热轧带钢单边浪控制与调整技术分析
- 格式:doc
- 大小:267.00 KB
- 文档页数:20
平整过程中浪形与挫伤分析控制摘要:平整工序是热轧板带钢生产过程中的重要环节,消除屈服平台、改善力学性能和获得良好板形及所要求的表面结构,提高平整机的板形控制能力对于改善热轧带钢的板形质量具有重要意义。
关键词:延伸率;弯辊力;凸度;轧辊磨损;单边值前言在热轧带钢的生产中,经常会出现各种质量缺陷,如中浪、边浪、3/4浪、轧偏、压痕、塔形、松卷、划伤、麻面等等。
为了提高板形质量,在热轧后续工序中引入平整工艺,使薄板具有更佳的力学性能和表面质量。
1.浪形1.1浪形分析平整中体现板形的直观概念为平直度,所谓平直度是指钢板不平直的程度,即为对一平坦平面的偏离程度。
热轧带钢板形缺陷源于带钢横截面上各点沿轧制方向的延伸不相同,延伸较大的部分被迫受压,而延伸较小者则被迫受拉。
在拉伸的作用下不会引起板形问题,但是当受压应力超过一定的临界值时,该部分板材将产生不同形式的屈曲,若带钢中间受压两边受拉则易产生中间浪,反之则易产生边浪。
浪形缺陷多发生在屈服强度较低、规格较薄的热轧带钢上,这是因屈服平台易产生的拉伸应变所致。
除了双边浪和中浪外也会出现单边浪。
它是由于精轧机的单侧压力调整不当而产生。
1.2浪形控制平整工艺中对于浪形控制的各种功能与手段很多,诸如延伸率、弯辊力、轧辊凸度及磨损程度等,但都离不开两个原则,即:1.钢板各点延伸率一致;2.轧制前后钢板凸度一致。
这是因为,平整轧制实际上是一种小压下率的二次冷轧,所以很难测出平整机出入口带钢的厚度偏差,所以平整轧制更侧重于达到带钢的延伸率,来实现板形控制;其二平整原料均为常温,带钢凸度已经固定。
⑴延伸率延伸率是平整机轧制中控制带钢力学性能的唯一指标,其数值是根据钢种组织结构特性和最终用途按要求给定的,它的大小和均匀程度直接影响带钢的平整质量和深加工性能。
在平整工艺上,每一种规格都对应着一定的延伸率,而对同一种规格的带钢进行平整时,要求其延伸率保持恒定,即在误差范围内波动,这样才能使带钢的纵向性能质量得到保证,有利于带钢的进一步深加工。

2012 年12 月D ece mb e r,2012Sc i e n ce and T ec hn o l og y o f Baot ou S t e e l*带钢热轧时的跑偏原因与控制措施郑贵宾( 包头( 集团) 公司技术质量部,内蒙古包头014010)摘要:文章在分析带钢热轧时跑偏原因的基础上,对带钢粗轧和精轧等过程中的跑偏提出了相应的控制措施,从而提高带钢轧制过程的稳定性,保证带钢产品质量。
关键词:热轧带钢;轧制过程;跑偏;稳定性中图分类号:TG333.7 + 2 文献标识码:B文章编号:1009 -5438(2012)06 -0013 -03 Causes and C o n t r o l M e a s u r es f o r Running D e v i a t i o n of S t ri p s when Hot R o lli n gZHENG G u i-b i n( T ec hn o l og y and Quality D e p t.of Ba otou S t ee l(G r o u p)C o r p.,Baotou 014010,N e i M o n ggo l,Ch i na)Ab s tr ac t:I n the paper,the r e l a t i v e co nt r o l measures are put forwar d ba se d o n a n a l y z i n g th e cau se s f or r unn i n g d e v i a-t i o n of r o u g h i n g and f i n i s h i n g r o lli n g s t r i p s. A s a r es u l t,th e s t a b ili ty of r o lli n g co u l d be i mp r o v e d and the qu a li ty of s t r i p s co u l d be g u a r a nt ee d.K e y w o r d s:hot r o ll e d s t r i p s; r unn i n g d e v i a t i o n of r o lli n g;co nt r o l m eas u r e s带钢轧制过程中的稳定性直接影响到带钢产品的质量,在生产过程中热轧带钢端部的月牙弯缺陷、带钢的跑偏、带钢端部与导板装置的碰撞等运行故障直接导致生产过程的中断,是造成带钢轧制过程稳定性低的重要原因[1]。

防止带钢头部在精轧机内跑偏引起的不对称浪形的技术张智刚概述:在热连轧轧制过程中,尤其是轧制生产厚度≤3.0规格的带钢时,中间坯在精轧机穿带的过程中头部极易形成侧弯或蛇形弯,这样的问题的存在导致带钢头部穿过精轧机后易形成头部不对称浪形。
因钢卷产品头部不对称浪形的存在导致给下工序的生产带来了空难及用户提出的质量异议逐步在增加。
一、宝钢原有技术八钢公司1750热连轧机组的轧机布置形式由一架带立辊的粗轧机组和6架精轧机组组成,板坯厚度为220mm,中间坯厚度为28-50mm,成品钢卷厚度为1.2-16mm。
因此轧制厚度规格≤3.0mm规格的钢卷时,粗轧机的最大压下率为87.3%,精轧机的最大压下率达到了95.7%,由于机组固有的这种特性造成粗轧机轧制时中间坯咬入困难存在着打滑现象,头尾14m的长度范围内最大侧弯量达到80mm的情况;精轧机在轧制厚度≤3.0规格的带钢时头部穿出末机架时头部10m内带钢中心线偏离机组中心线最大达到70mm,致使带钢头部发生不对称浪形的情况在实际的生产中比较很难控制。
二、国外现有技术目前国内有相关厂家已经提出了关于对中间坯侧弯的控制成果,但没有对外公开其方法。
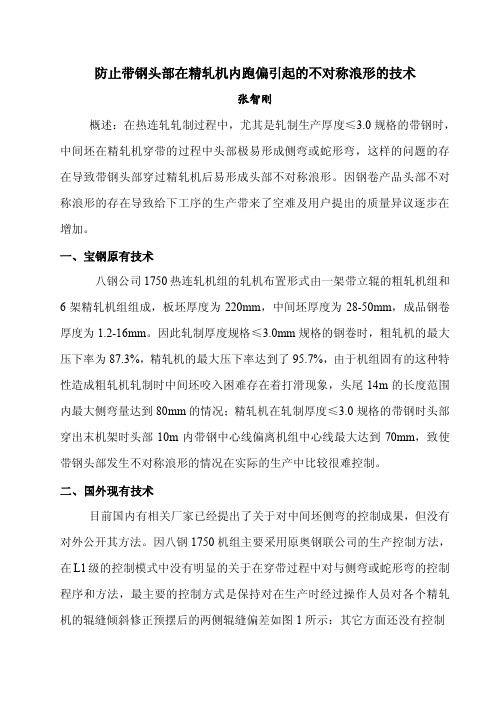
因八钢1750机组主要采用原奥钢联公司的生产控制方法,在L1级的控制模式中没有明显的关于在穿带过程中对与侧弯或蛇形弯的控制程序和方法,最主要的控制方式是保持对在生产时经过操作人员对各个精轧机的辊缝倾斜修正预摆后的两侧辊缝偏差如图1所示:其它方面还没有控制图1目前现有的对两侧辊缝保持的控制方法措施。
三、技术秘密具体内容及解决方法3.1 原存在问题A、如前所述,因1750粗轧机组和精轧机组的固有特性,主要存在着粗轧和精轧机组的大压下率的问题,由于大压下率特性的存在使得轧制过程中加大了轧辊和带钢的接触弧长相对压下率小的机架增加造成了轧制规程中轧辊的变形热异常增加。
常见的情况是轧制公里数相当减少,轧辊表面氧化膜异常剥落如图2所示:图2轧辊氧化膜异常剥落的情况B、带钢进入精轧机前,所有机架入口的侧导板开口度(或者精轧机前的小立辊开口度)必须预留大于实际带钢热态宽度一定量的间隙值,如下表表1,表2所示:因这样的设定是主要是受带钢的实际宽度计算不准的影响和表1国内标准热连轧工艺通用热连轧精轧侧导板宽度余量设定表表2宝钢公司某热连轧厂侧导板宽度余量设定表防止带钢头部与侧导板卡阻后引起废钢事故的原因,就必须要求有30-85mm 这样一个宽度预留的设定。
热轧带钢单边浪控制与调整技术分析带钢在热轧的过程中容易出现的单边浪缺陷,本文主要是针对造成带钢单边浪的各种主要原因进行分析并找出相应对策和措施。
带钢之所以产生单边浪形是因为带钢宽度方向上各点的延伸率不同,延伸大的部位会产生浪形。
在轧制过程中产生带钢单边浪的原因主要有:辊缝状态(辊缝调平)、坯料楔形、坯料宽度方向上温度不均、来料板形不良、入口导板不对中、轧辊两侧磨损不均、切头切尾不干净、轧机机座两侧刚度系数不同。
根据其形成原因出的对策:1、为了使轧辊辊缝具有良好的辊缝状态:每次换完辊后做辊缝标定前对各机架测压头清零,使空载压力偏差小于一定值;辊逢标定时压力偏差小于一定值;轧制计划编排时要合理。
2、当坯料有楔形时,首先要考虑调整上游机架的辊缝来消除横向厚度差,而对于下游机架的调整是要使本机架辊缝适应坯料横向厚度差。
3、在生产中为了消除坯料温度差,一方面要提高板坯加热质量,减少温差,另一方面要强化工艺通道的点检和维护,防止除鳞水嘴堵塞、切水板切水不良等原因使带钢冷却不均,造成温差。
4、当来料的板形不良时,首先要考虑调整上游机架即粗轧的辊缝来消除,以保证来料板形良好。
5、造成入口侧导板对中不良的原因有:入口导板本体安装时不对中、侧导板的衬板两边磨损不同等等,所以主要从这两个方面入手。
6、为了减少轧辊不均匀磨损:(1)开发新钢种轧辊(如高碳、高速钢轧辊等)、提高轧辊冷却效果、禁止轧低温钢及采用热轧润滑,来减少轧辊磨损;(2)开发均化轧辊磨损的技术。
7、轧制时为了保证切头切尾干净:(1)保证飞剪功能正常投入;(2)减小来料头尾的不规则:减小板坯出炉温差;合理分配粗轧各道次和立辊负荷;合理的板坯规格。
8、为了弥补轧机机座两侧刚度系数不等这一缺陷:合理分配各机架负荷;提高板坯加热质量,减小同板温差;加强工艺通道的点检和维护,减少带坯的温降;轧极限材时保证温度在上限等一系列措施来减小轧制时轧制压力的波动。
边浪的原因很多,辊缝、来料、温度等等很多因素都可能引起边浪,总之,凡是造成横向不均匀变形,带钢一侧比另一侧延伸大(单边浪)、或两侧均比中心大(两边都出浪)都有有可能出边浪,因为边浪产生的根本原因是变形不均引起的附加应力。

热轧带钢尾部轧破分析及控制方法探讨【摘要】热轧带钢尾部轧破主要有跑偏轧破、甩尾轧破、中浪轧破等,生产现场最多的就是跑偏轧破,引起跑偏轧破的各种因素较多,相互间有叠加影响,多因素的轧破严重制约生产。
通过对热轧带钢各类尾部轧破进行详细的成因分析,介绍了减少带钢尾部轧破相应的控制方法及措施。
【关键词】热轧带钢尾部轧破1.前言热连轧带钢生产,精轧在轧制薄规格(1.5*1035/2.0*1250/2.5*1500等以下)、硬质钢种宽轧件带钢时带钢尾部运行极不稳定,控制不好、操作不当不到位,非常容易发生带钢尾部轧破事故。
轧破给生产造成很大的危害,尾部破碎或折断很容易损伤辊面,造成产品的凹凸块缺陷,迫使更换轧辊;破碎残片如与轧件接触,又往往造成轧件表面刮伤或轧废堆钢事故;破碎残片带入卷取机内,轻者要影响卷取机的正常生产,重者还会损坏卷取机各辊面。
因此轧破破坏了精轧的轧制稳定性、连续性,严重时将影响合同完成率、事故辊耗加大,增加了工序制造成本。
随着八钢1750热轧产线轧制品种的多元化,每月生产硬质薄规格批量不断增大,造成带钢在精轧轧制稳定性存在较大问题,尾部轧破事故显得尤为突出,预防、减少带钢尾部轧破成为技术人员和操作人员的重点、难点工作。
2.带钢尾部轧破成因分析及控制方法2.1轧破定义“带钢轧破”,是指在正常生产过程中带钢在穿带、通板、抛钢时跑偏或甩尾的带钢边部或中部折叠进入下游机架,成品带钢表面出现多层重叠或轧穿、撕裂等现象称带钢轧破(如图1)。
图1 带钢轧破外观2.2带钢尾部轧破分类带钢尾部在精轧机内轧破表现形式较多,只有分清轧破各种表现形式,对症分析,才能制定有效的控制方法和操作思路。
(1) 按轧破宽度方向部位分:沿宽度方向尾部轧破形式分为边部(工作侧或传动侧)轧破和中间轧破两种,如图2。
A、边部轧破B、中间轧破图2 尾部轧破部位(2) 按轧破原因分:轧破原因较多,按轧破主要原因分为跑偏轧破、甩尾轧破、中浪或1/4浪叠轧轧破等各种形式,如图3。
2024年热轧带钢生产中的板形控制在带钢生产中,只有保证其良好的板形,才能确保生产顺利进行,才能使产品产量、质量不断提高。
当带钢内部残余应力足够大时,会使带钢翘曲,表现为侧弯、边浪、小边浪、小中浪。
在带钢钢种确定的情况下,产生翘曲与带钢的宽度、厚度有关。
带材越薄、越宽,生产中越易翘曲。
而目前市场对带材的需求是既宽且薄,因此,良好的板形控制非常重要。
一、生产中出现板形问题的主要原因1.带钢的不均匀受热或冷却带钢加热或冷却不均时会在内部产生应力,当其值超过极限就会出现板形问题。
在宽度方向上出现应力不均时会产生边浪或小边浪。
2.坯料尺寸不合如果坯料尺寸不合规格,断面厚薄不均,则会造成带材宽度方向延伸不均。
3.辊缝设置不合理如果辊缝设置不均匀,单边差较大,则会导致带材延伸不一致。
4.轧辊问题(1)在轧制过程中,轧辊因受较大轧制力、热凸度、磨损等影响,会出现一段有害变形区。
(2)由于轧辊材质或铸造问题,使用中会出现较大磨损;意外事故也会导致轧辊端部剥落,使带材受力严重不均,出现侧弯。
(3)轧辊导卫固定不牢,轧辊轴承座和机架窗口间隙大,也会引起轧辊横向窜动。
二、预防措施1.严格执行加热制度,保证加热质量生产中必须严格执行加热制度、停轧降温制度。
要根据轧制节奏需要,合理控制各段炉温,保证开轧温度,并使坯料加热均匀。
2.保证坯料表面质量和尺寸精度装炉前要对坯料进行表面检查,及时清除表面缺陷,并保证尺寸精度。
3.合理设置辊缝根据轧制规程合理调整各道次压下量,轧制速度必须与压下量相适应。
轧制过程中精轧机组保持小套量微张力轧制,精、粗轧机组之间保持无张力微堆轧制。
粗轧单边差不大于05mm,精轧单边差不大于003mm。
4.正确选择轧辊材质,合理设计轧辊辊型根据轧制过程中出现的轧辊有害变形区大小,计算支撑辊的弯曲挠度,合理设计辊型。
在支撑辊两端改为阶梯形过度。
另外,应合理选择轧辊材质,减少轧辊表面磨损,并尽可能减少有害变形区。
热轧带钢单边浪控制与调整技术分析带钢在热轧的过程中容易出现的单边浪缺陷,本文主要是针对造成带钢单边浪的各种主要原因进行分析并找出相应对策和措施。
带钢之所以产生单边浪形是因为带钢宽度方向上各点的延伸率不同,延伸大的部位会产生浪形。
在轧制过程中产生带钢单边浪的原因主要有:辊缝状态(辊缝调平)、坯料楔形、坯料宽度方向上温度不均、来料板形不良、入口导板不对中、轧辊两侧磨损不均、切头切尾不干净、轧机机座两侧刚度系数不同。
根据其形成原因出的对策:1、为了使轧辊辊缝具有良好的辊缝状态:每次换完辊后做辊缝标定前对各机架测压头清零,使空载压力偏差小于一定值;辊逢标定时压力偏差小于一定值;轧制计划编排时要合理。
2、当坯料有楔形时,首先要考虑调整上游机架的辊缝来消除横向厚度差,而对于下游机架的调整是要使本机架辊缝适应坯料横向厚度差。
3、在生产中为了消除坯料温度差,一方面要提高板坯加热质量,减少温差,另一方面要强化工艺通道的点检和维护,防止除鳞水嘴堵塞、切水板切水不良等原因使带钢冷却不均,造成温差。
4、当来料的板形不良时,首先要考虑调整上游机架即粗轧的辊缝来消除,以保证来料板形良好。
5、造成入口侧导板对中不良的原因有:入口导板本体安装时不对中、侧导板的衬板两边磨损不同等等,所以主要从这两个方面入手。
6、为了减少轧辊不均匀磨损:(1)开发新钢种轧辊(如高碳、高速钢轧辊等)、提高轧辊冷却效果、禁止轧低温钢及采用热轧润滑,来减少轧辊磨损;(2)开发均化轧辊磨损的技术。
7、轧制时为了保证切头切尾干净:(1)保证飞剪功能正常投入;(2)减小来料头尾的不规则:减小板坯出炉温差;合理分配粗轧各道次和立辊负荷;合理的板坯规格。
8、为了弥补轧机机座两侧刚度系数不等这一缺陷:合理分配各机架负荷;提高板坯加热质量,减小同板温差;加强工艺通道的点检和维护,减少带坯的温降;轧极限材时保证温度在上限等一系列措施来减小轧制时轧制压力的波动。
边浪的原因很多,辊缝、来料、温度等等很多因素都可能引起边浪,总之,凡是造成横向不均匀变形,带钢一侧比另一侧延伸大(单边浪)、或两侧均比中心大(两边都出浪)都有有可能出边浪,因为边浪产生的根本原因是变形不均引起的附加应力。
精轧机出口带钢头部浪形分析及应对措施摘要:针对精轧机组出口板坯头部浪形不达标的问题,采用实测轧机弹跳曲线的方法找出了轧机的机械推上系统间隙无法有效消除是产生浪形不达标的主要原因。
根据实际情况提出改造方案,结果表明其有效性。
关键词:浪形,弹跳曲线,推上系统Analysis of the Causes For the Shape Wave of Billet Steel of Finish MillExit and Related CountermeasuresZhang Peng, Cao Qiting(Hot Rolling Mill of WISCRO , Wuhan ,430081)Abstract : In order to analysis the problem that the shape wave of billet steel of finish mill is below grade, the roll ’s bounce curves were measured. The analysis results shows that the main reason for the problem is the out-of-erased gap of mechanical press up system of mill. According to the conclusion, the modification method is proposed and the application verified its availability.Key Word : Shape wave; Bounce curve; Press up system;1、介绍在近年来钢材市场已转变为买方市场的大环境下,顾客对产品的内在及表面质量要求越来越高。
对热连轧带钢而言,板形已成为极为重要的一个质量指标,板形控制技术已成为板带材生产的核心技术之一,是继板厚控制之后世界各国轧钢行业开发研究的又一热点问题,板形理论的研究也受到了更多的重视[1]。
热轧带钢单边浪控制与调整技术分析带钢在热轧的过程中容易出现的单边浪缺陷,本文主要是针对造成带钢单边浪的各种主要原因进行分析并找出相应对策和措施。
带钢之所以产生单边浪形是因为带钢宽度方向上各点的延伸率不同,延伸大的部位会产生浪形。
在轧制过程中产生带钢单边浪的原因主要有:辊缝状态(辊缝调平)、坯料楔形、坯料宽度方向上温度不均、来料板形不良、入口导板不对中、轧辊两侧磨损不均、切头切尾不干净、轧机机座两侧刚度系数不同。
根据其形成原因出的对策:1、为了使轧辊辊缝具有良好的辊缝状态:每次换完辊后做辊缝标定前对各机架测压头清零,使空载压力偏差小于一定值;辊逢标定时压力偏差小于一定值;轧制计划编排时要合理。
2、当坯料有楔形时,首先要考虑调整上游机架的辊缝来消除横向厚度差,而对于下游机架的调整是要使本机架辊缝适应坯料横向厚度差。
3、在生产中为了消除坯料温度差,一方面要提高板坯加热质量,减少温差,另一方面要强化工艺通道的点检和维护,防止除鳞水嘴堵塞、切水板切水不良等原因使带钢冷却不均,造成温差。
4、当来料的板形不良时,首先要考虑调整上游机架即粗轧的辊缝来消除,以保证来料板形良好。
5、造成入口侧导板对中不良的原因有:入口导板本体安装时不对中、侧导板的衬板两边磨损不同等等,所以主要从这两个方面入手。
6、为了减少轧辊不均匀磨损:(1)开发新钢种轧辊(如高碳、高速钢轧辊等)、提高轧辊冷却效果、禁止轧低温钢与采用热轧润滑,来减少轧辊磨损;(2)开发均化轧辊磨损的技术。
7、轧制时为了保证切头切尾干净:(1)保证飞剪功能正常投入;(2)减小来料头尾的不规则:减小板坯出炉温差;合理分配粗轧各道次和立辊负荷;合理的板坯规格。
8、为了弥补轧机机座两侧刚度系数不等这一缺陷:合理分配各机架负荷;提高板坯加热质量,减小同板温差;加强工艺通道的点检和维护,减少带坯的温降;轧极限材时保证温度在上限等一系列措施来减小轧制时轧制压力的波动。
边浪的原因很多,辊缝、来料、温度等等很多因素都可能引起边浪,总之,凡是造成横向不均匀变形,带钢一侧比另一侧延伸大(单边浪)、或两侧均比中心大(两边都出浪)都有有可能出边浪,因为边浪产生的根本原因是变形不均引起的附加应力。
跑偏的原因也很多,也和辊缝、来料、温度等有关,此外还和夹板设置等有关。
但其实跑偏和边浪都是后果。
跑偏不一定出边浪,不跑偏也不能保证一定不出边浪。
更何况很多时候跑偏更是偶然因素,所以楼上根据跑偏来调整辊缝的措施不够合理。
一般出边浪的情况都是有章可循有理可依的,去找更根本的原因,不要仅仅和跑偏来联系。
比如坯料温度、前工序引起的坯料厚度不均(很多时候,后道次出边浪或跑偏的根本原因反而不在他那里,而在前面,这时候调他的辊缝,是以错纠对,或者错上加错!)等原因都易导致出浪型。
换句话说,边浪更是板型控制问题,虽然跑偏也是,但不完全是。
解决问题还是从板型控制原理去入手吧。
四辊轧机调节板形的手段比较少,主要是工作辊磨凸度,工作辊弯辊,压下倾斜;1)其实边浪和中浪控制的原理很简单,带钢边部压下大于中部压下,就容易产生边浪;反之,就容易产生中浪;2)像操作台抬外压指的是工作侧压,传动侧抬;属于是压下倾斜的,也就是利于杠杆的原理,一边多压点,另一边就抬一点,主要调节单边浪的;当传动侧出边浪,即传动侧压的多的情况下;在总轧制力不变的情况下,把传动侧抬一些,操作侧压一下,以减轻传动侧的边浪;3)四辊轧机一般配的是正弯辊,主要作用是在轧制力不变的情况下,减少带钢边部受力,以减少带钢边浪的产生;4)辊子中间磨凸度也是四辊轧机经常使用的板形调节手段之一,即利于轧辊中凸,使带钢中部的受力大于两边,在轧制的过程中产生一个微中浪,这样在轧制的过程中,可以避免产生双边浪;防止由于边浪过大而导致跑偏勒辊与断带;1780mm热轧F5机架双边浪问题的研究解决锦(宝钢股份不锈钢分公司,,200560)摘要:宝钢1780mm热轧投产以来,生产稳定性不断提高,但却一直受到精轧F5机架双边浪废钢问题的困扰。
为了解决这个问题,技术人员通过不懈努力,采取了优化模型参数、调整工作辊辊型以与改善电气控制等措施,使得F5双边浪废钢问题得到了解决,至今也没有出现过F5双边浪废钢的问题。
1.前言1780mm热轧精轧机组采用的是PC轧机,即F2~F4机架为PC轧机,其目的主要是用来更好地保证带钢的凸度控制,生产出高尺寸精度的热轧板带产品。
随着生产的日趋成熟和稳定,高强度带钢的产量也日益提高;但随之也出现了不少问题,对生产造成了很大影响,这主要是因为在轧制强度较高的300系列不锈钢、B480GNQR等钢种时,带钢经常出现穿带到F5机架时就出现废钢,废钢现象是带钢穿带到F5机架时就产生严重双边浪,然后带钢浪形严重的两侧会翘起,F6机架可能就咬不进或者咬入之后跑偏废钢。
初步统计了1780mm热轧机组在2005年和2006年的废钢情况,由于F5机架双边浪严重废钢块数接近40块,月平均接近2块,造成总的停机时间超过了35小时,显然该问题的严重性值得关注;同时这种生产中的不稳定因素加重了操作人员的心理压力,无论是对轧制节奏,还是产品质量都产生很大的负面影响。
因此,这个问题的解决是摆在技术人员面前的一个迫切任务。
2.分析研究对于F5双边浪产生废钢的问题,首先要明确双边浪在F5机架产生的真正原因,然后才能找到适宜的对策。
下面就从几个方面对F5机架双边浪废钢问题进行分析讨论。
2.1 F5机架双边浪产生机理分析所谓双边浪,就是指在轧制过程中,带钢的边部延伸就较中间大,这种不均匀延伸就会导致带钢两边产生波浪形,即双边浪。
F5机架双边浪的产生也不外乎这个道理,即带钢在F5机架出现边部延伸过大的现象,那么为什么双边浪在F5机架就明显加剧呢?首先从机架的配置情况着手。
F2~F4为PC轧机,PC轧机的作用原理即是通过上下轧辊交叉,使得带钢边部的等效辊缝增加,如下图,显然由于PC的交叉,使得带钢不至于产生边部延伸加剧,因而也不容易产生双边浪;F6机架由于轧辊辊径最小,轧制压力相对要小,同时由于F5双边浪使得带钢边部本身就比较薄,这样双边浪不容易在F6表现出来。
2.2 从模型控制方面分析模型控制上主要存在两个方面的原因,简单地说就是轧制负荷大和弯辊力小。
当轧制负荷较大时,承载轧辊的挠度就大,如图1所示,这样轧辊边部辊缝相对中间减小,导致带钢边部延伸加剧产生双边浪;弯辊力是用来补偿轧辊边部辊缝的,当弯辊力较小不能很好增大边部辊缝,也会出现双边浪。
2.2.1 轧制负荷大首先,作为300系列不锈钢以与B480GNQR等钢种有一个共同的特点,即强度较高,因此当轧制较薄规格带钢时,如3.0mm厚度的SUS304、2.0mm厚度的B480GNQR,精轧机组各机架轧制负荷都相对较大,如图2为3.0×1250mm规格的SUS304典型的负荷图,F5轧制力接近2500吨,这就容易在F5机架产生双边浪。
同时,坯料较长的带钢轧制较薄规格时,中间坯长度大,温降明显,需要使用热卷箱,因此,温度相对较低的尾部变成了穿带时的头部,轧制负荷自然就很大。
如轧制1.6mm的B480GNQR,目前轧制过的带钢坯长最大接近13m,这样中间坯厚度就达到了86m,采用正常的1、3、5道除鳞后,带钢尾部温度在1020℃左右,使用CB,精轧穿带完成,其头部FDT 仅800℃左右,轧制负荷自然就很大。
2.2.2设定弯辊力小产生双边浪设定弯辊力来源于PCSU模型的计算,而PCSU模型对弯辊力进行计算设定,是结合轧制力的计算值和轧辊磨损等因素综合考虑的,轧制力计算的准确性对弯辊设定计算影响很大,因此当轧制力计算偏差较大时往往导致弯辊力设定不准,如果设定弯辊力偏小就会产生双边浪。
2.2 辊型方面所谓轧辊辊型就是指工作辊的初始凸度,1780mm热轧精轧工作辊采用的全部是负凸度辊型,如图3所示,这主要是因为精轧机组为PC轧机,采用负凸度辊型能增大PC的调控围,满足更大围的凸度控制要求;同时,由于轧辊本身在轧制过程中由热膨胀,采用负凸度能抵消一部分热膨胀,并且采用负凸度辊型容易保证带钢延轧制中心线运行。
但是负凸度的合理配置对前后机架的板形控制和轧制稳定性都有很大影响,如F5的双边浪问题。
在生产过程中经常发现,即使F5的弯辊力达到了极限,仍然不能有效消除该机架的双边浪,这是为什么呢?就以3.0×1250mm规格的SUS304为例,该规格钢种轧制时就经常出现这种状况,操作人员往往束手无策,一个不留神就会废钢。
根据前面提到的轧制负荷大会产生双边浪看来,轧制负荷确实大,但是所有机架都比较大,F2~F4 由于是PC轧机,通过轧辊交叉和弯辊的共同作用,大大减弱了带钢边部减薄产生的双边浪,但是过渡到F5就有问题了,该机架只有弯辊作用,加上轧辊本身有负凸度,仅仅有弯辊的调节不能有效改善带钢边部减薄,显然这就涉与到轧辊辊型的问题,即其负凸度可能不合理,不满足实际生产要求。
2.2 电气控制方面电气控制上存在的问题主要是,在精轧工作辊更换之后轧制的一两块带钢,F5~F7机架的弯辊在带钢穿带时不能达到设定值,往往较设定值小20~30吨左右,因此穿带时就在后机架都产生双边浪,包括F5机架。
3.对策措施和效果3.1 优化模型参数根据以上的分析,模型优化方面主要是从轧制负荷和弯辊两个方面着手,尽量缓和F5双边浪,使之不至于产生废钢。
3.1.1 减小F5机架的轧制负荷F5机架的轧制负荷过大,在很大程度上加剧了F5双边浪的产生,同时作为成品机架来讲,轧制负荷大,对板形控制也不利。
因此,措施之一就是减小F5机架的轧制负荷,即将F5的轧制负荷分配给前机架,充分利用前机架的高温大压下来降低后机架的负荷。
通过负荷分配的调整,300系列不锈钢以与B480等钢种,F5机架的负荷平均下降了20~30%左右,这在一定程度上缓和了F5机架的双边浪。
3.1.2 提高F5机架的弯辊下限对于厚度在4.5mm以下的300系列不锈钢,以与厚度在3.0mm以下的B480GNQR,由于后机架轧制负荷相对较大,容易在F5产生双边浪,因此为了防止计算偏差造成弯辊设定偏小的状况,在模型控制中,提高了F5机架的弯辊下限,当然这些下限值也是根据生产实际所需要的弯辊力来设定的,表1即为调整前后的弯辊下限值。
表1 F5机架弯辊下限调整前后对比钢种规格调整前(吨) 调整后(吨)300不锈钢(3.7,4.5] 20 80 (3.0,3.7] 20 100(2.0,3.0] 20 110B480GNQR (2.0,3.0] 5 90 (1.5,2.0] 20 100经过以上两个措施的实施,在较大程度上缓和F5的双边浪,提高了轧制的稳定性,但是F5双边浪的问题依然存在,并且仍然产生过废钢。