汽车外覆盖件回弹评价方法及应用
- 格式:pdf
- 大小:451.71 KB
- 文档页数:4
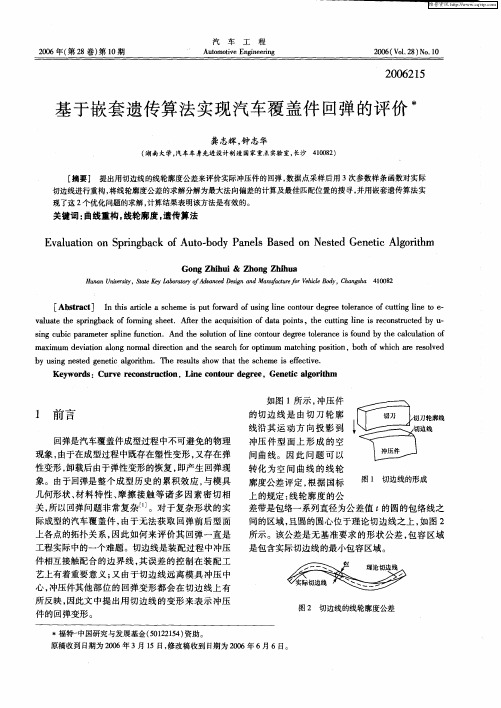
95中国航班航空与技术Aviation and TechnologyCHINA FLIGHTS汽车覆盖件冲压成形回弹补偿问题研究任文龙 黄万担|天鹤汽车模具有限公司摘要:在汽车覆盖件的冲压过程中,可能会出现成形的回弹问题,针对这样的回弹进行补偿才能够确保应用有效性,这也是目前人们关注的重点问题。
从这一点出发,本文将进行针对性分析。
关键词:汽车覆盖件;冲压成型技术;回弹补偿技术1 前言汽车覆盖件在实际应用的过程中,是重要的开发环节之一,在实际应用的过程中,冲压成型的回弹补偿有着重要的应用意义,做相关问题的分析已经成为人们的共识,有效的应用科学合理的措施可以提高整体工艺效果。
2 汽车覆盖件的回弹自动补偿回弹是汽车覆盖件成形中的一种缺陷。
因此,有必要对冲模回弹进行分析和控制。
长期以来,如何准确计算回弹和回弹补偿一直是汽车板料成形仿真中的热点问题。
目前,较为成熟的回弹补偿方法是几何补偿。
为了实现回弹补偿和虚拟修复,关键是要得到回弹补偿。
根据这些回弹量的计算数据,可以根据一定的公式或比例关系得到回弹补偿值进行修复。
汽车覆盖件冲压模具回弹补偿过程是基于零件设计要求的虚拟迭代过程。
首先,根据设计要求,设计了模具的初始形状。
通过对回弹前后形状和初始形状的分析,实现了回弹后的自动补偿和形状修正。
然后对回弹补偿后的模具进行了仿真计算和分析。
为了确定几何误差是否满足设计误差,将计算出的零件回弹形状与设计要求的形状进行比较。
如果满足设计误差,则输出回弹补偿结果,而如果在设计完成之后不满足设计误差,必须重新进行弹簧补偿,直到模具弹簧补偿满足设计误差要求为止。
3 模具的补偿基于有限元计算的汽车覆盖件冲压模具回弹补偿方法。
回弹补偿偏移量是零件的回弹量。
然后对后盖模具的回弹进行自动补偿,验证了方法的正确性。
首先,模拟冲压。
在成形模拟后,进行精密加工和回弹分析,得到回弹分布。
可以看出,回弹是零件的两侧和表面的最大值,最大值为0。

汽车外覆盖件回弹评价方法及应用
龚志辉;钟志华;杨旭静
【期刊名称】《汽车工程》
【年(卷),期】2007(029)004
【摘要】考虑到切边线在汽车外覆盖件上的特殊意义,提出用切边线的变形来评价真实冲压件的回弹;根据弹性变形的特点,利用强制变形方法计算出回弹前后模型结点拓扑关系,从而实现了回弹的精确评价,并将该方法运用到了模具的修整和切边线的预判断.
【总页数】4页(P351-354)
【作者】龚志辉;钟志华;杨旭静
【作者单位】湖南大学,汽车车身先进设计制造国家重点实验室,长沙,410082;湖南大学,汽车车身先进设计制造国家重点实验室,长沙,410082;湖南大学,汽车车身先进设计制造国家重点实验室,长沙,410082
【正文语种】中文
【中图分类】U4
【相关文献】
1.TGC600合金铸铁在汽车外覆盖件修边模上的应用 [J], 庞高磊;张湘益
2.CAD在汽车内外覆盖件模具设计中的应用 [J], 赵秀娟
3.基于逆向工程技术实现汽车外覆盖件回弹补偿及质量控制 [J], 孙永波;刘宏学
4.UG OPEN在汽车外覆盖件冲压模具自动编程中的应用 [J], 高原
5.汽车外覆盖件修边铁屑抑制方法的研究及应用 [J], 肖怡铨;张民权
因版权原因,仅展示原文概要,查看原文内容请购买。

汽车覆盖件翼子板全型面回弹补偿方法应用研究夏灿添,刘志强,黄义关,冯海群(广汽乘用车有限公司,广东广州511434)【摘要】利用Autoform软件进行冲压模拟仿真分析,得到一个相对优良的补偿方法,指导现场模具制造。
通过对覆盖件翼子板在冷冲压模具使用全型面回弹研究,提升制件首件精度,大幅减少模具调试工作量,从而达成削减模具调试制造成本的目的。
关键词:翼子板;Autoform;全型面回弹补偿;工艺中图分类号:TG385.2文献标识码:BDOI:10.12147/ki.1671-3508.2021.11.005Research on the Springback Compensation Methodof the Automobile Fender PanelXia Cantian,Liu Zhiqiang,Huang Yiguan,Feng Haiqun(Guangzhou Automobile Group Motor Co.,Ltd.,Guangzhou,Guangdong511434,CHN)【Abstract】The Autoform software is used to carry out the stamping simulation analysis,and arelatively good compensation method is obtained to guide the on-site die manufacturing.In thispaper,through the research of the full-surface springback of the fender panel in the coldstamping die,in reality we improve the accuracy of the first part of tryout,greatly reduce theworkload of die debugging,and achieve the goal of reducing die debugging and manufacturingcosts.Key words:the fender panel;Autoform software;full-surface springback compensation;process1引言随着现代汽车工业的发展,市场上车辆类型越来越多,控制整车的制造成本,是企业竞争力重要体现,其中白车身的成本就是其中重要部分。
汽车覆盖件冲压成形回弹及模面优化研究摘要:回弹是汽车覆盖件冲压成形时产生的主要质量缺陷之一,直接影响到产品的尺寸精度和最终形状。
本文以某汽车背门内板为例,利用板料成形仿真软件Autoform研究了零件的冲压成形及回弹过程,预测了实际板料冲压成形后可能出现的回弹量,通过优化模具型面来控制回弹,并与实际零件对比,验证了优化方案的合理性。
关键词:汽车覆盖件;冲压成形;回弹;模面优化板料冲压成形中的回弹问题一直是冲压成形领域关注的热点问题[1]。
随着汽车工业的不断发展,特别是近年来高强度钢板和铝合金板的大量使用,汽车覆盖件冲压成形中的回弹问题变得越来越棘手。
冲压件的最终形状取决于成形后的回弹量,回弹量超过允许的差值,就成为成形缺陷,进而影响整车的外观和装配。
为了更好的控制冲压件的回弹,提高其成形质量和成形精度,必须对回弹量做出准确地预测。
有限元仿真技术成为研究回弹问题的强有力工具[2]。
本文以某汽车背门内板为例,材质为高强度钢,利用板料成形仿真软件Autoform对其冲压成形和回弹过程进行模拟,对零件实际生产过程中可能出现的回弹量进行预测,为优化模具型面来控制回弹提供有益的指导。
1 成形过程仿真与结果分析1.1有限元建模及参数设置将UG中建立好的背门内板模型通过标准的IGES格式导入到Autoform中,如图1所示,设置拉延工具:凹模、凸模、压边圈的数模;拉延类型选择单动拉延,调整各工具的拉延运动模式,如方向、速度、行程等;摩擦力设置为0.15,压边力设置为1800kN,压边圈行程设置为180mm。
Autoform计算采用等效拉延筋,即将拉延筋复杂的几何形状抽象为一条能承受一定力的附着在模具表面的拉延筋线,在表示拉延筋的线上施加阻力来代替实际拉延筋[3]。
图1 模具和板料的有限元模型板料所选用的材料为高强度钢板DX56D,厚度为1.2mm,其材料参数如表1所示。
表1 高强度钢板DX56D的材料参数1.2 成形仿真结果分析有限元建模和参数设置完毕后提交运算,得到结果。
铝板冲压工艺——外板回弹原因分析及控制措施铝板零件的回弹补偿相对于钢板而言更加复杂,且更加具有不稳定性。
为此针对铝板回弹较大的问题,我们提出了综合化的前期补偿策略,即在铝板模具开发前期,综合考虑零件工艺的稳健性(材料,设备,润滑条件),GD&T的合理性,回弹量,补偿策略等重要因素进行回弹补偿。
经过综合化补偿策略完成高品质的前期要求后,在后期的制造中,零件经过较少的整改即能够达到90%以上的合格率。
下面以铝板前罩外板与车门外板为例,进行分析介绍。
前罩外板材料回弹控制1 前罩外板材料特性简介本次分析的是江淮汽车正在生产的某个前罩外板,采用的外板料来自Novelis e170,厚度为0.9mm,由于板料的加工和材料特点,铝板是具有时效性的,从板料冲压成形角度考虑,3个月时的性能为最佳,并且需进行6个月的验证,用以指导板料的生产,如表1所示。
表1 e170的板料性能失效数据对比2 前罩外板的成形模拟前罩外板的工艺流程为拉延→修边、侧修边→翻边、侧翻边、修边→翻边、侧翻边→空工位。
根据前罩外板产品的形状和材料的特点进行拉延面设计,用CATIA设计如图1所示。
图1前罩外板和内板拉延模面设计图3 零件的稳健性分析流程零件的成形使用AutoForm R7进行分析,对软件的设置和参数的评估,需要根据相应企业标准进行设置,用以判断变薄、开裂、起皱、回弹、全局的变薄率等大的问题项,然后针对各个问题项进行解决,并结合生产线的要求,调整初版的工艺,最后进行工艺审核和稳健性因素的排查,得到稳健性的工艺工法,分析流程如图2所示。
图2铝板冲压稳健性分析流程其中,稳健性分析主要有以下内容:⑴料片形状和位置波动(±5mm);⑵材料的屈服和抗拉强度波动(±10%);⑶材料的r值和n值波动(±10%);⑷摩擦系数波动(±10%);⑸压边力波动(±10%)。
代入对应的参数进行Sigma分析,分析完成后进行判断:对于最大失效可设置为0.8,减薄可设置为16%,外加起皱,自由回弹的情况进行评价。
基于汽车覆盖件的回弹因素分析摘要;汽车覆盖件和一般冲压件相比较,具有材料薄、形状复杂、多维空间曲面、结构尺寸大等特点,汽车覆盖件在冲压过程中,会出现起皱、拉裂、回弹、翘曲等一些缺陷,而回弹在冲压过程中是不可避免的,通过回弹因素分析从而加强对汽车覆盖件冲压过程中的回弹控制,尽量减少回弹。
关键词:覆盖件;冲压;回弹前言汽车覆盖件在成形过程中普遍存在着回弹问题,特别在弯曲和浅拉深过程中回弹现象更严重,在板料成形领域,回弹已成为模具设计中要考虑的关键问题,由于回弹的存在,卸载后零件的形状尺寸与模具表面的形状尺寸不能完全符合,零件的尺寸精度达不到设计要求,对生产效率造成极大的影响,所以有必要对其进行深入的研究和有效的控制。
回弹是不可避免的,在实际生产中,准确掌握回弹规律和回弹值大小,剖析影响回弹的因素,实用的工艺技术方法,有助于改善和消除弯曲回弹倾向,提高生产效率和工艺质量[1]。
因此,对回弹机理以及影响回弹因素的研究至关重要。
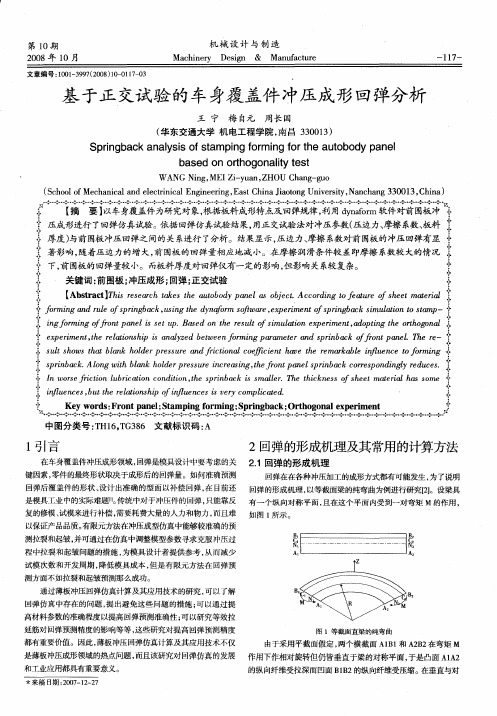
1 回弹的机理如图1所示,当板料发生弯曲时,板料的曲率将发生变化,板料曲率发生变化的区域(图1中A,B,C,D部分)是变形区。
弯曲时,变形区内靠近曲率中心一侧(称为内层)的金属在切向压应力的作用下产生压缩变形;远离曲率中心一侧(称为外层)的金属在切向拉应力的作用下发生拉伸变形。
弯曲过程中变形区内切向应力分布的变化如图1所示。
当中性层半径D很大时,材料内外层应力都小于材料的屈服极限。
材料处于弹性变形阶段,应力分布如图1a所示;当D较大时,材料内外两层受力首先达到屈服极限氏,发生塑性变形,而后塑性变形由内外两层向中性层扩展,材料进入弹一塑性弯曲阶段,应力分布如图1b所示;当D很小时,意味着靠近中性层的弹性变形厚度也很小,此时可以近似认为塑性变形已扩展到整个截面,认为毛坯进入纯塑性弯曲阶段,应力分布如圖1c所示。
对于板料的弯曲变形而言,图1c为理想状态。
一般板料在弯曲时多处于图1b弹一塑性弯曲阶段,有时甚至为图1a弹性弯曲阶段。
2007年(第29卷)第4期汽 车 工 程Aut omotive Engineering2007(Vol .29)No .42007081汽车外覆盖件回弹评价方法及应用33国家杰出青年基金项目(50625519)资助。
原稿收到日期为2006年4月19日,修改稿收到日期为2006年6月26日。
龚志辉,钟志华,杨旭静(湖南大学,汽车车身先进设计制造国家重点实验室,长沙 410082)[摘要] 考虑到切边线在汽车外覆盖件上的特殊意义,提出用切边线的变形来评价真实冲压件的回弹;根据弹性变形的特点,利用强制变形方法计算出回弹前后模型结点拓扑关系,从而实现了回弹的精确评价,并将该方法运用到了模具的修整和切边线的预判断。
关键词:汽车外覆盖件;回弹;评价方法;切边线The Evaluati on of Sp ringback for Aut obody Panels and its App licati onGong Zh i hu i ,Zhong Zh i hua &Yang Xuji n gHunan U niversity,S tate Key Laboratory of A dvanced D esign and M anufacture for V ehicle B ody,Changsha 410082[Abstract] A sche me is put for ward that uses the def or mati on of tri m m ing line t o evaluate the s p ringback of real sta mp ing parts .Based on the feature of elastic def or mati on and by means of enf orced def or mati on,the t opol ogi 2cal relati onshi p of the nodes in the model bef ore and after s p ringback is calculated,and thus the accurate evaluati on of s p ringback is realized .The method can als o be app lied t o die repair and p redeter m inati on of tri m m ing line .Keywords:Autobody panels ;Spr i n gback;Eva lua ti on m ethod;Tr i m m i n g li n e前言回弹是汽车外覆盖件成形过程中不可避免的物理现象[1],由于在成形过程中既存在塑性变形,又存在弹性变形,卸载后由于弹性变形的恢复,即产生回弹现象。
由于回弹是整个成形历史的累积效应,与模具几何形状、材料特性、摩擦接触等诸多因素密切相关,所以回弹问题非常复杂。
在工程实际中,解决汽车外覆盖件回弹问题一般有2方法:一是通过工艺参数的控制,如设置合适的拉延筋和压边力,这种方法强调的是通过减小回弹量来提高成形件的精度;另一种方法是模具补偿法,即在考虑回弹量的前提下,对模具型面进行预修正,使得冲压件回弹后的形状刚好满足设计要求,这种方法强调的是通过控制回弹后的形状来控制成形件的精度。
在工程实际中多是两者结合使用,通过不断的试模、修模、调整工艺参数直至冲压件完全符合要求。
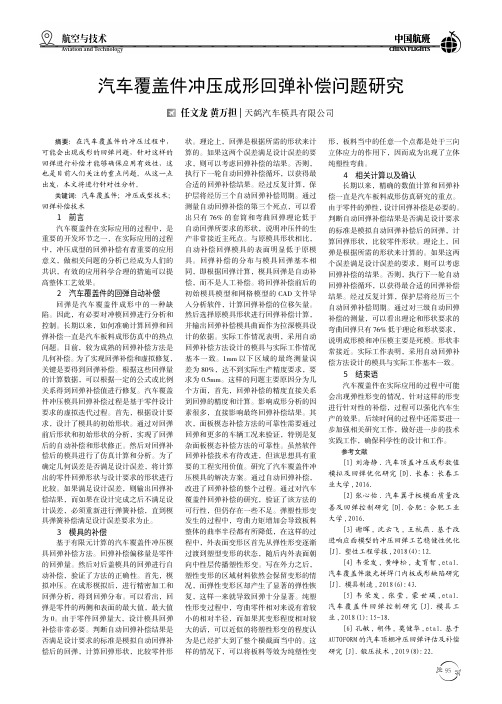
因此,如何建立在工程中实用的回弹评价标准来判断工艺方案、指导模具的修整及切边线的定位十分重要,文中从这个角度来探讨回弹评价方法的建立。
1 传统的回弹评价方法分析图1 2D 弯曲件回弹的评价回弹的理论研究多集中在2D 弯曲件,如V 形件、U 形件等,对于弯曲半径相对较小的零件以回弹角Δa 来评价其回弹量的大小,对于弯曲半径相对较大的零件采用曲率变化量Δk 或弯曲半径变化量ΔR来评价回弹的大小(如图1所示),其中:Δα=α1-α2,ΔR =R 1-R 2,Δk =1/R 1-1/R 2。
对于变曲率2D 弯曲件,多以若干小段圆弧拟合・352 ・汽 车 工 程2007年(第29卷)第4期实际曲面,通过测量各圆弧的半径变化情况来确定整个曲面回弹量的大小;在理论研究中则给出弯曲件曲率沿弧长的分布状况,通过比较回弹前后曲率分布的变化来确定回弹大小[2]。
3D板料冲压成形较2D问题复杂得多,所以3D回弹的评价也远比2D回弹复杂。
对于3D冲压件,由于其表面曲率分布较为复杂,不同位置、不同方向曲率各不相同,因此对于这一类曲面目前采用2种回弹评价方法:一是在零件重要部位截取剖面,然后沿用2D回弹的评价方法标记回弹量的大小;二是以整个型面上各点在某一方向上的位移量来标记回弹量的大小,这种表示方法目前多用于有限元回弹仿真计算[3]。
第一种方法在工程运用中存在如下问题:(1)重要部位的定义标准会因检测人员的理解不同而不同,而且一个复杂的冲压件其重要部位往往也有多处;(2)在工程实际测量的过程中对于不同的冲压件很难做到测量的都是同一个截面,这样将使得评判失去意义。
第二种方法是目前用得较多的方法,该方法精确描述了各个部位回弹量的大小,比较好地反映了3D零件的回弹,但目前多用于理论研究和仿真。
由于采用模具补偿法时模具型面可能与冲压件原始的CAD模型相去甚远,且有限元仿真技术在计算回弹问题时精度有限,通过仿真技术反复逼近补偿型面的方法在实际运用中仍存在较大的难度,所以最终的回弹曲面还要由实际冲压所获得,因此如何在实际冲压过程中获得冲压件回弹后的曲面参数并依此来指导模具的修整是运用该方法的关键所在。
2 切边线的变形评价回弹切边线的精度直接影响到其后的翻边、整形工序,在装配工艺上有着重要意义。
同时由于切边线远离模具冲压中心,所以冲压件其他部位的回弹变形都会在切边线上有所反映,因此切边线的变形程度可以较好地反映冲压覆盖件的回弹情况。
一个复杂的三维冲压件的切边线是由多条空间曲线组成的封闭曲线,实际测量时可以根据封闭曲线的间断点分成n条曲线,对每条曲线用三坐标测量机测出回弹后切边线上各点的坐标值,然后根据测量的结果重构出该切边线。
切边线重构完毕之后可以采用2种方法来评价切边线的变形程度:一是用切边线的线轮廓度公差t;二是用曲率变化值Δk。
211 用线轮廓度公差t评价切边线的变形切边线变形后的线轮廓度的公差带是包络一系列直径为公差值t的圆的包络线之间的区域且圆的圆心位于变形前切边线之上。
该公差是无基准要求的线轮廓度公差,包容区域是包含变形后切边线的最小区域。
求出每条曲线的公差值ti及每条曲线的弧长li (i=1,2,…,n),则回弹评价系数f为f=∑ni=1l i t i/∑ni=1l i(1)很显然,f值越小说明冲压件整体回弹越小。
212 用曲率变化值Δk评价切边线的变形采用曲率变化值Δk评价时可以参考前述方法,即给出曲线曲率沿弧长的分布状况,通过比较回弹前后曲率分布的变化来确定回弹大小。
在计算过程中最为重要的一点是要保证前后计算的都是同一个点,这样结果才不会失真。
由于回弹属于弹性卸载,所以可以认为回弹前后的曲线总的长度不变,这样以曲线的端点为起始点进行计算,只要保证对应点之间计算时的长度相同就可以保证回弹前计算的点和回弹后计算的点可以一一对应,因此曲率变化值Δk可表示为Δk=∑ni=1l i∑mj=1(kj-k′j)/∑ni=1l i(2)式中j=1,2,…,m;m为曲线上取点的个数(根据曲线长度不同m值会有变化);kj为回弹前曲线上点的曲率;k′j为回弹后曲线上点的曲率。
显然,Δk值越小,说明冲压件整体回弹越小。
3 实际冲压件回弹的精确评价模具的设计补偿往往有着较大的误差,因此在实际制造过程中还要进行反复试模,然后根据试冲件每个部位不同的回弹量来对模具进行再次补偿修正,这个过程称为模具的修正补偿,在这个过程中必须建立一种可以计算冲压件每个部位的方法,即回弹精确评价方法。
模具修整过程中有3个曲面:冲压件原始的曲面模型Гo,即设计过程中冲压件的CAD模型;模具型面Гc,即模具的设计模型(如果模具在设计过程中未进行相应的补偿,它的形状与Гo一致,否则二者形状不同),它与冲压件回弹前的型面相同;冲压件回弹后的形状曲面Гs。
理解和区别这3个曲面之2007(Vol .29)No .4龚志辉,等:汽车外覆盖件回弹评价方法及应用・353 ・间的关系十分重要,模具二次补偿实际上就是根据曲面Гs 与曲面Гo 的偏差来修整曲面Гc 的过程。
311 曲面Гs 的重构冲压件的回弹量是冲压件型面上各点相对CAD 模型的偏移量,因此必须将实际冲压件转化为数字化模型才能进行比较。
对冲压件型面的测量可以分为接触式测量和非接触式两种,前者以三坐标测量机为代表,测量精度高,但效率较低,采样数据量小;后者包括光学测量、电磁测量、超声波测量等,采集数据量大,效率高,是目前曲面测量的主要方式。
非接触式测量获得的数据为非常密集的“点云”,由于数据量多,型面比较复杂,一般采用三角Bezier 曲面进行处理[4],处理过程如下。
(1)三角化:对测量数据进行三角化。
(2)曲线网的建立:对每一三角形进行Bezier 曲线拟合。
(3)G 1曲面的建立:在保证相邻曲面片达到G 1连续的条件下,用三角曲面片填充曲面网格。
图2为某汽车外覆盖件及数字模型。
图2 某汽车外覆盖件及数字模型312 曲面Гs 与曲面Гo 的偏差比较在CAE 仿真过程中回弹前后的结点拓扑关系很容易通过程序确定,评价回弹时固定其中某些结点,然后以这些固定的结点为基准计算其他各个结点(单元)的回弹量。
因此如何找到两个曲面之间点的拓扑关系并使之固定成为精确回弹评价的关键。
鉴于Гs 是在Гc 的基础上回弹所得,文中提出如下方法。
将曲面Гc 与曲面Гs 分别进行网将划分,然后将二者的位置调整到大致对准。
考虑到拉延筋变形很小,可以以拉延筋槽作为定位面。
把Гs 当成刚体,在Гc 拉延筋面上施加一定的面压力,使Гc 的拉延筋面与Гs 的拉延筋面贴合,然后在其他部位再施加一定的面压力使曲面Гc 完全贴合在曲面Гs 上,如图3所示。
这样,曲面Гs 就可以用变形后的Гc 来替代,从而找到两个曲面之间结点的拓扑关系。
通过固定某几个结点,并以它们为基准进行坐标变换,将曲面Гc 移动到曲面Гs 上,然后进行回弹计算。
图3 强制变形示意图对于未作设计补偿的模具,曲面Гo 与曲面Гc是一致的,而已作设计补偿的模具Гo 与Гc 不一致,因此还要建立Гo 与Гc 之间结点的拓扑关系。
采用补偿法设计模具时要进行CAE 迭代计算,具体过程是:以冲压件CAD 模型为毛坯进行成形计算,根据成形结束时的内力大小对其施加相同的反向载荷,然后求解反向弹性变形,再以反向弹性变形后的形状为毛坯以同样的过程进行计算,直到回弹后的形状和CAD 模型一致[5]。