成量丝锥、板牙、量规样本
- 格式:pdf
- 大小:21.30 MB
- 文档页数:82

▽主要分类1F.刀具2F.磨具磨料3F.量具量仪4F.模具及模具五金配件5F.机床附件6F.机械零配件7F.工具8F.机床设备9F.通用机械设备分类1F.刀具1)刀片‖2)刀带‖3)钻头‖4)铰刀‖5)车刀‖6)拉刀‖7)铣刀‖8)齿刀滚刀‖9)丝锥‖10)板牙‖11)锉刀‖12)镗刀‖13)刨刀‖14)冲头‖15)切刀‖2F.磨具磨料1)砂轮‖2)砂布‖3)砂带‖4)砂纸‖5)砂瓦‖6)磨头‖7)磨块‖8)磨料‖9)磨片‖10)钢丝轮‖11)抛光轮‖12)切割片‖13)抛光膏‖14)叶轮叶片‖15)磨石及油石‖16)砂轮修整器‖3F.量具量仪1)量尺‖2)卡尺‖3)角度尺‖4)深度尺‖5)千分尺‖6)水平仪、水平尺‖7)量规‖8)高度计、高度尺‖9)平板‖10)色标色卡‖11)方箱‖12)V型架‖13)圆度仪‖14)测高仪‖15)三坐标测量仪‖16)比较仪‖17)建筑检测仪4F.模具及模具五金配件1)铸造模具‖2)冲压模具‖3)锻造模具‖4)塑料模具‖5)司筒‖6)外导柱组件‖7)钢珠套‖8)冲头‖9)导柱/导套‖10)顶针5F.机床附件1)刀架‖2)夹具‖3)丝杠‖4)吸盘‖5)导轨‖6)夹头‖7)卡盘‖8)刀杆‖9)铣头与插头‖10)顶尖,顶针‖11)分度头,分度盘‖12)导柱‖13)机床工作台‖14)机床主轴‖15)机床拖链‖16)机床防护罩6F.机械零配件紧固件和连接件(1)紧固件和连接件传动件螺栓‖螺钉/螺丝钉‖螺母‖铆钉‖垫圈‖挡圈‖销‖键‖工业皮带(2)传动件气动元件齿轮‖带轮‖链轮‖连杆‖曲轴‖传动带‖传动链‖摩擦轮密封件‖联合器‖离合器‖减速器‖制动器‖变速器‖涡轮蜗杆‖齿轮箱轴承(3)工业皮带弹簧传送带‖输送带‖网带通用五金配件(4)气动元件减震件气缸‖气罐‖气动马达‖气动接头‖气动软管‖后冷却器焊接件‖主路过滤器‖气源处理器‖真空发生器管件(5)密封件油封‖盘根‖密封条‖密封圈‖密封环‖机械密封‖密封垫片‖密封垫板‖软填料‖塔器填料‖磁流体密封装置(6)轴承滚动轴承‖滑动轴承(7)弹簧通用弹簧‖空气弹簧‖油封弹簧‖组合弹簧‖模具弹簧‖气弹簧(支撑杆/阻尼器)‖其他弹簧(8)通用五金配件滑轨‖滑轮‖脚轮、万向轮‖滚珠‖轴瓦‖滚筒‖压条‖斗齿‖托辊(9)减震件减震圈‖减震垫‖避震接头‖其他减震件(10)焊接件焊条‖焊锡丝‖焊剂‖钎料‖焊膏‖焊片‖助焊剂(11)管件弯头‖封头‖管塞‖管套‖管箍‖管帽‖管堵‖管卡‖分水器‖异径管‖法兰/法兰盘‖直通,接头‖三通/四通通用手工工具(1)通用手工工具切削刀具刀‖锯‖凿子‖镊子‖钳类‖锤子‖斧子‖剪子‖扳手‖刷子‖磨具磨料扭力扳手‖螺丝刀/旋具‖打气筒、手动气泵‖工具套装、工具箱包夹具(2)切削刀具润滑工具刀片‖刀带‖钻头‖铰刀‖车刀‖拉刀‖铣刀‖齿刀‖滚刀‖丝锥‖汽保工具刨刀‖锉刀‖镗刀‖板牙‖刀具配件‖其他切削刀具起重工具(3)磨具磨料焊接辅助设备与工具砂轮‖砂布‖砂带‖砂纸‖砂瓦‖磨头‖磨块‖磨料‖磨片‖钢丝轮‖抛光轮‖切割片‖抛光膏‖叶轮叶片‖磨石及油石‖砂轮修整器‖其他磨具磨料(4)夹具检验夹具‖装配夹具‖工装夹具‖焊接夹具‖通用夹具‖组合夹具承租夹具‖通用可调夹具‖(5)润滑工具油枪‖油杯‖油标‖车间油壶(6)汽保工具汽保工具套装‖检漏仪‖汽保扳手‖汽保套筒‖汽保钳类‖热风枪(7)起重工具千斤顶‖起重葫芦‖起重滑车‖起重器‖起重钳‖钢丝绳/缆‖(8)焊接辅助设备与工具焊头‖焊台‖焊钳‖焊炬、割炬、割嘴‖助焊笔‖吸锡器‖电烙铁‖气焊气割辅助设备‖焊接辅助设备‖焊接劳保防护1)刀片‖2)刀带‖3)钻头‖4)铰刀‖5)车刀‖6)拉刀‖7)铣刀‖8)齿刀滚刀‖9)丝锥‖10)板牙‖11)锉刀‖12)镗刀‖13)刨刀‖14)冲头‖15)切刀‖1)刀片①按照品牌分: SUMITOMO/住友、 PIONEER/先锋、 TaeguTec/特固克、 NTK、长城、三菱、Carter/卡特、Stanley/史丹利、 ELM、 NOGA/诺佳、CHW/正河源、 SUNROXM/三禄、YANGLI/扬力、鹰牌、SATA/世达、 Tajima/田岛、 ISCAR/伊斯卡、 Walter/瓦尔特、 KORLOY/克劳伊、 HITACHI/日立、 KYOCERA/京瓷、Mitsubishi/三菱、 Sumitomo/住友、 TOSHIBA/东芝、可栎依、瑞克、钻石、弘坤、景明、元骏、鸿刚富、 BIG/大昭和、 NACHI/不二越、哈一工、马鞍山、帕莱克、 CHAIN-HEADWAY/正河源、英格索尔、CMTEC/西门德克、 Sandvik/山特维克、 Kenna/肯纳、 NIKKEN/日研、三禄、震虎、英格、耐特、蓝帜、LV 、泰珂洛、其他②按照类型分:裁断机刀片、剪板机刀片、粉碎机刀片、包装机刀片、收割机刀片、切碎机刀片、削片机刀片、封切机刀片、切脚机刀片、开槽机刀片、深耕刀片、其他③按照材质分:高速钢、硬质合金、不锈钢、高碳钢、金刚石、聚晶金刚石、镶锋钢、亚克力、氧化硼、钨钢碳钢、钼钢、白钢、合金、陶瓷、金属陶瓷、聚晶立方氮化硼、塑料、钛、 GCr15、 9CrSi、Cr12MoV 、Cr6W2Si 、其他④按照是否涂层分:是、否⑤按照是否进口分:是、否⑥按照是否标准件分:是、否2)刀带①按照类型分:海绵刀带、铲皮机刀带、泡沫刀带、裁剪刀带、其他②按照材质分:45#、 50# 、55#、 60#、高碳钢、碳素工具钢、 40Cr、铬钒合金钢、镍铬合金钢、钛合金钢、合金工具钢、铝合金、铜合金、铁镍合金、普通铸铁、合金铸铁、球墨铸铁、塑料、金刚石、硬质合金、其他③按照涂层分:是、否④按照进口分:是、否⑤按照是否标准件分:是、否3)钻头①按照品牌分:日本不二越、星皇、台神、台湾苏氏、博士、哈量、上工、河南一工、川南、伍尔特、合宝胜耀、成量、丰达、鑫业、日本、 STK、多马、迪泰克斯、美福、肯纳、YG、钻石、其他②按照类型分:直柄麻花钻、锥柄麻花钻、硬质合金冲击钻、扩孔钻、锪钻、扁钻、中心钻、滚刀钻头、其他③按照材质分:高速钢、硬质合金、钨钢、合金、陶瓷、金属陶瓷、聚晶立方氮化硼、聚晶金刚石、金刚石高碳钢、不锈钢、氧化硼、亚克力、钛、塑料、白钢、碳钢、钼钢、镶锋钢、其他④按照涂层分:是、否⑤按照特性分:普通钻头、牙钻、骨钻、煤矿用钻头、其他⑥按照进口分:是、否⑦按照是否标准件分:是、否4)铰刀①按照品牌分: KYOCERA/京瓷、 TOSHIBA/东芝、弘坤、景明、耐特、蓝帜、 HITACHI/日立、 NIKKEN/日研瑞克、 Mitsubishi/三菱、三禄、 Shanggong/上工、震虎、 Sumitomo/住友、钻石、英格、 CHAIN-HEADWAY/正河源、 ISCAR/伊斯卡、瓦格斯、 Walter/瓦尔特、帕莱克、马鞍山、 KORLOY/克劳伊、可栎依、哈一工、富耐克、BIG/大昭和、 NACHI/不二越、Kenna/肯纳、 Sandvik/山特维克、斯特拉姆、CMTEC/西门德克、英格索尔、森拉天时、 SKEDI、成量、其他②按照类型分:公制锥度铰刀、可调节铰刀、圆柱铰刀、圆锥铰刀、莫氏圆锥铰刀③按照手用机用分:手用铰刀、机用铰刀、通用④按照铰孔形状分:圆柱形、圆锥形、阶梯形⑤按照材质分:高速钢、不锈钢、镶锋钢、高碳钢、硬质合金、合金、钨钢、碳钢、钼钢、白钢、陶瓷、金属陶瓷、聚晶金刚石、聚晶立方氮化硼、金刚石、氧化硼、亚克力、塑料、钛、9CrSi 、Cr12MoV、Cr6W2Si 、GCr15⑥按照齿槽分:直槽、螺旋槽⑦按照级别分:粗铰刀、精铰刀⑧按照精度分:D4 、H7、 H8 、H95)车刀①按照品牌分:山特、肯纳、伊斯卡、钻石、三菱、山特维克、京瓷、日历、钴领、成量、上工、哈量英格索尔、斯特拉姆、普瑞玛特、克耐乐、克姆、帕比、其他②按照类型分:外圆车刀、内孔车刀、端面车刀、切槽车刀、切断车刀、螺纹车刀、皮带轮车刀、其他③按照材质分:高速钢、硬质合金、陶瓷、金刚石、高碳钢、氧化硼、不锈钢、镶锋钢、白钢、碳钢、钨钢钼钢、聚晶立方氮化硼、其他④按照涂层分:是、否⑤按照车道角度分:30 、45、90 、其他⑥按照结构分:整体车刀、焊接车刀、机夹车刀、可转位车刀、成形车刀、其他⑦按照进口分:是、否⑧按照是否标准件分:是、否6)拉刀①按照品牌分:山特、肯纳、伊斯卡、钻石、三菱、山特维克、京瓷、日历、钴领、成量、上工、哈量英格索尔、斯特拉姆、普瑞玛特、克耐乐、克姆、帕比、其他②按照类型分:圆拉刀、键槽拉刀、齿轮拉刀、多边形拉刀、六方拉刀、四方拉刀、复合拉刀、平面拉刀、其他③按照材质分:高速钢、高碳钢、不锈钢、镶锋钢、硬质合金、合金、钨钢、白钢、碳钢、钼钢、陶瓷、金属陶瓷、金刚石、聚晶立方氮化硼、聚晶金刚石、氧化硼、亚克力、塑料、9CrSi 、GCr15、Cr6W2Si 、Cr12MoV、钛、其他④按照涂层分:是、否⑤按照结构分:整体拉刀、焊齿拉刀、装配拉刀、镶齿拉刀、其他⑥按照用途分:粗拉刀、精拉刀、挤压拉刀、校正拉刀、其他⑦按照进口分:是否⑧按照是否标准件分:是否7)铣刀①按照品牌分: YG/养志园、 STK、 SUMITOMO/住友、 LV、西南工具、 Nachi/不二越、 CHW/正河源、 YC、台湾、SUS/苏氏、 SCS 、LINKS/哈量、 OSG/欧士机、 NS/国半、ST/意法、 TaeguTec/特固克、 STS、天工、 CYPRESS/赛普拉斯、 HRB/哈尔滨、鹰牌、YAMAWA 、SUNROXM/三禄、 Shangliang/上量、长城、 OK、 NOGA/诺佳、 Carter/卡特、 Fuji/富士、 MAX/美库司、 NIKKEN/日研、Mitsubishi/三菱、三禄、HITACHI/日立、 Sumitomo/住友、钻石、钴领、 KYOCERA/京瓷、 TOSHIBA/东芝、景明、耐特、瑞克山高、 Shanggong/上工、英格、震虎、 CHAIN-HEADWAY/正河源、 ISCAR/伊斯卡、瓦格斯、 Walter/瓦尔特、帕莱克、马鞍山、 KORLOY/克劳伊、可栎依、哈一工、富耐克、 BIG/大昭和、 NACHI/不二越高迈特、鸿刚富、Kenna/肯纳、 Sandvik/山特维克、斯特拉姆、CMTEC/西门德克、英格索尔、森拉天时、成量、 NTK、大因、 SKEDI 、ceramtec/spk 、其他②按照类型分:面铣刀、立铣刀、圆柱形球头立铣刀、圆锥形球头立铣刀、圆鼻铣刀、键槽铣刀、 T型槽铣刀、半圆键槽铣刀、燕尾槽铣刀、反燕尾槽铣刀、锯片铣刀、槽铣刀、圆柱型铣刀、三面刃铣刀、凸半圆铣刀、凹半圆铣刀、圆角铣刀、角度铣刀、套式立铣刀、切口铣刀、成型铣刀、其他③按照结构分:整体式、镶齿式、焊齿式、可转位式、其他④按照材质分:高速钢、高碳钢、不锈钢、硬质合金、金刚石、镶锋钢、钨钢、碳钢、白钢、钼钢、陶瓷聚晶立方氮化硼、其他⑤按照涂层分:是、否⑥按照进口分:是、否⑦按照否标准件分:是、否⑧按照刃数分:二刃、三刃、四刃、六刃⑨按照制式分:公制、英制8)齿刀滚刀①按照品牌分:英格索尔、 CMTEC/西门德克、斯特拉姆、 Sandvik/山特维克、森拉天时、 Kenna/肯纳、 NACHI/不二越、 BIG/大昭和、富耐克、高迈特、哈一工、可栎依、 KORLOY/克劳伊、马鞍山、帕莱克、Walter/瓦尔特、瓦格斯、 ISCAR/伊斯卡、CHAIN-HEADWAY/正河源、 Sumitomo/住友、钻石、震虎英格、 Shanggong/上工、三禄、Mitsubishi/三菱、瑞克、NIKKEN/日研、 HITACHI/日立、耐特、蓝帜、KYOCERA/京瓷、弘坤、 TOSHIBA/东芝、 WIDIA、LV 、其他②按照类型分:插齿刀、剃齿刀、锥齿轮加工刀具、齿轮滚刀、定装滚刀、花键滚刀、链轮滚刀、蜗轮滚刀、非渐开线展成滚刀、其他③按照材质分:高速钢、高碳钢、不锈钢、硬质合金、金刚石、镶锋钢、钨钢、碳钢、白钢、钼钢、陶瓷聚晶立方氮化硼、其他④按照等级精度分: AAA级、AA级、 A级、 B级、其他⑤按照进口分:是、否⑥按照是否标准件分:是、否⑦按照涂层分:是、否9)丝锥①按照品牌分:成量、哈量、钻石、史丹利、富士、OSG、 YAMAWA 、BUSS、 EMUGE、GUHRING、prototyp 、其他②按照类型分:粗牙普通螺纹丝锥、细牙普通螺纹丝锥、管螺纹丝锥、其他③按照材质分:不锈钢、高碳钢、高速钢、镶锋钢、金刚石、硬质合金、金属陶瓷、陶瓷、白钢、碳钢、钨钢、钼钢、亚克力、聚晶金刚石、聚晶立方氮化硼、GCr15 、9CrSi 、Cr12MoV 、Cr6W2Si 、其他④按照涂层分:是、否⑤按照制式分:英制、美制、公制、其他⑥按照用途分:普通级机用丝锥、高性能级机用丝锥、手用丝锥、螺母丝锥、其他⑦按照特性分:普通、防磁、防爆、其他⑧按照螺纹旋向分:右旋、左旋、其他⑨按照进口分:是、否⑩按照是否标准件分:是、否10)板牙①按照品牌分:成量、哈量、钻石、史丹利、富士、 OSG 、YAMAWA 、BUSS 、EMUGE、GUHRING、prototyp 、其他②按照类型分:粗牙普通螺纹板牙、细牙普通螺纹板牙、管螺纹板牙、其他③按照形状分:圆板牙、四方板牙、六方板牙、管子板牙、其他④按照材质分:高速钢、硬质合金、陶瓷、金刚石、高碳钢、氧化硼、不锈钢、镶锋钢、白钢、碳钢、钨钢钼钢、聚晶立方氮化硼、其他⑤按照涂层分:是、否⑥按照用途分:机用板牙、手用板牙、其他⑦按照特性分:普通、防磁、防爆、其他⑧按照制式分:英制、美制、公制、其他⑨按照螺纹旋向分:右旋、左旋、其他⑩按照进口分:是、否11 按照是否标准件分:是、否11)锉刀①按照类型分:普通锉刀、整形锉/针锦锉、异形锉、钟表整形锉、铁工锉②按照材质分:45# 、50# 、55# 、60#、高碳钢、碳素工具钢、40Cr 、铬钒合金钢、镍铬合金钢、钛合金钢、合金工具钢、铝合金、铜合金、铁镍合金、普通铸铁、合金铸铁、球墨铸铁、塑料③按照特性分:普通、防磁、防爆、绝缘④按照头部形式分:平头、尖头、球头⑤按照锉纹分:单纹、双纹⑥按照锉纹号分: 1、2、3、 4 、5⑦按照截面形状分:扁锉、方形、圆形、椭圆、半圆形、刀形、三角、菱形12)镗刀①按照品牌分:英格索尔、Kenna/肯纳、Sandvik/山特维克、斯特拉姆、CMTEC/西门德克、森拉天时、BIG/大昭和、哈一工、富耐克、KORLOY/克劳伊、可栎依、马鞍山、帕莱克、Walter/瓦尔特、瓦格斯、ISCAR/伊斯卡、CHAIN-HEADWAY/正河源、NACHI/不二越、Sumitomo/住友、钻石、震虎、英格、Shanggong/上工、NIKKEN/日研、瑞克、Mitsubishi/三菱、三禄、HITACHI/日立、耐特、蓝帜、KYOCERA/京瓷、弘坤、TOSHIBA/东芝、LV、WIDIA、其他②按照类型分:内孔镗刀、外径镗刀、其他③按照涂层分:是、否④按照级别分:粗镗刀、精铰刀、其他⑤按照齿槽分:直槽、螺旋槽、其他钢、钼钢、白钢、陶瓷、金属陶瓷、聚晶金刚石、聚晶立方氮化硼、金刚石、氧化硼、亚克力、塑料、钛、9CrSi、Cr12MoV、Cr6W2Si 、GCr15 、其他⑦按照进口分:是、否⑧按照是否标准件分:是、否13)刨刀①按照品牌分:KYOCERA/京瓷、TOSHIBA/东芝、弘坤、景明、蓝帜、NIKKEN/日研、瑞克、Mitsubishi/三菱、三禄、HITACHI/日立、Shanggong/上工、英格、震虎、Sumitomo/住友、钻石、CHAIN-HEADWAY/正河源、ISCAR/伊斯卡、瓦格斯、Walter/瓦尔特、帕莱克、马鞍山、KORLOY/克劳伊、可栎依、哈一工、BIG/大昭和、NACHI/不二越、高迈特、富耐克、Kenna/肯纳、Sandvik/山特维克、斯特拉姆、CMTEC/西门德克、英格索尔、LV、WIDIA、其他②按照类型分:切断刨刀、切槽刨刀、横切刨刀、纵切刨刀、成形刨刀、其他③按照面数分:双面刨刀、单面刨刀、其他④按照材质分:高速钢、硬质合金、陶瓷、金刚石、高碳钢、氧化硼、不锈钢、镶锋钢、白钢、碳钢、钨钢钼钢、聚晶立方氮化硼、其他⑤按照涂层分:是、否⑥按照进口分:是、否⑦按照是否标准件分:是、否14)冲头①按照品牌分:永兴、 Stanley/史丹利、华盛、 SATA/世达、 Volkswagen/大众、其他②按照类型分:A型冲头、T型冲头、异型冲头、其他③按照材质分:高速钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼、聚晶金刚石、不锈钢、高碳钢、金刚石、镶锋钢、钼钢、钨钢、碳钢、白钢、低合金工具钢、氧化硼、钛、其他④按照是否标准件分:是、否⑤按照适用机床分:车床、冲床、拉床、磨床、铣床、钻床、镗床、折弯机、剪板机、开槽机、包装机、裁断机、割草机、粉碎机、切碎机、收割机、削片机、组合机床、木工机床、其他⑥按照是否进口分:是、否15)切刀①按照品牌分:英格索尔、Kenna/肯纳、Sandvik/山特维克、斯特拉姆、CMTEC/西门德克、森拉天时、BIG/大昭和、哈一工、富耐克、KORLOY/克劳伊、可栎依、马鞍山、帕莱克、Walter/瓦尔特、瓦格斯、ISCAR/伊斯卡、CHAIN-HEADWAY/正河源、NACHI/不二越、Sumitomo/住友、钻石、震虎、英格、Shanggong/上工、NIKKEN/日研、瑞克、Mitsubishi/三菱、三禄、HITACHI/日立、耐特、蓝帜、KYOCERA/京瓷、弘坤、TOSHIBA/东芝、LV、WIDIA、其他②按照类型分:液压切刀、棘轮切刀、分体式液压切刀、其他③按照涂层分:是、否④按照适用机床分:车床、冲床、拉床、磨床、铣床、钻床、镗床、折弯机、剪板机、木工机床、组合机床、其他钢、白钢、陶瓷、金属陶瓷聚晶金刚石、聚晶立方氮化硼、金刚石、氧化硼、亚克力、塑料、钛、9CrSi 、Cr12MoV Cr6W2Si、GCr15、其他⑥按照进口分:是、否⑦按照是否标准件分:是、否2F.磨具磨料1)砂轮‖2)砂布‖3)砂带‖4)砂纸‖5)砂瓦‖6)磨头‖7)磨块‖8)磨料‖9)磨片‖10)钢丝轮‖11)抛光轮‖12)切割片‖13)抛光膏‖14)叶轮叶片‖15)磨石及油石‖16)砂轮修整器‖1)砂轮①按照品牌分: ATLANTIC/大西洋、天泰、 KD 、3M、一品、其他②按照类型分:普通砂轮、碾米砂轮、高速砂轮、超高速砂轮、重负荷磨削砂轮、磨钢球砂轮、蜗杆磨砂轮、深切缓进给磨砂轮、切割砂轮、无心磨砂轮、其他③按照外形分:螺栓紧固砂轮、平行砂轮、筒形砂轮、斜边砂轮、凹面砂轮、凸面砂轮、杯形砂轮、碗形砂轮、蝶形砂轮、锥面砂轮、其他④按照材质分:陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮、其他⑤按照工艺分:烧结、电镀、其他2)砂布①按照品牌分:鑫泰、 ATLANTIC/大西洋、 3M、 BEST、一品、SUNOCO/太阳、 Norton/诺顿、其他②按照形状分:页状、卷状、其他③按照粘结剂分:动物胶、半树脂、全树脂、耐水材料、其他④按照基材分:轻型布、中型布、重型布、其他⑤按照磨料分:氧化铝、白刚玉、绿碳化硅、棕刚玉、石材、镍铬合金、多元合金、不锈钢、碳化钨、陶瓷、金刚砂、其他3)砂带①按照品牌分:鑫泰、 ATLANTIC/大西洋、 3M 、BEST、一品、SUNOCO/太阳、 Norton/诺顿、其他②按照类型分:布砂带、纸砂带、多接头纸砂带、复合基砂带、多接头复合基砂带、其他③按照粘结剂分:动物胶、树脂、其他④按照磨料分:氧化铝、白刚玉绿碳化硅、棕刚玉、石材、镍铬合金、多元合金、不锈钢、碳化钨、陶瓷金刚砂、其他4)砂纸①按照品牌分: BOSCH/博世、鹰牌、 Keiba/马牌、 3M、 SUNOCO/太阳、 Norton/诺顿、其他②按照类型分:干磨砂纸、水砂纸、金相砂纸、其他③按照形状分:页状、卷状、其他④按照粘结剂分:动物胶、半树脂、全树脂、其他⑤按照磨料分:玻璃纱、石榴石、氧化铝、白刚玉、绿碳化硅、棕刚玉、石材、锆刚玉、金刚砂、其他5)砂瓦①按照类型分:平形砂瓦、扇形砂瓦、梯形砂瓦、其他②按照磨料分:天然材料、氧化铝、白刚玉、绿碳化硅、金刚砂、棕刚玉、纤维、黑碳化硅、红宝石、碳化硼陶瓷氧化、树脂、烧结刚玉、钨钢、钻石微粉、其他6)磨头①按照品牌分: ATLANTIC/大西洋、天泰、 KD、 3M、一品、其他②按照磨料分:天然材料、氧化铝、白刚玉、绿碳化硅、金刚砂、棕刚玉、纤维、黑碳化硅、红宝石、碳化硼陶瓷氧化、树脂、烧结刚玉、钨钢、钻石微粉、其他③按照类型分:半球形磨头、圆弧锥形磨头、球形磨头、圆锥磨头、其他7)磨块①按照类型分:粗磨磨块、精磨磨块、抛光用磨块、其他②按照形状分:方形、球星、三角、圆柱、其他③按照磨料分:天然材料、氧化铝、白刚玉、绿碳化硅、金刚砂、棕刚玉、纤维、黑碳化硅、红宝石、碳化硼陶瓷氧化、树脂、烧结刚玉、钨钢、钻石微粉、其他8)磨料①按照品牌分: 3M、 SUNOCO/太阳、 Norton/诺顿、其他②按照类型分:钢丸、铝丸、抛丸、棕刚玉、白刚玉、锆刚玉、微晶刚玉、单晶刚玉、铬刚玉、镨钕刚玉、黑刚玉、矾土烧结刚玉、碳化硅、铈碳化硅、碳化硼、碳硅硼、立方氮化硼、单晶金刚石、多晶金刚石、金刚石、金刚砂、石榴石、石英、其他9)磨片按照品牌分: stanley/史丹利、 BOSCH/博世、 ASA/好帮手、 Dewalt/得伟、 3M 、一品、Norton/诺顿、其他按照类型分:锥形磨片、圆盘磨片、热磨机磨片、疏解机磨片、热分散磨片、磨浆机磨片、其他按照磨料分:白刚玉、绿碳化硅、棕刚玉、石材、灰口铁、镍硬白口铁、高铬铸铁、镍铬合金、多元合金不锈钢、碳化钨、高分子聚乙烯、尼龙、陶瓷、金刚砂、其他10)钢丝轮按照类型分:除锈钢丝轮、打磨钢丝轮、去毛刺钢丝轮、钢丝刷、其他按照形状分:碟形、碗型、平型、其他11)抛光轮按照类型分:钢材、羊毛、橡胶、海绵、布类、纤维、尼龙、纸类、碳化硅、刚玉、树脂、金刚砂、其他12)切割片按照品牌分:stanley/史丹利、 BOSCH/博世、 ASA/好帮手、Dewalt/得伟、3M、一品、Norton/诺顿、其他按照类别分:树脂切割片、金刚石切割片、其他按照适用对象分:普通金属、石材、不锈钢、高粘度高硬度硬质合金、其他按照材质分:白刚玉、绿碳化硅、棕刚玉、石材、灰口铁、镍硬白口铁、高铬铸铁、镍铬合金、多元合金不锈钢、碳化钨、高分子聚乙烯、尼龙、陶瓷、金刚砂、其他13)抛光膏按照类型分:金属抛光膏、不锈钢抛光膏、布轮抛光膏、塑胶抛光膏、汽车抛光膏、金相抛光膏、其他按照颜色分:白色、黄色、绿色、紫色、黑色、红色、灰色、其他14)叶轮叶片按照品牌分: BOSCH/博世、鹰牌、 Keiba/马牌、 3M、 SUNOCO/太阳、 Norton/诺顿、其他15)磨石及油石按照类型分:天然磨石、珩磨条、超精磨石、烧结刚玉磨石、双面磨石、菱苦土磨石、其他按照形状分:长方、正方、三角、圆形、刀形、半圆、其他按照磨料分:天然材料、氧化铝、白刚玉、绿碳化硅、金刚砂、棕刚玉、纤维、黑碳化硅、红宝石、碳化硼陶瓷氧化、树脂、烧结刚玉、其他16)砂轮修整器按照类型分:万能砂轮修整器、透视砂轮修整器、万能透视砂轮修整器、角度砂轮修整器、常规砂轮修整器、其他砂轮修整器3F.量具量仪1)量尺‖2)卡尺‖3)角度尺‖4)深度尺‖5)千分尺‖6)水平仪、水平尺‖7)量规‖8)高度计、高度尺‖9)平板‖10)色标色卡‖11)方箱‖12)V型架‖13)圆度仪‖14)测高仪‖15)三坐标测量仪‖16)比较仪‖17)建筑检测仪1)量尺按照品牌分: Mitutoyo/三丰、 Mahr/马尔、 TESA P+F/倍加福、 Sanwa/三和、 Shanggong/上工、 SEIKO/精工、Sony/索尼按照类型分:直尺、电子尺、卷尺、其他按照用途分:身高尺、裁缝尺、其他2)卡尺按照品牌分: Mitutoyo/三丰、 LINKS/哈量、 Shangliang/上量、 GuangLu/广陆、成量、Shanggong/上工、Sanwa/三和、 SATA/世达、 starrett/施泰力、 Mahr/马尔、 TESA、青量、 Mitsubishi/三菱、 SEIKO/精工、Stanley/史丹利、 SUNOCO/太阳、 HRB/哈尔滨、INSIZE/英示、其他按照类型分:普通卡尺、带表卡尺、高度卡尺、深度卡尺、其他按照显示方式分:游标、指示表、数显、其他3)角度尺按照品牌分: Mitutoyo/三丰、 Shangliang/上量、成量、 LINKS/哈量、 SEIKO/精工、starrett/施泰力、 Stanley/史丹利、 TIME/时代、 Shanggong/上工、 BOSCH/博世、 Tajima/田岛、 Mahr/马尔、 GIN/精展、GuangLu/广陆、 SATA/世达、 TESA Sanwa/三和、 INSIZE/英示、其他按照类型分:宽座直角尺、万能角尺、正弦规、其他4)深度尺按照品牌分:Mitutoyo/三丰、 GuangLu/广陆、 Sanwa/三和、 Mahr/马尔、 LINKS/哈量、Shangliang/上量、成量、 starrett/施泰力、 TESA、 Shanggong/上工、 INSIZE/英示、其他按照显示方式分:数显、游标、指针、其他5)千分尺按照品牌分: Mitutoyo/三丰、青量、 LINKS/哈量、 starrett/施泰力、 Shangliang/上量、 TESA、成量、 Mahr/马尔、 GuangLu/广陆、Sanwa/三和、 SATA/世达、 Shanggong/上工、 CITIZEN/西铁城、 Stanley/史丹利、Mitsubishi/三菱、 ST/意法、 SEIKO/精工、HRB/哈尔滨、 INSIZE/英示、其他按照类型分:尖头外径千分尺、壁厚千分尺、板厚千分尺、带测微表头千分尺、内杠式内径千分尺、三爪内径千分尺、杠杆千分尺、螺纹千分尺、薄片式千分尺、公法线千分尺、花键千分尺、其他按照是否数显分:是、否6)水平仪、水平尺按照类型分:水平尺、激光水平仪、红外线水平仪、电子水平仪、其他7)量规按照品牌分: LINKS/哈量、成量、 Mitutoyo/三丰、 starrett/施泰力、 HRB/哈尔滨、OSG/欧士机、 Fuji/富士、Hongqi/红旗、 Mahr/马尔、 GIN/精展、 HYNIX/海力士、 CITIZEN/西铁城、 SEIKO/精工、 Shanggong/上工、 SUNOCO/太阳、 Sanwa/三和、 Stanley/史丹利、REK/美瑞克、 TIME/时代、 GuangLu/广陆、TESA、青量、 SATA/世达、 Phoenix/菲尼克斯、Sony/索尼、 RIKEN/理研、 SY/申远、 ALGOL/艾固、Shangliang/上量、 Elcometer/易高、 TOHNICHI/东日、 Kenna/肯纳、 INSIZE/英示、其他按照类型分:块规、塞尺、普通螺纹塞规、 55°圆柱螺纹塞规、螺纹环规、三线量规、螺距规、半径规、中心规、表面粗糙度样块、其他按照结构形式分:整体型、组合型、插入型、活动型、其他8)高度计、高度尺9)平板按照品牌分: Mitutoyo/三丰、 Hongqi/红旗、 CHANGSHENG/长盛、 HYNIX/海力士、 LINKS/哈量、QUICK/快克、NITTO/日东、其他按照材质分:铸铁平板、大理石平板、花岗岩平板、其他按照用途分:检验平板、划线平板、测量平板、 T型槽平板、铆焊平板、基础平板、装配平板、其他10)色标色卡按照类型分: RAL色卡、纺织色卡、油漆色卡、扇形色卡、金属色色卡、涂料色卡、其他11)方箱按照品牌分: Mitutoyo/三丰、龙腾、 TIME/时代、 SEIKO/精工、其他按照类型分:检验方箱、磁性方箱、万用方箱、划线方箱、其他按照材质分:大理石方箱、石英方箱、铸铁方箱、其他12)V型架按照品牌分: Mitutoyo/三丰、 Mahr/马尔、 Sony/索尼、 SUNDOO/山度、其他按照类型分:真圆度仪、圆柱度仪、同心度测量仪、其他13)圆度仪按照品牌分: Mitutoyo/三丰、 Mahr/马尔、 Sony/索尼、 SUNDOO/山度、其他按照类型分:真圆度仪、圆柱度仪、同心度测量仪、其他14)测高仪按照品牌分: Mitutoyo/三丰、 TESA、 Mahr/马尔、 Smart/希玛、Sony/索尼、 NIKON/尼康、 SY/申远、BOSCH/博世、 PIONEER/先锋、其他按照类型分:一维测高仪、二维测高仪、线缆测高仪、超声波测高仪、人体测高仪、其他按照操作方式:自动测高仪、其他按照显示方式分:指针式、数字式、其他15)三坐标测量仪按照品牌分: Mitutoyo/三丰、 TESA、 LINKS/哈量、 Mahr/马尔、 SEIKO/精工、 Fluke/福禄克、starrett/施泰力、Schneider/施耐德、 Elcometer/易高、 HRB/哈尔滨、 Leica/徕卡、TIME/时代、 NIKON/尼康、 Samsung/三星、其他按照类型分:水平臂式、复合式、龙门式、桥式、其他按照测量方式分:接触式、非接触式、接触和非接触并用式、其他按照安装方式分:便携式、固定式、其他16)比较仪按照品牌分: Mahr/马尔、 Mitutoyo/三丰、 LINKS/哈量、 TESA、成量、GuangLu/广陆、Sartorius/赛多利斯、其他按照类型分:机械式比较仪、光学比较仪、电学比较仪、量块比较仪、扭簧比较仪、其他17)建筑检测仪按照品牌分: NIKON/尼康、 Tajima/田岛、 RIKEN/理研、 BOSCH/博世、 Leica/徕卡、Mitutoyo/三丰、 Hilti/喜利得、 starrett/施泰力、 SEIKO/精工、 Shangliang/上量、Stanley/史丹利、 Norton/诺顿、BLACKDECKER/百得、其他按照类型分:建筑工程检测尺、测径靠尺、建筑用电子水平尺、对角测量尺、内外直角检测尺、楔形塞尺、其他4F.模具及模具五金配件1)铸造模具‖ 2)冲压模具‖3)锻造模具‖4)塑料模具‖5)司筒‖6)外导柱组件‖7)钢珠套‖8)冲头‖9)导柱/导套‖10)顶针1)铸造模具①根据工艺类型分为:消失模、翻砂铸造模、其他②根据模具类型分为:易熔型芯用、低压铸造用、金属浇注用、其他③根据作用对象分为:铝合金、铜合金、镁合金、锌合金、不锈钢、钢、铜、铝、其他④根据适用范围分为:家电、医疗、汽车、电子、日用品、工艺品、餐具、手机、多种适用、其他⑤根据质量体系分为: ISO9001、 ISO9002 、QS-9000 、TS16949 、UL 、VDA6.1 、其他2)冲压模具①根据工作性质分为:冲裁模(分为落料模、冲孔模、切断模)弯曲模c.拉深模d.成形模(胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模)e.铆合模②根据工序组合程度分类为:a.单工序模b.复合模c.级进模d.传递模③依产品的加工方法分类:冲剪模具:剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
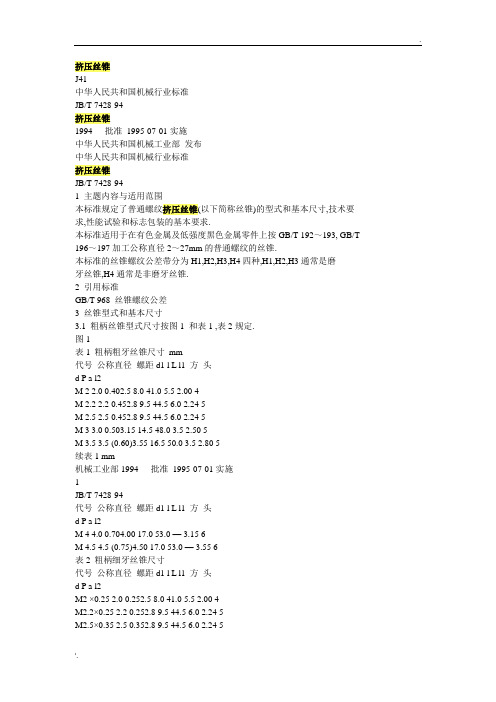
挤压丝锥J41中华人民共和国机械行业标准JB/T 7428-94挤压丝锥1994- - 批准1995-07-01实施中华人民共和国机械工业部发布中华人民共和国机械行业标准挤压丝锥JB/T 7428-941 主题内容与适用范围本标准规定了普通螺纹挤压丝锥(以下简称丝锥)的型式和基本尺寸,技术要求,性能试验和标志包装的基本要求.本标准适用于在有色金属及低强度黑色金属零件上按GB/T 192~193, GB/T 196~197加工公称直径2~27mm的普通螺纹的丝锥.本标准的丝锥螺纹公差带分为H1,H2,H3,H4四种,H1,H2,H3通常是磨牙丝锥,H4通常是非磨牙丝锥.2 引用标准GB/T 968 丝锥螺纹公差3 丝锥型式和基本尺寸3.1 粗柄丝锥型式尺寸按图1 和表1 ,表2规定.图1表1 粗柄粗牙丝锥尺寸mm代号公称直径螺距d1 l L l1 方头d P a l2M 2 2.0 0.402.5 8.0 41.0 5.5 2.00 4M 2.2 2.2 0.452.8 9.5 44.5 6.0 2.24 5M 2.5 2.5 0.452.8 9.5 44.5 6.0 2.24 5M 3 3.0 0.503.15 14.5 48.0 3.5 2.50 5M 3.5 3.5 (0.60)3.55 16.5 50.0 3.5 2.80 5续表1 mm机械工业部1994- - 批准1995-07-01实施1JB/T 7428-94代号公称直径螺距d1 l L l1 方头d P a l2M 4 4.0 0.704.00 17.0 53.0 — 3.15 6M 4.5 4.5 (0.75)4.50 17.0 53.0 — 3.55 6表2 粗柄细牙丝锥尺寸代号公称直径螺距d1 l L l1 方头d P a l2M2 ×0.25 2.0 0.252.5 8.0 41.0 5.5 2.00 4M2.2×0.25 2.2 0.252.8 9.5 44.5 6.0 2.24 5M2.5×0.35 2.5 0.352.8 9.5 44.5 6.0 2.24 5M3 ×0.35 3.0 0.353.15 14.5 48.0 3.5 2.50 5M3.5×0.35 3.5 0.353.55 16.5 50.0 3.5 2.80 5M4 ×0.5 4.0 0.504.00 17.0 53.0 — 3.15 6M4.5×0.5 4.5 0.504.50 17.0 53.0 — 3.55 6mm3.2 粗柄带颈丝锥型式尺寸按图2 和表3 ,表4 规定.图2表3 粗柄带颈丝锥粗牙尺寸代号公称直径螺距d1 l L d2 l1 方头d P min a l2M 5 5.0 0.805.00 16.0 58 3.55 9.0 4.00 7M 6 6.0 1.006.30 19 66 4.5 11.0 5.00 8M 7 (7.0) 1.007.10 19 66 5.3 11.0 5.60 8M 8 8.0 1.258.00 22.0 72 6.0 13.0 6.30 9M 9 (9.0) 1.259.00 22.0 72 7.1 14.0 7.10 10M10 10.0 1.5010.0 24.0 80 7.5 15.0 8.00 11mm2JB/T 7428-94表4 粗柄带颈细牙丝锥尺寸mm代号公称直径螺距d1 l L d2 l1 方头d P min a l2M5 ×0.5 5.0 0.505.00 16.0 58 3.55 9.0 4.007M5.5×0.5 5.5 0.505.60 17.0 62 4.00 9.0 4.507M6 ×0.5 6.0 0.506.3 19.0 66 4.5 11.0 5.008M6 ×0.75 6.0 0.756.3 19.0 66 4.5 11.0 5.008M7 ×0.75 (7.0) 0.757.10 19.0 66 5.30 11.0 5.608M8 ×0.5 8.0 0.508.00 19.0 66 6.00 13.0 6.309M8 ×0.75 8.0 0.758.00 19.0 69 6.00 13.0 6.309M8 ×1 8.0 1.008.00 19.0 69 6.00 13.0 6.309M9 ×0.75 (9.0) 0.759.00 19.0 66 7.10 14.0 7.1010M9 ×1 (9.0) 1.009.00 19.0 69 7.10 14.0 7.1010M10×0.75 10.0 0.7510.0 20.0 73 7.50 15.0 8.0011M10×1 10.0 1.0010.0 20.0 76 7.50 15.0 8.0011M10×1.25 10.0 1.2510.0 20.0 76 7.50 15.0 8.0011注: ①括号内的尺寸应尽可能不采用.②表3和表4中的d2,l1为空刀槽尺寸.允许无空刀槽,无空刀槽时螺纹长度应为l+l1/2.3.3 细柄丝锥型式尺寸按图3 和表5 ,表6 规定.图3表5 细柄粗牙丝锥尺寸代号公称直径螺距d1 l L 方头d P a l2M 5 5.0 0.80 4.00 16 58 3.15 6M 6 6.0 1.00 4.50 19 66 3.55 6M 7 (7.0) 1.00 5.60 19 66 4.50 7M 8 8.0 1.25 6.30 22 72 5.00 8mm3JB/T 7428-94续表5 mm代号公称直径螺距d1 l L 方头d P a l2M 9 (9.0) 1.25 7.10 22 72 5.60 8M10 10.0 1.50 8.00 24 80 6.30 9M11 (11.0) 1.50 8.00 25 85 6.30 9M12 12.0 1.75 9.00 29 89 7.10 10M14 14.0 2.00 11.20 30 95 9.00 12M16 16.0 2.00 12.50 32 102 10.00 13 M18 18.0 2.50 14.00 37 112 11.20 14M20 20.0 2.50 14.00 37 112 11.20 14M22 22.0 3.00 16.00 38 118 12.50 16M24 24.0 3.00 18.00 45 130 14.00 18M27 27.0 3.00 20.00 45 135 16.00 20表6 细柄细牙丝锥尺寸代号公称直径螺距d1 l L 方头d P a l2M 5 ×0.5 5.0 0.50 4.00 16 58 3.15 6M 5.5×0.5 5.5 0.50 4.00 17 62 3.15 6M 6 ×0.75 6.0 0.75 4.50 19 66 3.55 6M 7 ×0.75 (7.0) 0.75 5.60 19 66 4.50 7 M 8 ×0.75 8.0 0.75 6.30 19 66 5.00 8M 8 ×1 8.0 1.00 6.30 19 69 5.00 8M 9 ×0.75 9.0 1.00 7.10 19 66 5.60 8M 9 ×1 9.0 1.00 7.10 19 69 5.60 8M10 ×0.75 10.0 0.75 8.00 20 73 6.30 9 M10 ×1 10.0 1.00 8.00 20 76 6.30 9M10 ×1.25 10.0 1.25 8.00 20 76 6.30 9 M11 ×0.75 (11.0) 0.75 8.00 22 80 6.30 9 M11 ×1 (11.0) 1.00 8.00 22 80 6.30 9M12 ×1 12.0 1.00 9.00 22 80 7.10 10M12 ×1.25 12.0 1.25 9.00 24 84 7.10 10 M12 ×1.5 12.0 1.50 9.00 29 89 7.10 10 M14 ×1 14.0 1.00 11.2 22 87 9.00 12M14 ×1.25 14.0 1.25 11.2 25 90 9.00 12 M14 ×1.5 14.0 1.50 11.2 30 95 9.00 12 mmmm4JB/T 7428-94续表6代号公称直径螺距d1 l L 方头d P a l2M15 ×1.5 15.0 1.50 11.2 30 95 9.00 12M16 ×1 16.0 1.00 12.5 22 92 10.0 13M16 ×1.5 16.0 1.50 12.5 32 102 10.0 13M17 ×1.5 17.0 1.50 12.5 32 102 10.0 13M18 ×1 18.0 1.00 14.0 22 97 11.2 14M18 ×1.5 18.0 1.50 14.0 29 104 11.2 14M18 ×2 18.0 2.00 14.0 37 112 11.2 14M20 ×1 20.0 1.00 14.0 22 102 11.2 14M20 ×1.5 20.0 1.50 14.0 29 104 11.2 14M20 ×2 20.0 2.00 14.0 37 112 11.2 14M22 ×1 22.0 1.00 16.0 24 109 12.5 16M22 ×1.5 22.0 1.50 16.0 33 113 12.5 16M22 ×2 22.0 2.00 16.0 38 118 12.5 16M24 ×1 24.0 1.00 18.0 24 114 14.0 18M24 ×1.5 24.0 1.50 18.0 35 120 14.0 18M24 ×2 24.0 2.00 18.0 35 120 14.0 18M25 ×1.5 25.0 1.50 18.0 35 120 14.0 18M25 ×2 25.0 2.00 18.0 35 120 14.0 18M26 ×1.5 26.0 1.50 18.0 35 120 14.0 18M27 ×1 27.0 1.00 20.0 25 120 16.0 20M27 ×1.5 27.0 1.50 20.0 37 127 16.0 20M27 ×2 27.0 2.00 20.0 37 127 16.0 20注: 括号内的尺寸应尽可能不采用.3.4 丝锥直径小于等于8mm 可制成外顶尖,非磨制挤压丝锥的螺纹部分长度可增加到表1~6中l值的1.5倍.3.5 挤压锥前端直径应小于d-1.13P(d为螺纹公称直径,P为螺距).3.6 挤压丝锥一般为单支丝锥,挤压锥牙数l5推荐采用D型.必要时也可生产不等径(或等径) 丝锥,粗锥(或初锥)的挤压锥牙数l5推荐按A型,精锥(或底锥)的挤压锥牙数l5推荐按C型.各型的挤压锥牙数见表7.表7 各型的挤压锥牙数型号挤压锥牙数l5 型号挤压锥牙数l5A ≥ 6 D 3.5 ~5.5C 2 ~3 E 5.5~12 0-3.2>12 0-5.0mm4.5 在顶尖间检查丝锥螺纹部分和柄部的径向圆跳动,其最大允许值按表11规定. 表11 丝锥径向圆跳动最大允许值公称直径项目H1,H2,H3 H4~18 > 18 ~6螺纹部分挤压锥部分斜向圆跳动0.03 0.04 0.08校准部分径向圆跳动0.02 0.03 0.08柄部径向圆跳动0.03 0.04 —mm4.6 丝锥用W6Mo5Cr4V2或同等以上性能的高速钢制造.4.7 热处理硬度的最低值按表12规定.表12 热处理硬度最低值公称直径mm螺纹部分方头~3 750 HV> 3~6 62 HRC 30 HRC> 6 63 HRC5 性能试验成批生产的丝锥出厂前应进行切削性能抽样试验.5.1 试验条件5.1.1 机床: 符合精度要求的机床.5.1.2 刀具: 样本大小为5件.5.1.3 试坯: 材料为T2或T3铜.7JB/T 7428-945.1.4 切削液: 采用N32机械油,流量应不小于5L/min.5.1.5 螺孔形式: 通孔,试件厚度为1d( d为螺纹直径).5.1.6 螺纹挤压预制孔: 基本尺寸按式(2)计算(修约至小数点后一位),公差为H10.d0=d-0.53P (2)式中:d0——螺纹挤压预制孔尺寸,mm;d——螺纹大径,mm;P ——螺距,mm.5.1.7 切削规范: 按表13规定.表13 性能试验切削规范公称直径mm挤压速度m/min挤压螺孔数个/件~6 3 ~6 30> 6 ~12 6 ~8 20> 12 ~24 8 ~12 20> 24 8 ~12 105.2 试验结果的评定5.2.1 经试验后的丝锥不应有崩牙或显著的磨钝现象, 并应保持其原有的性能.5.2.2 被切试件内螺纹公差应符合表14的规定.表14 被切试件内螺纹公差丝锥螺纹公差带内螺纹公差带H1 5HH2 6HH3 7G 或7HH4 7H5.2.3 试件内螺纹表面粗糙度的最大允许值H1,H2,H3为Rz25μm,H4为Rz50μm.5.2.4 经试验后的丝锥,每件都应符合5.2.1~5.2.3条的规定,否则此批判为不合格批.6 标志包装6.1 标志6.1.1 丝锥应标志:a. 制造厂商标;b. 螺纹代号;c. 丝锥公差带代号(H4允许不标);d. 材料代号(用高速钢制造的标"HSS", 用高性能高速钢制造的标"HSS-E").注: ①柄部直径小于或等于5mm的丝锥,允许只标螺纹代号和公差代号,且M可不标;②不等径成组丝锥的粗锥应标志粗锥记号( 1条圆环或顺序号Ⅰ).6.1.2 包装盒上应标志:8JB/T 7428-94a. 制造厂名称,地址和商标;b. 相应丝锥标记示例规定的项目;c. 材料牌号或代号;c. 件数;e. 制造年月.6.2 包装丝锥在包装前应经防锈处理.包装必须牢固, 并能防止运输过程中的损伤.9JB/T 7428-94附录A关于挤压丝锥螺纹公差的补充说明(参考件)A1 螺纹单一中径公差A1.1 挤压丝锥加工的螺孔的作用中径,不仅同丝锥的螺纹公差有关,而且与挤压丝锥的横截面形状,挤压速度,工件材料等因素有关.丝锥螺纹公差带分为H1,H2,H3和H4四种.H1一般用于加工4H,5H的内螺纹,H2一般用于加工5G,6H的内螺纹,H3一般用于加工6G,7H,7G的内螺纹,而H4一般用于加工6H,7H的内螺纹.使用者可按加工经验或通过试验,选择最适当的丝锥.本标准的丝锥单一中径(以下简称中径) 公差带相对于内螺纹中径公差带的关系如图A1所示.E7Gttt6G5G7H6H5H4H11.10.90.70.5tttt0.551.05H1H2H3H4丝锥中径公差带内螺纹中径公差带图A1 基本牙型的螺纹中径(D2=d2) 位置注:E1——内螺纹G公差带基本偏差;t——5级内螺纹中径公差TD2.A1.2 按本标准4.3.1~4.3.2条计算的丝锥中径及大径偏差见表A 1.A2 螺纹小径公差丝锥螺纹小径公差由制造厂自行规定.其中开放式加工的各级丝锥,其小径d1(包括丝锥牙底圆弧) 均应小于被加工内螺纹的最小小径(GB/T 968图中的AB线位置).封闭式加工的小径位置可适当提高,但应注意封闭加工可能引起挤压扭矩的增大,甚至可能引起断锥.10JB/T 7428-94表A 1μm公称螺大径中径d2公差带直径距d H1 H2 H3 H 4dmmPmm下偏差js上偏差下偏差Em上偏差Em下偏差Em上偏差Em下偏差Em上偏差Em下偏差Em上偏差Em0.25 + 48 + 30+ 42 ———— + 33 + 63~2.8 0.35 + 54 + 34+ 47+ 47+ 61 —— + 37 + 700.40 + 57 + 36+ 50+ 50+ 64 —— + 39 + 750.45 + 60 + 38+ 53+ 53+ 68 —— + 41 + 790.35 + 57 自+ 36+ 50+ 50+ 64 —— + 39 + 750.50 + 64 + 40+ 56+ 56+ 72+ 72+ 88 + 44 + 84> 2.8~5.6 0.60 + 72 + 45+ 63+ 63+ 81+ 81+ 99 + 50 + 95 0.70 + 76 + 48+ 67+ 67+ 86+ 86+105 + 52 +1000.75 + 76 + 48+ 67+ 67+ 86+ 86+105 + 52 +1000.80 + 80 行+ 50+ 70+ 70+ 90+ 90+110 + 55 +1050.50 + 72 + 45+ 63+ 63+ 81+ 81+ 99 + 50 + 950.75 + 85 + 53+ 74+ 74+ 95+ 95+117 + 58 +111> 5.6~11.2 1.00 + 94 + 59+ 83+ 83+106+106+130 + 65 +124 1.25 +100 + 63+ 88+ 88+113+113+1381.50 +112 规+ 70+ 98+ 98+126+126+1541.00 +100 + 63+ 88+ 88+113+113+1381.25 +112 + 70+ 98+ 98+126+126+1541.50 +120 + 75+105+105+135+135+165>11.2~22.4 1.75 +128 + 80+112+112+144+144+176 ——2.00 +136 定+ 85+119+119+153+153+1872.50 +144 + 90+126+126+162+162+1981.00 +106 + 66+ 92+ 92+119+119+145>22.4 1.50 +128 + 80+112+112+144+144+1762.00 +144 + 90+126+126+162+162+1983.00 +170 +106+148+148+191+191+23311JB/T 7428-94附录B螺纹挤压预制孔尺寸( 参考件)B1 一般说明B1.1 正确选择螺纹挤压预制孔尺寸,是保证工件质量和提高丝锥寿命的重要条件.预制孔的尺寸主要与工件材料的塑性等因素有关.因此当选用不同的工件材料时应选用不同的预制孔尺寸.B1.2 用户使用挤压丝锥时,可根据自身的加工条件通过试验作进一步优选.当选用的预制孔尺寸增大时,可能会引起螺孔小径的增大和螺纹牙型高度的降低,而丝锥的寿命相对延长; 而当选用的预制孔尺寸减小时,则可能导致挤压扭矩增大,丝锥卡位以至断锥.因此,建议用户在增大(或减小) 预制孔尺寸时,其增大(或减小) 的量不要超过0.1P(P为螺距) .`B2 普通螺纹挤压预制孔尺寸B2.1 纯铜等有色金属用普通螺纹挤压预制孔尺寸一般式(2)计算,其值见表B1. 表B1公称直径螺距预制孔直径公称直径螺距预制孔直径2.0 0.25 1.9 7.0 1.00 6.50.40 1.8 8.0 1.00 7.52.2 0.25 2.1 1.25 7.30.45 2.0 0.75 8.62.5 0.35 2.3 9.0 1.00 8.50.45 2.3 1.25 8.33.0 0.35 2.8 0.75 9.60.50 2.7 10.0 1.00 9.53.5 0.35 3.3 1.25 9.30.60 3.2 1.50 9.24.0 0.50 3.7 0.75 10.60.70 3.6 11.0 1.00 10.54.5 0.50 4.2 1.50 10.20.75 4.1 1.00 11.55.0 0.50 4.7 12.0 1.25 11.30.80 4.6 1.50 11.25.5 0.50 5.2 1.75 11.16.0 0.75 5.6 1.00 13.51.00 5.5 14.0 1.25 13.37.0 0.75 6.6 1.50 13.212JB/T 7428-94续表B1公称直径螺距预制孔直径公称直径螺距预制孔直径14.0 2.00 12.9 1.50 21.21.00 15.5 22.0 2.00 20.916.0 1.50 15.2 2.50 20.72.00 14.9 24.0 2.00 22.92.50 16.73.00 22.417.0 1.50 16.2 25.0 1.50 24.218.0 1.00 17.5 2.00 23.91.00 19.5 26.0 1.00 25.220.0 1.50 19.2 1.00 26.52.00 18.9 27.0 1.50 26.22.50 18.7 2.00 25.922.0 1.00 21.5 3.00 25.4B2.2 黑色金属用普通螺纹挤压预制孔尺寸一般按式(3)计算. d0=d-0.43P (3)式中:d0——螺纹挤压预制孔尺寸,mm;d——螺纹大径,mm;P ——螺距,mm.附加说明:本标准由全国刀具标准化技术委员会提出.本标准由成都工具研究所归口.本标准由上海刃具研究所负责起草.本标准主要起草人: 秦福淳,杨晓,夏雷民.。

0ICS25.100.50J41备案号:36559—2012中华人民共和国机械行业标准JB/T8824.1—2012代替JB/T 8824.1—1998中华人民共和国工业和信息化部发布JB/T8824.1—2012目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 丝锥的型式和尺寸 (1)4 螺纹公差 (5)5 技术条件 (5)表1 粗柄统一螺纹粗牙丝锥 (1)表2 粗柄统一螺纹细牙丝锥 (1)表3 粗柄带颈统一螺纹粗牙丝锥 (2)表4 粗柄带颈统一螺纹细牙丝锥 (2)表5 细柄统一螺纹粗牙丝锥 (3)表6 细柄统一螺纹细牙丝锥 (4)表7 单支和成组丝锥适用范围、切削锥角、切削锥长度 (5)IJB/T8824.1—2012II前言JB/T 8824《统一螺纹刀具》分为七个部分:——第1部分:丝锥;——第2部分:丝锥螺纹公差;——第3部分:丝锥技术条件;——第4部分:螺母丝锥;——第5部分:圆板牙;——第6部分:搓丝板;——第7部分:滚丝轮。
本部分为JB/T 8824的第1部分。
本部分按照GB/T 1.1—2009给出的规则起草。
本部分代替JB/T 8824.1—1998《统一螺纹丝锥》,与JB/T 8824.1—1998相比主要技术变化如下:——名称改为“统一螺纹刀具第1部分:丝锥”;——将“1 范围”中“1/4~1 1/2”修改为“1/4~4”;——参照GB/T 3464.1—2007重新编写丝锥结构尺寸,取消“附录A”;——参照GB/T 3464.1—2007修改图1、图2;——各表增加表题;——表3、表4中增加了无空刀槽的规定;——表6后增加“3.5 公称直径≤9.525 mm的丝锥可制成外顶尖”;——3.6(原3.4)和表7中,将“主偏角”改为“切削锥角”,在表7中增加了成组丝锥的说明;——将3.7中“公称切削角度”改为“切削角度”。
——将3.8中“5-40 UNC-2”改为“No.5-40 UNC-2B”,并在标记示例中增加高性能丝锥的描述,“3-3/4-10 UNC-3”改为“3PCS-3/4-10 UNC-3B”,左旋代号“L”改为“LH”,公差等级修改为1B,2B,3B。

丝锥和钻头的参数对照表
丝锥和钻头是机械加工中经常用到的工具,它们在加工金属材料时具有重要的作用。
丝锥是一种用于加工螺纹的切削工具,而钻头则是一种用于加工孔洞的切削工具。
下面是丝锥和钻头的参数对照表:
一、丝锥参数对照表:
1. 规格型号:表示丝锥的大小规格,常用的规格有M3、M4、M5等。
2. 材质:表示丝锥的制作材料,常见的材质有高速钢、合金钢等。
3. 刃型:表示丝锥的刃口形状,常见的有直齿、螺旋齿等。
4. 镀层:表示丝锥表面的镀层,常见的有涂层、电镀等。
5. 使用环境:表示丝锥可适用的加工环境,例如钢铁、铝合金等。
二、钻头参数对照表:
1. 直径:表示钻头的直径大小,常用的直径有0.5mm、1.0mm、1.5mm 等。
2. 材质:表示钻头的制作材料,常见的材质有高速钢、硬质合金等。
3. 刃型:表示钻头刃口的形状,常见的有中心钻、镐头钻等。
4. 镀层:表示钻头表面的镀层,常见的有钛金属、电镀等。
5. 使用环境:表示钻头可适用的加工环境,例如木材、金属等。
丝锥和钻头在具体使用时需要根据实际情况进行选择,如要加工螺纹则需要选择丝锥,要加工孔洞则需要选择钻头。
此外,对于丝锥和钻头的刀具保养与维护也需要特别注意,如及时清洗、防止生锈等,以保证其使用寿命和效果。

丝锥扳手标准(一)丝锥扳手标准引言丝锥扳手是一种常见的手持工具,用于加工金属材料时切削内螺纹和外螺纹。
它通常由高硬度的合金钢制成,具有标准的尺寸和规格,以适用于不同大小的螺纹。
本文将介绍丝锥扳手的标准规范和使用方法。
丝锥扳手的分类•内丝锥扳手:用于切削内螺纹,常用于金属材料中预先开出的导孔中。
•外丝锥扳手:用于切削外螺纹,常用于将螺栓或螺母螺入金属材料中。
丝锥扳手的标准尺寸•直径:丝锥扳手的直径通常以毫米为单位标注,常见的直径有3mm、4mm、5mm等。
•螺纹规格:丝锥扳手的螺纹规格也是十分重要的标准,通常使用国际标准螺纹的分类,如M2、M3、M4等。
丝锥扳手的使用方法1.准备工作:在使用丝锥扳手之前,确保工作区域干净,并准备好合适尺寸的金属材料。
2.简单标记:使用尺子或其他工具,在金属材料上标记出需要切削的螺纹的起始点。
3.切削螺纹:将丝锥扳手握住,并沿着预先标记的起始点缓慢旋转,施加适当的压力。
切削过程中,可以适时往螺纹处添加润滑油。
4.检查螺纹:切削完成后,使用螺母或螺栓进行测试,确保螺纹质量良好并与其他部件匹配。
注意事项•使用适当大小和规格的丝锥扳手,以确保螺纹质量。
•在切削过程中保持稳定的手腕和力度,避免过度施加压力。
•切割金属螺纹时,要经常清理丝锥扳手上的金属屑,以保持切削效果和延长使用寿命。
•使用润滑油来减少切削阻力,并减少切削过程中的磨损。
结论丝锥扳手作为一种重要的切削工具,具有标准的尺寸和规格,可以广泛应用于金属加工领域。
正确的使用方法和注意事项将保证切削效果和工作寿命。
在使用丝锥扳手时,请遵守相关的安全操作规程,并确保所使用的工具符合国际标准。
丝锥和钻头的参数对照表丝锥和钻头是常用的切削工具,在工业和日常生活中都有广泛的应用。
它们在形状、材质、切削速度等方面有着不同的参数,下面是丝锥和钻头的参数对照表,以帮助人们更好地了解和选择适合自己需求的工具。
一、形状和结构1.丝锥:丝锥是一种用来切削螺纹的工具,通常由一个锥体和一个切削刃组成。
锥体通常呈圆锥形,切削刃位于锥体的尖端。
根据螺纹的尺寸和用途的不同,丝锥的形状和结构也会有所不同。
2.钻头:钻头是一种用来钻孔的工具,通常由一个钻杆和一个切削刃组成。
钻杆通常呈圆柱形,切削刃位于钻杆的末端。
根据钻孔的尺寸和材料的不同,钻头的形状和结构也会有所不同。
二、材质1.丝锥:丝锥通常由高速钢制成,高速钢具有较高的硬度和耐磨性,适用于切削普通钢和铸铁等材料。
对于切削不锈钢等较硬材料,可选用硬质合金制成的丝锥。
2.钻头:钻头通常由高速钢制成,高速钢具有较高的硬度和耐磨性,适用于切削普通钢和铸铁等材料。
对于切削不锈钢、铝合金等较硬材料,可选用硬质合金制成的钻头。
三、切削速度1.丝锥:丝锥的切削速度取决于切削刃的结构和材料。
一般来说,切削速度越高,切削效率越高,但也会增加切削刃的磨损。
在使用丝锥时,应根据材料的硬度和切削要求选择合适的切削速度。
2.钻头:钻头的切削速度取决于切削刃的结构和材料。
一般来说,切削速度越高,切削效率越高,但也会增加切削刃的磨损。
在使用钻头时,应根据材料的硬度和切削要求选择合适的切削速度。
四、使用方法1.丝锥:使用丝锥时,需要先在工件上打孔,然后将丝锥插入孔中,通过旋转丝锥切削出螺纹。
切削过程中要保持适当的切削速度和切削力,避免过度用力或转速过快导致切削刃损坏。
2.钻头:使用钻头时,需要先在工件上打孔,然后将钻头插入孔中,通过旋转钻头切削出孔。
切削过程中要保持适当的切削速度和切削力,避免过度用力或转速过快导致切削刃损坏。
丝锥规格1. 什么是丝锥规格?丝锥规格是指用于加工螺纹的一种工具。
它是由一根尖端锥形的金属棒制成,通常由高硬度的合金钢制造。
丝锥规格按照国际标准组织(ISO)的规定,分为不同尺寸和型号,以适应不同的螺纹加工需求。
2. 丝锥规格的分类根据螺纹的尺寸和类型,丝锥规格可以分为以下几类:2.1 公制丝锥规格公制丝锥规格通常是指用于加工公制螺纹的丝锥。
公制螺纹是一种常见的螺纹类型,常用于机械设备、汽车等领域。
公制丝锥规格根据螺纹的直径和螺距进行分类,常见的规格有M2、M2.5、M3等。
公制丝锥规格通常以标准符号表示,例如M2x0.4,表示丝锥的直径为2mm,螺距为0.4mm。
2.2 英制丝锥规格英制丝锥规格通常是指用于加工英制螺纹的丝锥。
英制螺纹是一种在英语使用的地区比较常见的螺纹类型,如美国、英国等。
英制丝锥规格根据螺纹的直径和螺距进行分类,常见的规格有1/4-20、5/16-18、3/8-16等。
英制丝锥规格通常以英寸符号表示,例如1/4-20表示丝锥的直径为1/4英寸,螺距为20螺纹每英寸。
2.3 特殊丝锥规格除了公制丝锥和英制丝锥外,还有一些特殊的丝锥规格,用于加工特殊形状或尺寸的螺纹。
这些特殊丝锥规格根据具体的螺纹参数进行分类,如锥度、山脊数等。
特殊丝锥规格通常由特殊工具制造,用于特定的加工需求。
3. 丝锥规格的选择选择合适的丝锥规格对于螺纹加工至关重要。
以下是选择丝锥规格的几个因素:3.1 螺纹尺寸首先要确定需要加工的螺纹类型和尺寸。
根据螺纹直径和螺距的要求,选择相应的丝锥规格。
3.2 加工材料不同材料的加工特性不同,对丝锥的选用也不同。
对于硬度较高的材料,通常需要使用高硬度的丝锥规格。
而对于柔软的材料,需要使用相对较小且锋利的丝锥规格。
3.3 加工环境加工环境也是影响丝锥规格选择的因素之一。
如果需要加工的螺纹位于狭小的空间中,选择相对较小的丝锥规格会更加便于操作。
4. 丝锥规格的使用注意事项在使用丝锥规格时,还需要注意以下几点:4.1 使用适当的油剂使用适当的油剂可以降低摩擦和热量,延长丝锥的使用寿命。