粗纱重定量工艺的探讨
- 格式:pdf
- 大小:378.60 KB
- 文档页数:5

粗纱重定量工艺的探讨陈玉峰(河南项城市纺织有限公司)摘要:介绍了采用重定量工艺后,对粗纱工艺的影响,对粗纱重定量后牵伸工艺的变化以及调节进行了研究,通过采取一定的工艺配合,能够使重定量工艺在粗纱工艺上推广,达到提高质量的目的。
关键词:粗纱;牵伸;隔距;重定量;工艺重定量高效工艺是在传统工艺发展的高效工艺。
其工艺核心是:前纺重定量,细纱大牵伸。
通过前纺工艺的配合,使细纱实现大牵伸。
重定量根据功能可以分为梳理重定量和牵伸重定量。
前纺重定量是为细纱大牵伸作准备,细纱大牵伸后,粗纱必然要求是重定量,它是由纺纱号数和细纱总牵伸数所决定的。
根据牵伸原理:定量的加重必定使细纱牵伸区中的纤维运动受到影响,如何使粗纱牵伸重定量适应梳理重定量带来的附加不匀负效应,为细纱通过适合质量要求的粗纱,是粗纱重定量高效工艺的核心。
1. 重定量工艺对粗纱牵伸影响的机理1.1 重定量工艺在粗纱工艺的牵伸原理1.1.1 牵伸移距偏差在牵伸区内两根伸直,平行等长的纤维,在不同截面上变速后的移距为:A1=A0·E±X(E-1)上式中 A0E 为须条经 E 倍牵伸后纤维的正常移距,±X(E-1)为牵伸过程中二根纤维头端在不同截面变速过程中引起的移距偏差,X 是两个不同截面的距离。
“+”号表示 A1 大于正常移距,发生细节;“-”号表示 A1 小于正常移距,产生粗节,由此移距偏差引起了在须条后的牵伸不不匀。
1.1.2 牵伸过程两对力的关系牵伸区中的纤维分布状态为:前纤维、后纤维和浮游纤维。
对于浮游纤维,引导力大于控制力;对于牵伸须条握持力大于牵伸力,这些均为变量。
握持力的最小值大于牵伸力的最大值才能正常牵伸。
1.1.3 牵伸后须条不匀的组成粗纱纱是纺纱工艺流程的半制品工序,后道是成品细纱。
2 2 2 2粗纱不匀的组成为 V = v0 +v R +V D在上式中 V---表示粗纱不匀;v0---随机不匀(v0=1/ N ,N 为须条断面纤维的平均根数);V D----喂入并条工艺流程的附加不匀;V R---粗纱工艺附加不匀。
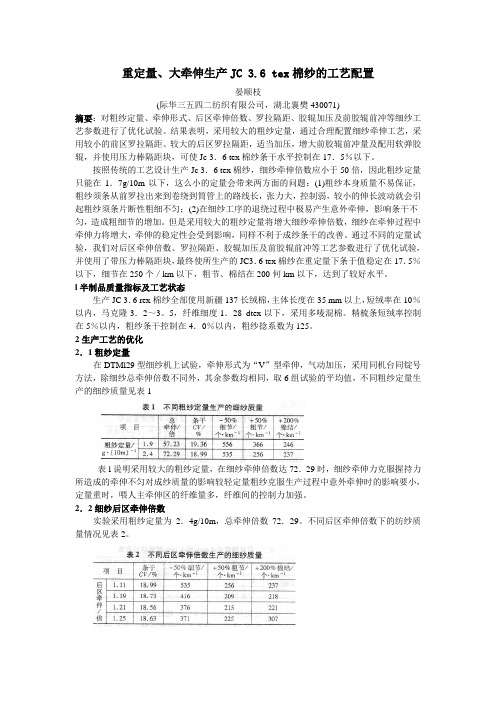
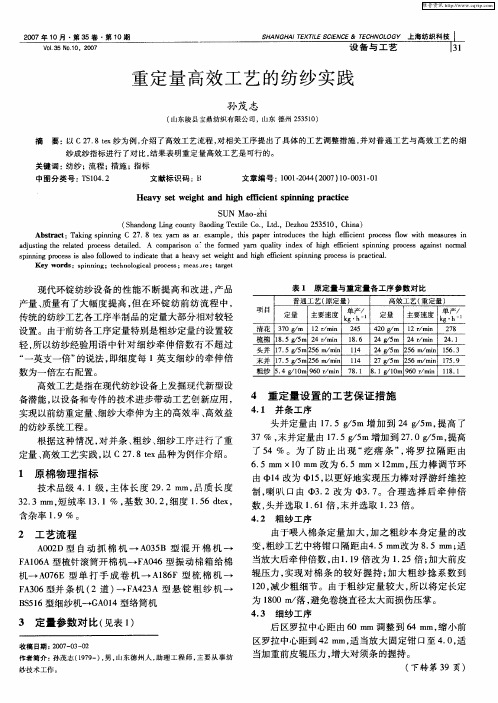
重定量、大牵伸生产JC 3.6 tex棉纱的工艺配置晏顺枝(际华三五四二纺织有限公司,湖北襄樊430071)摘要:对粗纱定量、牵伸形式、后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等细纱工艺参数进行了优化试验。
结果表明,采用较大的粗纱定量,通过合理配置细纱牵伸工艺,采用较小的前区罗拉隔距、较大的后区罗拉隔距,适当加压,增大前胶辊前冲量及配用软弹胶辊,并使用压力棒隔距块,可使Jc 3.6 tex棉纱条干水平控制在17.5%以下。
按照传统的工艺设计生产Jc 3.6 tex棉纱,细纱牵伸倍数应小于50倍,因此粗纱定量只能在1.7g/10m以下,这么小的定量会带来两方面的问题:(1)粗纱本身质量不易保证,粗纱须条从前罗拉出来到卷绕到筒管上的路线长,张力大,控制弱,较小的伸长波动就会引起粗纱须条片断性粗细不匀;(2)在细纱工序的退绕过程中极易产生意外牵伸,影响条干不匀,造成粗细节的增加。
但是采用较大的粗纱定量将增大细纱牵伸倍数,细纱在牵伸过程中牵伸力将增大,牵伸的稳定性会受到影响,同样不利于成纱条干的改善。
通过不同的定量试验,我们对后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等工艺参数进行了优化试验,并使用了带压力棒隔距块,最终使所生产的JC3.6 tex棉纱在重定量下条于值稳定在17.5%以下,细节在250个/km以下,粗节、棉结在200何km以下,达到了较好水平。
l半制品质量指标及工艺状态生产JC 3.6 rex棉纱全部使用新疆137长绒棉,主体长度在35 mm以上,短绒率在10%以内,马克隆3.2~3。
5,纤维细度1.28 dtex以下,采用多唛混棉。
精梳条短绒率控制在5%以内,粗纱条干控制在4.0%以内,粗纱捻系数为125。
2生产工艺的优化2.1粗纱定量在DTMl29型细纱机上试验,牵伸形式为“V”型牵伸,气动加压,采用同机台同锭号方法,除细纱总牵伸倍数不同外,其余参数均相同,取6组试验的平均值,不同粗纱定量生产的细纱质量见表1表l说明采用较大的粗纱定量,在细纱牵伸倍数达72.29时,细纱牵伸力克服握持力所造成的牵伸不匀对成纱质量的影响较轻定量粗纱克服生产过程中意外牵伸时的影响要小,定量重时,喂人主牵伸区的纤维量多,纤维间的控制力加强。
谈谈如何降低粗纱重量不匀提高半制品质量浙江华一纺纺纱线有限公司前纺车间周勇关键词:棉条;假捻器;张力;温湿度;筒管粗纱定量是粗纱工序的重要工艺参数,它的偏差大小直接影响成纱的质量。
因此只有将粗纱重量差异控制在一定范围内,才能降低粗纱及细纱的重量不匀,提高成纱质量。
控制粗纱喂入棉条重量的差异。
我厂的A456C、FA421粗纱机采用高架喂入的导条架形式,通过链条、链轮来传动。
各导条辊、后罗拉之间配有很小的张力牵伸。
由于现在我们生产的色纺纱熟条很烂,纤维抱合力较差,尤其是采用条混多道并合后的熟条。
因此,在粗纱机后的导条喂入过程中,因条子烂,不足以承受从条桶内引出时的自重伸长与导条辊之间的张力,致使棉条产生意外伸长。
(远离后罗拉的两排棉条桶称之为后排,离后罗拉近的两排棉条桶称之为前排,后排棉条的意外牵伸比前排大)因此在日常工作中我们要加强导条架部分的维护,使导条辊运转灵活,减少后罗拉与导条辊之间的张力牵伸,降低棉条喂入过程中产生的意外牵伸。
粗纱机锭翼顶孔的边缘到前罗拉钳口的纱条部份为纺纱段,前罗拉钳口的捻陷区捻度小,极易引起纱条的意外伸长。
粗纱前排的纺纱段长,捻陷区也长,粗纱丝强力相比内排要差,意外伸长也大。
而A456C粗纱机内外排假捻时的导纱角存在较大差异,使得A456C粗纱机的锭差变得更为突出。
我们采用了按高低分内外排安装的新型高效假捻器来减少导纱角的差异,增加纺纱段的捻度,由于新型高效假捻器的应用,捻陷区长度明显缩短。
采用缩短捻陷区长度来增加纺纱纺纱段强力,减少意外伸长,降低粗纱重量不匀。
粗纱机的机前机后都会产生意外伸长,我们可以通过合理搭配来缩小粗纱之间的意外伸长。
搭配的方式:粗纱后排的棉条对应内排的粗纱锭子,前排的棉条对应外排的粗纱锭子,以此来调节前后排条桶和内外排锭子在纺纱过程中的张力差异,减少意外伸长,降低粗纱机锭与锭之间的重量差异。
粗纱机大、中、小纱张力的差异。
自前罗拉输出的须条经过加捻到筒管的行程中,必须克服锭翼顶端空心臂和压掌对粗纱的摩擦力。