固体饮料作业指导书
- 格式:doc
- 大小:8.98 KB
- 文档页数:5
分装作业指导书一、脱包将符合《原辅料采购标准》的原料运送至脱包间,除去包装外的尘土及杂物,拆线开口后倒入容器中加盖传递至包装间。
二、包装1.包装间应进行班前30分钟臭氧杀菌,包装材料应在使用前进行杀菌操作;2.内包装人员经过更衣、洗手、消毒后进入内包装车间,检查包装设备是否清洁,检查操作台是否清洁,包装材料是否已消毒;3.将脱包后的原料进行定量分装,要求计量准确,封口严密,封口后的产品传递至外包间。
4.做分装生产记录。
三、装箱将封口后的产品装箱,封箱后传递至成品库待检区。
四、入库入库手续办理前,检验人员应及时在待检区抽取样品进行检验,检验合格签署合格检验报告及合格证,库房保管员办理产品入库手续,并记录,入库后的产品移送至合格品区。
固体饮料生产作业指导书一、生产前的准备工作1.人员检查生产班组进行班前检查,检查内容包括手部是否有创伤、有无感冒发烧情况,有无佩戴首饰等。
2.物料检查一是与供销部沟通生产用原辅料是否充足,包装材料是否与生产品种一致,确认物料符合生产所需。
二是对车间内的设备进行检查,检查计量设备是否正常,检查混料及包装设备是否已进行清洁消毒,保障生产活动能够正常开展。
二、脱包工序将符合《原辅料采购标准》的原料运送至脱包间,除去包装外的尘土及杂物,拆线开口后倒入容器中加盖,加贴物料标识后传递至生产车间。
三、粉碎工序本工序仅对白砂糖进行再次粉碎操作,作业前检查粉碎机是否清洁,通电检查设备是否能够正常使用。
将脱包后的白砂糖放入粉碎机中,开机粉碎,粉碎时间不超过10S,粉碎后的物料传递至配料间待用。
粉碎后及时对粉碎机进行清洁处理。
四、配料工序作业前,应先检查计量设备是否能够正常使用。
按照生产计划及产品配方,准确称量原辅料,称量后的物料传递至混料设备,如实记录配料记录。
五、混料工序作业前,应先检查混料机的卫生是否清洁,通电检查设备是否能够正常使用。
按照产品配方将各组分物料放入混料机中,设定混料时间,开机混料,混料期间应注意观察设备是否正常运转,物料仓是否密封严密,混料后将物料运送至包装机物料仓内。
公司生产作业指导书编制:审核:批准:执行日期:年月1、目的:建立香菇固体饮料生产作业指导书,用于指导现场生产。
2、范围:香菇固体饮料生产过程。
3、职责:生产部、技术部、质量部。
4、制定依据:《食品生产许可管理办法》(2020版)5、产品概述5.1 产品基本信息5.1.1产品名称:香菇固体饮料5.1.2贮藏:置通风干燥处。
5.1.3包装规格:2.0g/袋。
5.1.4贮存期限:24个月5.2 生产批量:3kg5.3 生产环境:10万级洁净车间6、配方6.1所用原辅料清单(1500袋)6.2所需包装材料清单(1卷)7、生产工艺流程图8、生产工艺操作步骤及技术参数8.1生产前检查对地面卫生、环境卫生、设备卫生、设备、管路、阀门、温湿度表等进行全面检查,更换状态标识,检查洁净区房间内温度在18~25℃,相对湿度应40-65%,洁净区与室外的缓冲间的压差≥10Pa,领取物料,仔细阅读生产指令,按生产指令领取所需物料,认真核对物料的品名、批号、数量等,确保卫生及设备运行符合本次生产需求方可开始生产。
8.2 称量准确称取配方量,香菇粉2.4kg、麦芽糊精0.6kg备用。
8.3配料混合将所称量的香菇粉和麦芽糊精转入三维混合机内,混合30分钟。
8.4分装内包将混合好的粉末,用分装机,分装于铝箔袋中,每袋装量为2.0g,检查分装好的铝箔袋密封性无泄漏,净含量符合《定量包装商品计量检测管理办法》8.5成品包装及入库将分装内包所得的半成品袋,按照产品包装的数量要求装于铝箔袋,封袋,检验合格后办理入库手续。
9、原辅料、包装材料、成品质量标准10、成品质量标准11、清场:各步骤操作结束后关闭设备电源,取下本次生产的状态标志牌,按《清场管理标准》要求清场、清洁。
经现场QA确认后,挂上清场状态标志、设备状态标志。
12、生产环境洁净度要求生产环境及管理符合食品生产要求,生产过程中称量、配料混合、分装内包工艺过程均在生产洁净区条件下操作,其他操作在一般生产区。
饮料生产配料工序作业指导书1、准备好相关的产品配方,核实物料配备应齐全。
2、检查计量器具应无故障,需要校队时调整好刻度“0”,计量要准确。
3、物料计量使用的计量器具和精度果蔬汁、白砂糖、果葡糖浆、果粒等大料,使用磅秤,称量精度要达到±0.01kg。
茶饮料中茶粉的计量精度要求±2.5g。
稳定剂、柠檬酸使用普通电子称,精度要求±2.5g,其他辅料如阿斯巴甜、安赛蜜、甜蜜素等精确度要达到±1 g,粉状香料、色素的称量用药物架盘天平秤取精度要求在±0.1 g。
4、称料记录物料称量时,对照配料专用表格每称量一样,就在该料对应的表格内打钩。
每一种小料都要单独放置,称量完毕后对照配料表一一对照核实,确保无误后作出其他项目的记录。
5、物料称量与存放(使用的容器均为食品级不锈钢制作)(1)对照配料表分别称量白砂糖、果蔬汁、果粒、果葡糖浆并各自置于不锈钢桶内待用。
(2)对照配料表称量柠檬酸(或苹果酸)单独置于不锈钢盆中。
(3)分别称量稳定剂、甜味剂、其他辅料,分别置于小的不锈钢容器中,待核实后可倒入一个不锈钢盆中。
把它称为混合辅料。
(4)称量的色素单独溶解。
液体香精两种以上,要单独的存放(混合一起可能会发生变应)。
6、水处理按纯净水生产系统的操作规程操作,确保饮料用水达到要求,满足生产用水需求。
7、物料调配及对应的工艺参数7.1调制工序对果汁果味乳味饮料(1)在调配罐内加入2/3的90℃热水。
(2)把混合辅料倒入调制罐内,启动剪切搅拌器10分钟,使各种物料充分溶解,停止搅拌。
(3)白砂糖在化糖锅内溶解,启动搅拌器使溶解速度加快。
溶解温度100℃,经300目滤网过滤后打入调制罐内。
(4)把果蔬汁、果葡糖浆倒入调制罐内。
(5)启动搅拌器搅拌。
(6)将柠檬酸用5倍热水充分溶解,倒入调制罐内,停止搅拌。
开启调制罐的进水阀门,进入90℃水,定容(预先测好的液面高度)。
关闭进水阀,开启搅拌,开启进气截门加热。
实用文档饮料生产作业指导书文件编号编制审核批准分发号受控状态版本/ 修订实用文档饮料生产作业指导书第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章工艺流程图实用文档原料清洗去皮软化榨汁、打浆辅料配料定容管道过滤脱气均质杀菌灌装旋盖灯检倒瓶杀菌套标缩标喷码检验装箱入库排瓶消毒PET 瓶盖子第三章操作过程和工艺条件一、原料前处理1原料选用成熟度高(成熟度9 成以上),新鲜度好,品相新鲜果蔬。
2挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3冲洗用流动清水冲净表面泥沙。
4捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1原料去皮,软化1.1 作业前准备1.1.1领用当班生产用品、用具,穿戴工作服、鞋、帽;1.1.2清理并做好车间机器障碍物及工、器具卫生;1.1.3检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4检查连接好管道,严格执行前处理车间CIP 程序。
1.2 去皮软化1.2.1沥干后的胡萝卜进行热汤去皮1.2.2 将原料投入95℃的沸水中热烫10 分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10 分钟捞出1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。

饮料生产作业指导书本指导书是针对饮料生产作业实现工艺流程和质量控制的一些建议和步骤。
旨在保证饮料的品质安全和生产效率。
一、饮料生产工艺流程1. 原料准备:将需要用到的原材料洗净、切割或研磨。
原材料要经过检验和筛选,确保质量符合要求。
2. 配料混合:按照比例将各种原材料进行混合。
3. 酸化处理:将混合物加入酸化发酵杆菌发酵,使其发酵后达到所需的酸度。
4. 加热杀菌:经过酸化发酵后的混合物加热至90度以上杀菌,避免细菌污染。
5. 瓶装:将处理后的饮料灌装至瓶子中,并用螺旋盖或其他密封方法密封。
6. 二次杀菌:将瓶子封口后再次加热到85-90度以上进行杀菌。
7. 冷却:冷却处理后的饮料至常温,以便储存和销售。
二、饮料生产质量控制1. 原材料检验:进货的原材料要经过检验,检查是否超过保质期,是否有异味、异色、虫蛀等情况,以确保原材料的质量符合要求。
2. 操作人员合格:操作人员必须经过培训并合格,确保对生产工艺流程的理解和把握,以及对操作过程的整体掌控。
3. 清洁、消毒操作:保持生产场地整洁,每次生产结束后,要彻底清洗消毒生产设备和场地,杜绝污染。
4. 生产记录:生产过程中要记录每个步骤的操作及时间,保留样品并进行品质检查。
这有助于在出现问题时进行核对和溯源。
5. 饮料瓶装和包装:瓶装和包装要符合卫生要求,保证产品安全性和外观质量。
6. 频繁检查:对生产过程、设备和产品进行频繁的检查,发现并及时处理问题。
三、饮料生产注意事项1. 应注意原材料的储存:应存放在阴凉、干燥、通风的地方,以避免受潮、霉变、变质。
同时要避免与其他有毒有害物品接触。
2. 清洁设备:在使用之前、正在使用和使用之后,应定期对设备进行清洁、消毒工作,以杜绝污染。
3. 选择优质材料:在选择包装材料时一定要选择质量优良的材料,这样可以避免材料从而影响到产品的质量。
4. 权威检测:产品的所有原料和成品都必须经过权威部门的检测,检测包括成分分析、微生物检测等。
固体饮料作业指导书
原辅料*调配* 脱水干燥* 成型包装* 成品
1、原辅料:所采购的原辅材料必须符合相应的国家标准、行业标准及有关规定,采购原材料时必须向对方索取有关的验证材料,验证合格后方可购进,不符合要求的原辅料不能接收。
2、调配:严格按配料表将各种物料进行精确称量和配比计量,倒入搅拌机中搅拌均匀,并做好记录。
3、脱水干燥:将各种原料放入烘箱中,将烘箱温度设置为130℃,烘干时间为1h,使物料呈现干燥松散状后取出。
4、内包装:包装前先使用用紫外线消毒灯照射,然后在包装台上进行称量包装,包装工人的手不能直接接触产品,注意卫生。
检查包装物无破损、无开裂,要求包装工人严格按操作工序进行操作,封口完毕后必须查验封装是否严密,无泄漏。
5、装箱、入库:产品按品种、规格,不同批次分装于外包装箱内,纸箱上内放合格证,以及产品名称、规格、生产日期、批号等。
关键控制环节:
原辅料:各种原辅料应符合标准要求,采购前需查验供方的三证和第
三方出具的检验报告,查验合格后方可进行采购。
调配:严格按配料表进行精确配比计量,并做好记录。
脱水干燥:烘箱温度设置为130℃,烘干时间为1h,使物料呈现干燥松散状。
成型包装:要求包装工人严格按操作工序进行操作,封口完毕后必须查验封装是否严密,无泄漏。
饮品生产作业指导书
目录
1. 前言
2. 安全注意事项
3. 原材料准备
4. 饮品生产流程
5. 清洁卫生注意事项
前言
本指导书适用于饮品生产厂家,旨在为生产工作提供一些指导和建议。
安全注意事项
1. 生产过程中,应注意质量与卫生的统一。
严禁在生产车间内吸烟、喧哗和随意进出。
2. 生产作业人员必须严格按照操作规程操作,避免违规操作造成安全事故。
3. 工作中要注意个人卫生,穿戴干净卫生的工作服、帽子、口罩等防护用品。
4. 在使用生产设备时,必须按照规范要求使用,禁止擅自改动。
原材料准备
1. 原材料应选用符合国家质量标准的产品。
2. 原材料应按照要求存放于库房内。
3. 从库房中取出原材料时,应注意防潮、防晒、防火等问题。
饮品生产流程
1. 准备好符合要求的原材料。
2. 原材料在配料池中进行配制,按照生产规程配比。
3. 经过混合、加热、杀菌、冷却等一系列流程,制成成品。
4. 检测成品的口感、色泽、气味、PH值等指标是否符合要求。
5. 包装。
清洁卫生注意事项
1. 厂房、车间、设备、库房等场所要经常保持清洁卫生。
2. 各项设备操作前后要进行卫生清洗和消毒处理。
3. 操作工序中,应注意个人卫生,避免将口水、痰液等污染物
带入车间内。
4. 禁止在车间内乱扔垃圾,要及时清理干净。
结束语
以上是饮品生产作业的部分指导规范,希望能对饮品企业的生产工作起到一定的帮助与指导。
饮料生产作业指导书一、引言在现代社会中,饮料已经成为人们生活中必不可少的一部分。
无论是工作还是休闲,人们都离不开饮料的陪伴。
而饮料的生产过程中,作业指导书的编写和遵循则显得尤为重要。
本文将从原料准备、生产工艺、质量控制等方面,为饮料生产过程提供一份详细的作业指导书。
二、原料准备1. 原料选择在饮料生产过程中,原料的选择至关重要。
根据不同类型的饮料,选择适合的原料是确保产品品质的关键。
例如,对于碳酸饮料,应选择优质的碳酸水和合适的调味剂;对于果汁饮料,应选择新鲜的水果,并进行适当的处理。
2. 原料储存原料的储存也是饮料生产中不可忽视的环节。
原料应储存在干燥、通风、无异味的环境中,避免受潮、霉变等情况发生。
同时,应根据不同原料的特性,采取适当的储存方式,如冷藏、密封等,以保持原料的新鲜度和品质。
三、生产工艺1. 配方制定配方制定是饮料生产的基础,直接关系到产品的口感和品质。
在制定配方时,应根据市场需求、消费者口味偏好以及原料的特性,合理搭配各种成分,以达到理想的口感和口感。
2. 生产设备饮料生产需要使用各种设备,如搅拌机、灌装机、消毒设备等。
在使用这些设备时,应严格按照操作手册进行操作,确保设备的正常运行和产品的安全卫生。
3. 生产流程饮料生产的流程一般包括原料准备、混合搅拌、杀菌消毒、灌装包装等环节。
在每个环节中,都需要按照标准操作程序进行操作,并严格控制各项参数,如温度、时间、压力等,以确保产品的质量和安全。
四、质量控制1. 原料检验在饮料生产过程中,对原料的检验是确保产品质量的重要环节。
应对原料进行外观、气味、口感等方面的检验,并进行化验分析,确保原料符合相关标准和要求。
2. 生产过程监控在生产过程中,应设置相应的监控点,对关键参数进行实时监测。
如温度、pH 值、浓度等,以确保生产过程的稳定性和一致性。
3. 产品检验生产完成后,应对产品进行全面的检验。
包括外观、口感、气味、营养成分等方面的检验,以确保产品符合相关标准和要求。
*************有限公司****固体饮料生产作业指导书文件编号:QS-STP-001-00制定人:日期:年月日审核人:日期:年月日批准人:日期:年月日分发部门:生产部质量部执行日期: 年月日目录第一章总则第二章产品概述第三章生产配方及生产工艺流程图第四章操作过程和工艺条件第五章物料、成品质量标准及贮存、注意事项第六章质量控制要点一览表、工艺员查证内容、质量检查员检查内容第七章工艺卫生和环境卫生第八章主要工序提取消耗指标及物料平衡第九章附则第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范固体饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导、工艺环境和卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽、冷的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于杨凌萃健生物工程技术有限公司固体饮料生产车间及管理部门。
六.本指导书由****部提出,由管理者代表签署发布。
第二章产品概述本品是以*****、麦芽糊精为主要原料,添加木糖醇、****,****经加水浸泡提取、过滤、浓缩、调配、干燥、粉碎、混合、包装工艺加工制成的*****固体饮料。
名称:****固体饮料汉语拼音:** Gutiyinliao类型:固体饮料色泽:本品呈浅黄色至棕黄色,,冲溶后呈均匀混悬液。
规格:5.0g/袋贮藏:密封,阴凉处避光贮存。
有效期:24个月第三章生产配方及工艺流程图1.配方及批量100.0kg(2万袋)2.工艺流程图(含生产区环境净化级别)第四章操作过程及工艺条件1.开工准备1)复查作业场所,确认现场合格。
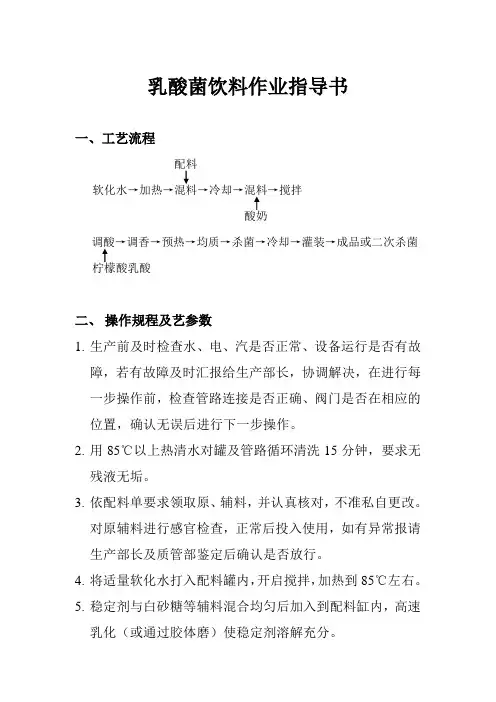
乳酸菌饮料作业指导书一、工艺流程配料软化水→加热→混料→冷却→混料→搅拌酸奶调酸→调香→预热→均质→杀菌→冷却→灌装→成品或二次杀菌二、操作规程及艺参数1.生产前及时检查水、电、汽是否正常、设备运行是否有故障,若有故障及时汇报给生产部长,协调解决,在进行每一步操作前,检查管路连接是否正确、阀门是否在相应的位置,确认无误后进行下一步操作。
2.用85℃以上热清水对罐及管路循环清洗15分钟,要求无残液无垢。
3.依配料单要求领取原、辅料,并认真核对,不准私自更改。
对原辅料进行感官检查,正常后投入使用,如有异常报请生产部长及质管部鉴定后确认是否放行。
4.将适量软化水打入配料罐内,开启搅拌,加热到85℃左右。
5.稳定剂与白砂糖等辅料混合均匀后加入到配料缸内,高速乳化(或通过胶体磨)使稳定剂溶解充分。
6.物料冷却到30℃,将酸奶(酸奶制备见后三)加入。
7.将柠檬酸、苹果酸和乳酸用10倍冷水稀释后,用喷壶缓慢加入配料罐内。
8.加入香精,搅拌10分钟。
9.预热至65~70℃均质,要求一级均质压力10~12MPA,二级均质压力18~21MPA。
10.物料进入超高温灭菌机进行杀菌,要求95~100℃,4~6秒。
11.杀菌后的物料经板式换热器冷却至常温,进行灌装,(热灌装产品80℃以上灌装)等待灌装时间不要超过3个小时。
12.物料装瓶后两小时内,进入热水池进行杀菌。
13.待温度冷却至4℃以下,进行打码、贴标签、装箱。
要求标签要整齐,打码要正确、清晰。
14.检验、入库。
三、酸奶制备1.将100%鲜奶加热到50℃左右或将奶粉(无抗生素)用50℃左右的净化水充分溶解并水合15分钟以上,制备成100%复原乳。
2.预热到60℃。
3.25Mpa均质。
4.90~95,10分钟或137℃,4秒热处理。
5.冷却到44~45℃左右,在无菌条件下接种,搅拌时间大于5分钟。
6.43℃发酵4~5小时。
7.搅拌冷却到20℃以下。
发酵乳制备完毕。
饮料生产作业指导书 This manuscript was revised by the office on December 22, 2012饮料生产作业指导书饮料生产作业指导书第一章 总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章 工艺流程图第三章 操作过程和工艺条件一、原料前处理 1 原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2 挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3 冲洗用流动清水冲净表面泥沙。
4 捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1 原料去皮,软化 1.1 作业前准备1.1.1 领用当班生产用品、用具,穿戴工作服、鞋、帽; 1.1.2 清理并做好车间机器障碍物及工、器具卫生;1.1.3 检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4 检查连接好管道,严格执行前处理车间CIP 程序。
1.2 去皮软化1.2.1 沥干后的胡萝卜进行热汤去皮℃的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出 1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
固体饮料生产作业指导书一、引言固体饮料是一种方便携带、易于储存和使用的饮料形式,广泛应用于各种场合和消费群体。
为了确保固体饮料的质量和安全性,本作业指导书旨在提供一套标准化的操作流程,以指导固体饮料生产过程中的各项作业。
二、作业环境1. 生产车间应保持干净整洁,防尘、防蚊虫,并配备必要的通风设施。
2. 温度控制在适宜范围内,避免过高或者过低对产品质量的影响。
3. 车间内应设置防火设施,确保生产过程的安全性。
三、原材料准备1. 原材料应符合国家相关标准,确保质量安全。
2. 原材料的储存应遵循先进先出的原则,避免过期使用。
3. 原材料的称量和配比应准确无误,确保产品的口味和质量稳定。
四、生产工艺流程1. 原料混合:按照配方比例将各种原材料放入混合机中,进行均匀混合。
2. 研磨:将混合后的原料进行研磨,使颗粒达到所需的细度。
3. 烘干:将研磨后的原料进行烘干处理,去除多余的水分。
4. 冷却:将烘干后的原料进行冷却处理,降低温度。
5. 包装:将冷却后的产品进行包装,确保产品的密封性和卫生安全。
6. 检验:对包装好的产品进行质量检验,确保产品符合相关标准。
7. 成品储存:将合格的产品进行储存,避免受潮、受热等不良影响。
五、设备操作规范1. 操作人员应熟悉设备的使用方法和操作流程,并定期进行设备维护和保养。
2. 操作人员应佩戴适当的防护用品,如手套、口罩等,确保个人安全。
3. 操作人员应按照操作规范进行操作,严禁私自调整设备参数或者操作方法。
4. 设备故障应及时报修,并在故障排除后进行测试和验证。
六、卫生要求1. 操作人员应保持良好的个人卫生习惯,如洗手、穿戴干净的工作服等。
2. 生产车间应定期进行清洁和消毒,确保无菌环境。
3. 废弃物应及时清理,避免滋生细菌和异味。
七、质量控制1. 生产过程中应进行严格的质量控制,包括原料质量、生产环境和产品质量等方面。
2. 每批产品应进行抽样检验,确保产品符合相关标准。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==饮料配料作业指导书篇一:饮料生产作业指导书饮料生产作业指导书饮料生产作业指导书第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章工艺流程图第三章操作过程和工艺条件一、原料前处理 1 原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2 挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3 冲洗用流动清水冲净表面泥沙。
4 捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1 原料去皮,软化 1.1 作业前准备1.1.1 领用当班生产用品、用具,穿戴工作服、鞋、帽; 1.1.2 清理并做好车间机器障碍物及工、器具卫生;1.1.3 检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4 1.2 去皮软化1.2.1 沥干后的胡萝卜进行热汤去皮1.2.2将原料投入95℃的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出 1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
含维生素c固体饮料生产操作规程以含维生素C固体饮料生产操作规程为标题一、引言含维生素C固体饮料是一种富含维生素C的饮品,具有补充维生素C的功能,受到广大消费者的喜爱。
为了确保产品质量和生产效率,制定一套符合规范的操作规程是非常重要的。
二、原料准备1. 维生素C:选用高质量的维生素C原料,注意检查生产日期和保质期。
2. 葡萄糖:选用纯度较高的葡萄糖,确保产品口感和甜度的稳定性。
3. 酸味调节剂:根据产品配方需求,选用适宜的酸味调节剂,如柠檬酸或苹果酸。
4. 防腐剂:添加适量的防腐剂,确保产品在储存和运输过程中的品质稳定性。
5. 香精和色素:根据产品需求添加适量的香精和色素,提升产品口感和外观。
三、生产工艺流程1. 原料称量:按照配方进行原料准备,精确称量维生素C、葡萄糖、酸味调节剂、防腐剂、香精和色素等原料。
2. 混合搅拌:将称量好的原料倒入搅拌机中,进行充分混合搅拌,确保原料充分均匀混合。
3. 过滤消毒:将混合好的原料进行过滤消毒,去除其中的杂质和微生物,确保产品的卫生安全。
4. 灌装封口:将过滤消毒后的原料灌装到瓶子或包装袋中,进行封口,确保产品的密封性和保存期限。
5. 杀菌处理:对已封好的产品进行杀菌处理,确保产品在储存和运输过程中的卫生安全。
6. 包装成品:对经过杀菌处理的产品进行外包装,标明产品名称、生产日期、保质期等信息,并进行成品入库。
四、操作要点1. 原料准确:严格按照配方进行原料的准备和称量,确保每一批产品的配比准确。
2. 混合均匀:混合搅拌过程中,要确保原料充分均匀混合,防止出现不均匀的情况。
3. 过滤消毒:过滤消毒环节是确保产品卫生安全的关键步骤,要选择合适的过滤设备,并进行充分消毒。
4. 灌装封口:灌装封口过程中,要保持环境卫生,确保容器的密封性和产品的保存期限。
5. 杀菌处理:杀菌处理要使用合适的方法和设备,确保产品在储存和运输过程中不受细菌污染。
6. 包装成品:成品包装要专业、整洁,标明产品的相关信息,便于消费者查看和购买。
“玛拉”牌植物饮料生产作业指导书——目的:规定操作性作业指导书,使员工操作前有法可依。
公司建立和保持作业指导规范,保证食品安全危害通过控制工作环境进入产品的可能性;控制产品的生物、化学和物理污染,包括产品之间的交叉污染;控制产品和产品加工环节的食品安全危害水平,以达到保证食品的安全。
——适用范围:本规定适用于本厂饮料加工车间,使饮料加工在标准卫生条件下进行,确保生产出符合顾客对品质规格和安全卫生要求的饮料。
——职责:行政部负责操作性作业指导书的制定和督察,生产部执行操作性作业指导书。
——内容:一)安全生产规范1.水质安全控制1)公司用水是合肥市供水集团提供的市政自来水,质检科确保按照规定的时间间隔对水质进行监测,确保其符合国家生活饮用水标准。
(2)公司备有完整的供水、生产、生活污水主管线网络和生产用水网络,对生产车间的水龙头进行登记;生产部对其进行管理和维护,有效防止生产用水和生活污水相混淆。
(3)每年由包河区疾控中心进行一次水品控测。
(4 )质检科负责对水质微生物每月检测一次,游离性余氯、色度、气味、PH 值每星期检测一次,并记录在生产用水检验报告上。
抽取水样的方法是:先把水龙头打开放水2-3 分钟,再用75% 的酒精消毒出水口,再放水2-3 分钟后,用灭菌的容器取样送检。
(5)生产用水质检不合格时应立即停止生产,查找原因并予排除,直到恢复合格后方可生产。
2.防止交叉污染(1 )员工工作服每天集中清洗,并用紫外线杀菌灯或臭氧杀菌器消毒 1 小时。
(2)在原料工序工作的人员,不得到半成品工序串岗;如因工作需要,必须先进行严格的洗手消毒程序后方可进入。
(3 )下班后,生产车间应做好卫生清洁工作,开紫外线杀菌灯对空间进行 1 小时的杀菌消毒。
(4)生产过程中的原料、半成品、成品应分开处理,防止交叉污染。
(5)盛放食品的工器具不得直接接触地面,废弃物由专用容器收集存放,并做好标识以防止误用。
(6)内包装材料在使用前应抽样检查,确认无污染后方可投入使用。
GDYF-SJ-07关键工序检验作业指导书适用范围:生产过程中关键工序的检验季节中的花开花落,都有自己的命运与节奏,岁月如歌的谱曲与纳词,一定是你。
人生不如意十之八九,有些东西,你越是在意,越会失去。
一个人的生活,快乐与否,不是地位,不是财富,不是美貌,不是名气,而是心境。
有时候极度的委屈,想脆弱一下,想找个踏实的肩膀依靠,可是,人生沧海,那个踏实肩膀的人,也要食人间烟火,也要面对自己的不堪与无奈。
岁月告诉我:当生活刁难,命运困苦,你的内心必需单枪匹马,沉着应战。
有时候真想躲起来,把手机关闭,断了所有的联系,可是,那又怎样,该面对的问题,依旧要面对。
与其逃避,不如接纳;与其怨天尤人,不如积极主动去解决。
岁月告诉我:美好的人生,一半要争,一半要随。
有时候想拼命的攀登,但总是力不从心。
可是,每个人境况是不同的,不要拿别人的标准,来塑造自己的人生。
太多的失望,太多的落空,纯属生活的常态。
岁月告诉我:挫败,总会袭人,并且,让你承受,但也,负责让你成长。
人生漫长,却又苦短,幽长的路途充满险阻,谁不曾迷失,谁不曾茫然,谁不曾煎熬?多少美好,毁在了一意孤行的偏执。
好也罢,坏也罢,人生的路,必须自己走过,才能感觉脚上的泡和踏过的坑。
因为懂得,知分寸;因为珍惜,懂进退。
最重要的是,与世界言和,不再为难自己和别人。
《菜根谭》中说:花看半开,酒饮微醉。
就是说,做事不必完美,享乐不可享尽,这是一种含苞待放的人生状态。
即使是最美的月亮,也会有盈亏的自然之道。
否则便是过犹不及,弄巧成拙。
心灵松绑了,活着才自由。
半生已过,走走停停,看透了生活,选择了顺流的方式,行走。
流水今日,明月前身。
感谢每一粒种子,每一缕清风,每一个阳光的日子,于时光的碎屑中,静品一盏流年的香茗。
撕开浮云的遮掩,其实,每个人心中都有各自的山水,都有一段难捱的时光,好在,总有一天,你的淡然低调,你的暗自努力,你的理性豁达,终将点燃你的整个世界,让故事的结局,美好而温柔。
篇一:固体饮料作业指导书固体饮料作业指导书文件类别:作业指导书文件编号: pk-090713撰写部门:品控部版本:第三版发行日期:2009年7月1日机密等级:机密一般合计页数:5页篇二:饮料作业指导书含乳饮料作业指导书一、目的促使班组质检员自身整体素质不断提高,在技术服务、指导上满足生产的需要,对生产过程实行质量全方位控制,使产品符合质量要求。
二、适用范围冷饮厂生产技术组,生产班组,全体生产人员。
三、程序说明1、含乳饮料生产工艺流程图:原料奶验收稳定剂、白砂糖等辅料净乳软化水溶解(90-95℃)(柠檬酸、乳酸、柠檬酸钠)加酸缓冲、平衡、加香精(55℃、20-22mpa)均质超高温灭菌(120—125℃)灌装、封口二次灭菌(90—98℃,10—40)抽样检验合格装箱出厂不合格报废2、含乳饮料的生产工艺说明:(1)原料乳验收控制须符合gb/t6914质量保障生产要求收购。
(2)调配工艺流程控制图:砂滤井水树脂软化水配料用水加热至85—95℃干粉混合机稳定剂+白砂糖(1:5) 高速搅磨溶解持续搅拌鲜牛奶乳酸柠檬酸冷水料液初步柠檬酸钠溶解搅拌定容香精、软化水加酸搅拌检验(3)均质均质化就是使脂肪球由原来直径0.1-22um不等的脂肪球变成均匀的直径为1-2um的脂肪球。
并且均匀的分散于乳中,可长期保持不分层。
较高的温度下,均质效果较好,但温度过高会引起乳脂肪、乳蛋白的变性。
另一方面,温度与脂肪球的结晶有关,固态的脂肪球不能在均质机内被打碎。
一般均质温度采用55-80℃,均质压力采用10-25mpa为宜。
若温度降低后均质,不仅降低了均质效果,而且会使脂肪球形成奶油粒。
均质后的脂肪球均匀分布在乳料中,防止了脂肪上浮,不易形成稀奶油层,所以脂肪就不易附着在包装的内壁和盖上。
均质后除脂肪均匀分布在物料中外,其他如稳定剂、白砂糖等与牛乳充分融合。
蛋白质、维生素a、维生素d等营养成分也呈均匀分布。
促进了其在人体内的吸收和同化作用。
(4)超高温灭菌:由于饮料的ph值一般在3.8-4.2之间,因此它属于高酸食品,其杀灭的对象菌为霉菌和酵母菌。
故采用超高温瞬时杀菌就能达到商业无菌的效果。
因此本工艺采用120—125℃的条件下进行杀菌,以求最大限度地避免制成品中维生素的流失。
(5)灌装:通过超高温加工生产出的产品,是以整体形式存在的,为使产品具有商业价值,必须分装于单个的包装中以进行贮存、运输和销售。
因此,灌装系统是生产超高温灭菌产品不可缺少的。
是保证产品在健康卫生的情况下到达消费者手中的必经过程灌装系统是生产线的心脏,它是保证产品质量的关键工序,通过灌装系统完成饮料的质量要求,包括以如下几个方面:a瓶顶空处应保持最低的空气量:空量多会使饮料的香味易于发生氧化作用. b保证产品的稳定封盖应封闭严密. 封盖的质量是否有高、歪盖、大小边现象. c最短时间完成灌装与封口并及时入锅。
(6)二次灭菌系统是生产线的心脏,它是保证产品质量的关键工序,通过二次灭菌系统完成饮料的质量要求,包括以如下几个方面:a升温灭菌快速达到90—98℃ b保持所需温度与压力。
c、保温期间随时观察气压与温度变化,气压低时即开启气泵加压阀加压,反之泄压,温度低时即开启蒸汽阀加热。
d、降温时观察压力表与温度变化,随着温度变化,压力同步变化不得有误差。
e将冷却好的半成品倒入冷却池即可。
(7)半成品的检验半成品工序检验除了日常的巡检外,要根据现有的抽检频率进行从二次灭菌后的成品取出7进行检验,结合产品质量指标严格执行.(8)各工序的关键控制点上瓶、盖瓶内刷洗、消毒、反冲五、设备的清洗:见cip清洗操作程序(1)原料乳验收控制符合gb/t6914质量保障生产要求收购。
(2)2、含乳饮料的生产工艺说明:调配工艺流程控制图:砂滤井水树脂软化水配料用水加热至85—95干粉混合机稳定剂+白砂糖(1:5) 高速搅磨溶解持续搅拌鲜牛奶乳酸柠檬酸冷水料液初步柠檬酸钠溶解搅拌定容香精、软化水加酸搅拌检验(3)均质均质化就是使脂肪球由原来直径0.1-22um不等的脂肪球变成均匀的直径为1-2um的脂肪球。
并且均匀的分散于乳中,可长期保持不分层。
较高的温度下,均质效果较好,但温度过高会引起乳脂肪、乳蛋白的变性。
另一方面,温度与脂肪球的结晶有关,固态的脂肪球不能在均质机内被打碎。
一般均质温度采用55-80℃,均质压力采用10-25mpa为宜。
若温度降低后均质,不仅降低了均质效果,而且会使脂肪球形成奶油粒。
均质后的脂肪球均匀分布在乳料中,防止了脂肪上浮,不易形成稀奶油层,所以脂肪就不易附着在包装的内壁和盖上。
均质后除脂肪均匀分布在物料中外,其他如稳定剂、白砂糖等与牛乳充分融合。
蛋白质、维生素a、维生素d等营养成分也呈均匀分布。
促进了其在人体内的吸收和同化作用。
(4)超高温灭菌:由于饮料的ph值一般在3.8-4.2之间,因此它属于高酸食品,其杀灭的对象菌为霉菌和酵母菌。
故采用超高温瞬时杀菌就能达到商业无菌的效果。
因此本工艺采用120—125℃的条件下进行杀菌,以求最大限度地避免制成品中维生素的流失。
(5)灌装:通过超高温加工生产出的产品,是以整体形式存在的,为使产品具有商业价值,必须分装于单个的包装中以进行贮存、运输和销售。
因此,灌装系统是生产超高温灭菌产品不可缺少的。
是保证产品在健康卫生的情况下到达消费者手中的必经过程灌装系统是生产线的心脏,它是保证产品质量的关键工序,通过灌装系统完成饮料的质量要求,包括以如下几个方面: a瓶顶空处应保持最低的空气量:空量多会使饮料的香味易于发生氧化作用. b保证产品的稳定封盖应封闭严密. 封盖的质量是否有高、歪盖、大小边现象. c最短时间完成灌装与封口并及时入锅。
(6)二次灭菌系统是生产线的心脏,它是保证产品质量的关键工序,通过二次灭菌系统完成饮料的质量要求,包括以如下几个方面: a升温灭菌快速达到90—98℃ b保持所需温度与压力。
c、保温期间随时观察气压与温度变化,气压低时即开启气泵加压阀加压,反之泄压,温度低时即开启蒸汽阀加热。
d、降温时观察压力表与温度变化,随着温度变化,压力同步变化不得有误差。
e将冷却好的半成品倒入冷却池即可。
(7)半成品的检验半成品工序检验除了日常的巡检外,要根据现有的抽检频率进行从二次灭菌后的成品取出7进行检验,结合产品质量指标严格执行. (8)各工序的关键控制点篇三:质量管理手册(固体饮料)受控编号:青岛康尔生物工程有限公司q /ke-qs -2015质量管理手册版本 a编制:黄华荣审核:高华光批准:孙吉芹2015-01-05发布 2015-01-05实施质量管理手册颁布令青岛康尔生物工程有限公司依据《食品质量安全市场准入审查通则》,结合公司发展的实际情况,重新编制了《质量管理手册》。
本手册规定了公司的质量安全方针和质量目标,对质量和食品安全管理体系的过程顺序和相互作用进行了描述,适用于公司食品加工实现过程的控制与管理。
本手册同时适用于内部与外部(包括认证机构)评定,并适用于证实公司有能力稳定地提供满足顾客和适用法律法规要求的产品。
本手册是公司管理体系的法规性文件,体现了公司的管理战略和生产经营特点,是全体员工的纲领和行动准则,现予以批准发布,并于2015年01月05日正式实施。
要求全体成员按《质量管理手册》要求严格执行,确保公司质量安全体系持续、有效地运行,共同为提高本公司质量安全管理水平而努力。
我们将以诚实守信、互惠互利为宗旨,以质量求生存,以信誉求发展,创建名优品牌,让消费者在质量安全保证和优质产品中得到满意。
企业负责人: 2015年01月04日一、组织领导(q /ke-qs-2015-01)(1)企业组织结构概述5篇四:饮料生产作业指导书饮料生产作业指导书饮料生产作业指导书第一章总则一.生产作业指导,是企业生产活动的最重要、最基础的管理之一。
生产作业活动是最直接关系到企业产品生产的产量、质量和成本。
为规范饮料生产作业的操作过程,特制定本生产作业指导书。
二.生产作业指导的主要内容包括工艺流程指导、操作过程与工艺条件指导、质量控制指导和工艺环境卫生管理指导。
三.保障生产作业过程的先进性、合理性,充分发挥设备的效力,优质、高产、低消耗,确保生产作业过程的安全、高效率是生产作业指导的宗旨。
四.原辅材料的供应及水、电、汽的供应、运输,劳动组织、设备的维护保养、更新改造、技术改造等,都是为生产作业的高效、安全运行服务的。
因此,必须为保证生产作业的正常、安全运行,创造一个良好的环境和条件。
五.本指导书适用于永昌健源绿色食品有限责任公司、饮料生产车间及各管理部门。
六.本指导书由品管部提出,由总经理批准发布。
第二章工艺流程图第三章操作过程和工艺条件一、原料前处理 1 原料选用成熟度高(成熟度9成以上),新鲜度好,品相新鲜果蔬。
2 挑拣剔除病虫害,霉烂以及碰撞伤的不合格果,并去除混入的杂草等。
3 冲洗用流动清水冲净表面泥沙。
4 捞出胡萝卜捞出后,沥干水分。
二、去皮与打浆1 原料去皮,软化 1.1 作业前准备1.1.1 领用当班生产用品、用具,穿戴工作服、鞋、帽; 1.1.2 清理并做好车间机器障碍物及工、器具卫生;1.1.3 检查预煮、破碎机、榨汁机、离心分离机等机器设备是否正常,以保证生产时运作正常;1.1.4 1.2 去皮软化1.2.1 沥干后的胡萝卜进行热汤去皮1.2.2将原料投入95℃的沸水中热烫10分钟,捞出后用流动水冲洗,表皮会自然脱落,然后将去皮后的原料投入夹层锅,开启蒸汽冷伐煮沸10分钟捞出 1.3 破碎启动破碎机,将预煮好的胡萝卜通过提升机进入破碎机内,进行破碎,底部用低位锅进行盛接。
注:破碎时可适当加水,以免堵塞。
三、配料、杀菌、灌装与包装1 备料1.1 按批生产指令领取原辅料,并核对。
1.2 检查外观,发现色泽、风味不合格或有异物等及时报告有关部门,等待处理。
1.3 核对领取的每包自配小料,应贴有品名代码、配料日期与操作者的签名。
2 作业前准备2.1 领用当班生产用品、用具,穿戴工作服、鞋、帽。
2.2 检查机台工作环境卫生并清理机器障碍物。
2.3 检查理瓶机、均质机、杀菌机、灌装机、喷码机、缩标机等机器设备,查看各种开关是否在正常状态,以保证生产时运作正常。
2.4 检查连接好管道,严格执行cip程序。
3 配料3.1 按生产任务要求进行投料。
3.2 投料时必须有二人在场,核对品名(或代码),投料人、复核人均应在生产记录上签字。
3.3 化糖3.3.1 在高速混料缸内加入适量纯净水,加热至80℃后,加入砂糖和砂糖配料a预混合料,开动搅拌器,加热至95℃后,关闭蒸汽阀门。
3.3.2 将糖浆倒入不锈钢移动槽车,加入适量热纯净水,搅拌溶解后,泵入高速混料缸。