭与锭之间的重量差异。
粗纱机大、中、小纱张力的差异。
自前罗拉输出的须条经过加捻到筒管的行程中,必须克服锭翼顶端空心臂和压掌对粗纱的摩擦力。
粗纱重定量工艺的探讨陈玉峰(河南项城市纺织有限公司)摘要:介绍了采用重定量工艺后,对粗纱工艺的影响,对粗纱重定量后牵伸工艺的变化以及调节进行了研究,通过采取一定的工艺配合,能够使重定量工艺在粗纱工艺上推广,达到提高质量的目的。
关键词:粗纱;牵伸;隔距;重定量;工艺重定量高效工艺是在传统工艺发展的高效工艺。
其工艺核心是:前纺重定量,细纱大牵伸。
通过前纺工艺的配合,使细纱实现大牵伸。
重定量根据功能可以分为梳理重定量和牵伸重定量。
前纺重定量是为细纱大牵伸作准备,细纱大牵伸后,粗纱必然要求是重定量,它是由纺纱号数和细纱总牵伸数所决定的。
根据牵伸原理:定量的加重必定使细纱牵伸区中的纤维运动受到影响,如何使粗纱牵伸重定量适应梳理重定量带来的附加不匀负效应,为细纱通过适合质量要求的粗纱,是粗纱重定量高效工艺的核心。
1.重定量工艺对粗纱牵伸影响的机理1.1重定量工艺在粗纱工艺的牵伸原理1.1.1牵伸移距偏差A=A0·E±在牵伸区内两根伸直,平行等长的纤维,在不同截面上变速后的移距为:1X(E-1)上式中A0E为须条经E倍牵伸后纤维的正常移距,±X(E-1)为牵伸过程中二根纤维头端在不同截面变速过程中引起的移距偏差,X是两个不同截面的距离。
“+”号表示A1大于正常移距,发生细节;“-”号表示A1小于正常移距,产生粗节,由此移距偏差引起了在须条后的牵伸不不匀。
1.1.2牵伸过程两对力的关系牵伸区中的纤维分布状态为:前纤维、后纤维和浮游纤维。
对于浮游纤维,引导力大于控制力;对于牵伸须条握持力大于牵伸力,这些均为变量。
握持力的最小值大于牵伸力的最大值才能正常牵伸。
1.1.3牵伸后须条不匀的组成粗纱纱是纺纱工艺流程的半制品工序,后道是成品细纱。
粗纱不匀的组成为V2= v02+v R2+V D2在上式中V---表示粗纱不匀;v0---随机不匀(v0=1/N,N为须条断面纤维的平均根数);V D----喂入并条工艺流程的附加不匀;V R---粗纱工艺附加不匀。
1.2重定量工艺对粗纱纤维运动的影响1.2.1 重定量对移距偏差的影响移距偏差是理想条件是下纱条不匀状况的反映。
假设纤维都是平行伸直的,且都是等长的,每根纤维的头端都是到达前钳口才变速,从后罗拉到前罗拉且经过牵伸两根纤维的头端移距等于正常牵伸移距,须条间的头端移距增大与原来的E倍,纱条截面的根数减少了E 倍,纱条仍然保持原来的排列结构没有增加,而是不匀率的波长增加了E倍。
理想条件下的纤维运动在实际生产中不可能实现,须条中纤维的数量,不可能等长,在实施重定量之后,截面内纤维的纤维根数增加,同时浮游纤维的数量相应增加。
设并条定量为15.0g/5m的浮游纤维根数为1时,同样粗纱定量为20g/5m的浮游纤维根数为1.33。
纤维的移距偏差和纤维运动受到了更大的影响。
进一步分析粗纱定量负面效应有并条机的喂入牵伸所决定的,以并条定量增加牵伸倍数增加,根据移距偏差理论,粗纱会出现严重的不匀,由于粗纱的牵伸倍数有限同样细纱也会出现严重的不匀。
牵伸区中纤维有慢速变为快速时的头端距离,如果纤维在不同变速则产生移距偏差,导致须条和纱条不匀。
开始变速时的位置偏差大,移距偏差大,纱条不匀大;牵伸倍数大,则移距偏差大,纱条不匀大,变速点分布不集中,变速点离散性大纱条不匀增加。
1.2.2重定量对变速点分布的影响在牵伸区纤维运动过程中,当引导力大于控制力时,浮游纤维加速;当控制力大于引导力时,浮游纤维则保持慢速运动;在靠近前钳口时,快速纤维的量大于慢速纤维的数量;在靠近后钳口时,慢速纤维的量大于快速纤维的量;在后罗拉处,纤维受到控制,在前罗拉处,纤维开始变速;纤维在变速临界点时,纤维的速度相等,当通过时开始变速,此时的力来自于牵伸的力;纤维长度≥25mm纺棉时,纤维达到前钳口时才开始变速;长纤维靠近前罗拉钳口时才开始变速;短纤维变速比长纤维早,短纤维变速点离前钳口较远;隔距大,浮游纤维距离短,变速点分布对时间的不稳定性就越差,离散型越大。
加重定量后纤维中短纤维的数量增加,牵伸不匀增大,变速点分布受到一定的影响。
1.2.3重定量后牵伸力与握持力对纤维运动的影响粗纱重定量后,牵伸力增大,为了使牵伸顺利,罗拉控制条子必须有足够的握持力,如果握持力过小,纱条就不能正确的按照罗拉表面的速度运动,在钳口下打滑造成牵伸效率降低。
影响牵伸力的因素有:牵伸倍数,张力牵伸,临界牵伸,位移牵伸。
牵伸倍数大,则牵伸力下降。
罗拉隔距小,长纤维受前后的控制力上升,牵伸不开;隔距大,则控制力减弱,后纤维的分布数量减少。
影响握持力大小的因素:罗拉加压大小,胶辊硬度,罗拉表面形态,前后罗拉的握持力都应同牵伸力相适应。
牵伸力反映了快慢素纤维之间的联系,牵伸力有一定的大小,以使慢速纤维伸直,在稳定中变速;牵伸力过大,慢速纤维以提前变速,变速分散,使条子品质恶化。
若前握持力小于牵伸力,且纤维强力足够大,须条打滑牵不开;牵伸力过小,不利于纤维的稳定而连续变速,对牵伸不利。
在重定量的牵伸状态下,快速纤维的数量在减少,慢速纤维的数量增加,必须有相应的握持力相适应获得最佳的牵伸力,才能有效控制纤维运动,从而提高输出须条的均匀度。
牵伸力的上限不能接近或超过正常的加压下罗拉钳口的握持力;下限应使牵伸区中纱条强力最薄弱的部分,保持适当的张力,否则会引起纱条的断裂。
1.2.4重定量后粗纱质量合理结构的要求粗纱合理结构的含义:粗纱条内所含棉结,杂质要少,短纤维要少,如果过多将影响细纱条干及断头率;粗纱内的纤维基本伸直平行;粗纱重量不匀率应控制在0.7%-1.1%之间,重量不匀低说明纱条单位长度内的重量比较均匀,为细纱条干打下基础。
粗纱的重不匀影响细纱重不匀,细纱单纱强不匀;粗纱条干CV值影响细纱条干CV 值及细纱强力。
重定量后的粗纱须条内的纤维数量增加,可以改善重量CV,但是牵伸倍数的增加,使粗纱的条干受到一定的影响。
2.重定量工艺对粗纱工艺影响与控制2.1重定量工艺对粗纱牵伸型式的影响与控制牵伸型式主要有三种,四上四下双短胶圈D型牵伸,三上三下双短胶圈,三上三下长短胶圈牵伸。
前两种应用比较广泛,后则应用较少。
双短胶圈D型牵伸特点有三:主牵伸区不设集合器,牵伸后设集合器,实行牵伸不集束,集束不牵伸的原则;双短胶圈钳口能更接近牵伸钳口,可加强对浮游纤维的控制;牵伸钳口下的纤维须丛,分散而扁平,可采用较轻的压力,有利于胶辊寿命,由于以上特性,D型牵伸适于重定量,大牵伸的纺纱工艺。
双短胶圈牵伸特点有二:主牵伸区有集合器,牵伸与集合同时进行,上下胶圈钳口至牵伸钳口距离较大;仅三对牵伸罗拉,传动机构简单,清洁维修均简化,维护看管方便,制造成本低;由于主牵伸区有集合器,不适于重定量粗纱,适用于轻定量,小牵伸工艺。
2.2重定量工艺对粗纱后区牵伸工艺的影响与控制粗纱机处理的是无并合作用的单根须条,其牵伸系统应以减小对须条条干的恶化程度为主,不存在改善喂人条条干CV%的可能,每多一道牵伸,纤维移距偏差产生不匀率增加,还会产生相当比例的附加不匀率,所以粗纱机的后区牵伸,以控制在弹性牵伸或稍大于弹性牵伸的范围内为好。
喂入粗纱的末并条中,残余有一些前弯钩纤维,后区牵伸不能大,放大罗拉隔距较有利,一是使纤维在弹性牵伸区内有较大的舒展空间,二是使部分纤维的前弯钩获得较多的伸直时间,但过大的罗拉隔距,会引起过多浮游纤维的失控,恶化条干。
参考数据是纤维的品质长度加16~18mm左右,重定量后,后区牵伸倍数偏大一些掌握有利于成纱质量,具体见表1。
表1 不同粗纱后区牵伸倍数对成纱质量的影响品种:CJ19.5tex项目后区牵伸1.2 后区1.175条干/CV%11.98 12.09细节/(-50%)/个·km- 1 10 8粗节/(+50%)/个·km-1 12 18棉结/(+200%)/个·km-129 33管间/CV b% 2.27 2.17备注:粗纱定量为6.0g/5m2.3重定量工艺对粗纱前区牵伸工艺的影响与控制粗纱机的牵伸的主要作用采用集中前区牵伸的办法。
前区牵伸重点是集中牵伸,为减小牵伸对粗纱须条条干的恶化程度,牵伸后区采用稍大于弹性牵伸的牵伸倍数,前区实行集中牵伸,粗纱的集中牵伸对粗纱的质量至关重要,由于牵伸钳口下的纤维量远大于细纱,工艺上必需有别于细纱。
粗纱机的主要作用除牵伸加捻外,还有改善内部伸直度机纱条结构的作用。
并条的伸直度最高可达87%,余下的必须有粗纱解决。
纤维伸直度要达到90%-93%,有利于条干均匀度是的提高。
粗纱伸直度达到的条件:粗纱机牵伸机构前区隔距不能太小,同细纱机相反,细纱隔距放大浮游纤维增加,由于粗纱机中的纤维量较大,前区大隔距,纤维间有摩擦产生的自控作用,前区的隔距应适当放大一些。
在粗纱机的牵伸区根本不允许出现有效牵伸,预牵伸的作用是棉条中的纤维伸直,使须条产生微张力,然后以平行状态连续不断的通过上下胶圈(即主牵伸区)之间,预牵伸区罗拉中心距偏大掌握。
主牵伸的分配必须与牵伸区的条件相适应。
主要是牵伸区内须条的质量和须条中纤维的排列因素。
由于经过一并二并的整理,纤维的随机排列得到了一定的控制,使伸直度得到了一定的改善,因此在后区仍应以整理或保持纤维的排列状态,为前区集中牵伸做好准备。
2.4重定量工艺对粗纱钳口工艺的影响与控制钳口隔距的作用:上下胶圈钳口与牵伸钳口间的距离偏小掌握,隔距小浮游区长度短,对浮游纤维的控制力强。
隔距应根据粗纱定量及主牵伸倍数而定,定量较重、主牵伸倍数较低时,胶圈钳口内通过的纤维量大,原始钳口隔距应偏大掌握,反之则偏小掌握。
采用重定量后,由于粗纱机胶圈钳口下的纤维量较大,握持钳口的摩擦力界较宽广,过小的钳口隔距,会使部分纤维束被强行拖出产生硬头,在不出硬头的情况下偏小掌握有利于质量。
具体见表2表2 不同原始隔距钳口对质量的影响品种:CJ18.2tex粗纱定量/g·5m-1 6.0 6.0钳口隔距/mm 5.0 5.5条干/CV%12.16 12.26细节/(-50%)/个·km- 1 0 0粗节/(+50%)/个·km-1 2 6棉结/(+200%)/个·km-116 18管间/CV% 2.3 2.42.5重定量工艺对粗纱牵伸倍数的影响与控制粗纱牵伸倍数的设计原则:一是提高须条中前弯钩纤维的伸直能力;二是采用粗纱重定量,有利于增大粗纱机的产量,提高粗纱强力,减轻意外伸长;三是粗纱重定量,前罗拉钳口输出须条厚宽,纤维彼此间联系紧密,加捻时边缘纤维少,粗纱光洁,有利于细纱减少毛羽;四是有利于实现粗纱机低速高产。
当粗纱总牵伸倍数较大时,要适当放大后区牵伸倍数,从而减小前区牵伸倍数,增大前弯钩纤维的伸直能力。