板形与板形控制基础知识讲课教案
- 格式:pptx
- 大小:5.21 MB
- 文档页数:27
板形控制讲解学习板形控制四、板形控制板形包括带钢的板廓和带钢的平坦度。
板廓即带钢的凸度和楔形,表示带钢的横向厚度差用凸度和楔形表示。
平坦度包括带钢平直度、不对称度;带钢的浪形,用纵向带钢的延伸差值表示或用带钢的浪形高度表示;平直度表示带钢的综合对称浪形,不对称度表示带钢的不对称浪形。
带钢板形分类:1)理想板形是平坦的,内应力沿带钢宽度向上均匀分布;2)潜在板形是带钢内应力沿带钢宽度方向上不均匀分布,但其内部应力足以抵制带钢平直度的改变,当内应力释放后,带钢板形就会发生不规则的改变;3)表观板形是带钢内应力沿宽度方向上不均匀分布,同时其内部应力不足以抵制带钢平直度的改变,导致局部区域发生了翘曲变形。
1、影响板形的因素1.1 影响板形的因素很多、很复杂,主要有以下几方面:力学条件:带钢沿宽度方向的轧制压力、弯辊力、辊间接触压力几何条件:原始辊型、负荷辊型、热膨胀辊型、磨损辊型来料条件:来料板廓、轧件钢种特性、轧件厚度、轧件宽度、轧件温度、轧件长度等。
1.2 轧制过程中带钢的板形取决于负载下轧辊的凸度、金属的流动和带钢的原始板形:轧辊的空载凸度=轧辊原始辊型+轧辊热态凸度+轧辊磨损凸度轧辊的负载凸度=轧辊空载凸度+轧辊挠度+轧辊弹性压扁以上因素决定了轧机的辊缝形状,轧机的辊缝形状影响着带钢的板形,构成了板形数学模型的主要参数和控制因素。
通过制定原始辊型制度,控制弯辊和窜辊,来改善带钢的凸度和平直度。
1.3 板形不良的产生机理如果带钢的入口凸度和入口厚度的比值与带钢的出口凸度和出口厚度的比值相等,则轧出的带钢是平直的,带钢的平直度为零,即:当入口比值与出口比值不相等时,带钢边部纤维与中部纤维的延伸长度不相等,纤维间产生内应力;内应力在一定的范围内,只发生弹性变形;当纤维之间的内应力超出弹性范围,则纤维之间会产生塑性变形,产生中间浪或两边浪,造成板形不良。
板形控制就是消除带钢纤维内应力或控制在弹性范围内,使带钢的纵向纤维内应力值趋近于零,从而得到良好的凸度和平直度。



第1讲 板形控制的基本理论板形是带钢产品的主要质量指标之一。
良好的板形不仅是带钢用户的永恒要求,也是生产过程中保证带钢在各条连续生产线上顺利通行的需要。
因此,解决产品板形问题、提高实物板形质量始终是板带生产中重点关注和孜孜以求的目标之一。
与此相对应,关于板形理论和板形技术的研究在近几十年一直都是本领域中的热点课题,并且取得了长足的进步。
目前,关于板形理论和板形技术的研究仍呈蓬勃向前的发展态势。
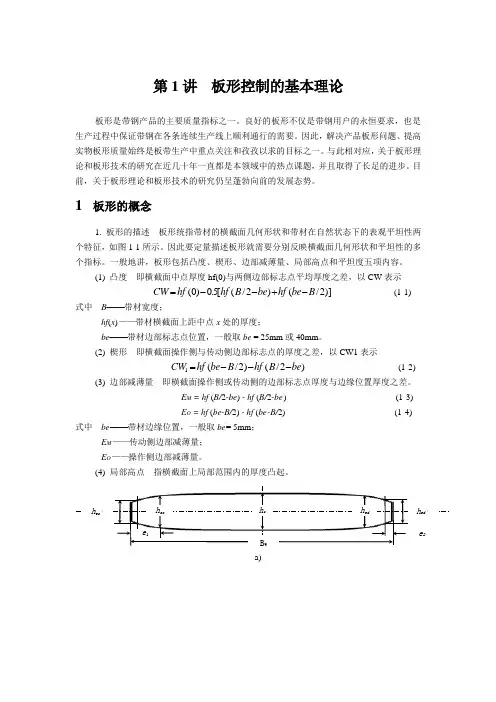
1 板形的概念1. 板形的描述 板形统指带材的横截面几何形状和带材在自然状态下的表观平坦性两个特征,如图1-1所示。
因此要定量描述板形就需要分别反映横截面几何形状和平坦性的多个指标。
一般地讲,板形包括凸度、楔形、边部减薄量、局部高点和平坦度五项内容。
(1) 凸度 即横截面中点厚度hf(0)与两侧边部标志点平均厚度之差,以CW 表示CW hf hf B be hf be B =--+-().[(/)(/)]00522 (1-1)式中 B −−带材宽度;hf (x )——带材横截面上距中点x 处的厚度;be −−带材边部标志点位置,一般取be = 25mm 或40mm 。
(2) 楔形 即横截面操作侧与传动侧边部标志点的厚度之差,以CW1表示CW hf be B hf B be 122=---(/)(/) (1-2)(3) 边部减薄量 即横截面操作侧或传动侧的边部标志点厚度与边缘位置厚度之差。
E M = hf (B/2-be ) - hf (B/2-be ) (1-3)E O = hf (be-B/2) - hf (be -B/2) (1-4)式中 be −−带材边缘位置,一般取be = 5mm ;E M ——传动侧边部减薄量;E O ——操作侧边部减薄量。
(4) 局部高点 指横截面上局部范围内的厚度凸起。
a) h c h ed h eob)图1-1 板形横截面几何形状及平坦度a)横截面几何形状;b)平坦度对于宽带材有时需进一步把带材凸度区别定义为二次凸度CW2和四次凸度CW4。
板形与板形控制基础知识目录一、概述 (2)1.1 板形的定义与特点 (3)1.2 板形的重要性及应用领域 (3)二、板形种类与结构 (4)2.1 常见板形种类 (5)2.2 板形结构特点 (6)2.3 不同板形的用途与选择 (7)三、板形控制基础 (8)3.1 板形控制概述 (10)3.2 板形控制原理 (11)3.3 板形控制方法分类 (12)四、板形控制技术与工艺 (13)4.1 原料选择与准备 (15)4.2 轧制技术与工艺 (16)4.3 热处理技术与工艺 (18)4.4 板形检测与调整技术 (19)五、板形控制实践中的注意事项 (20)5.1 安全操作规范 (21)5.2 设备维护与保养 (22)5.3 生产过程中的质量控制 (23)六、板形控制技术发展趋势与挑战 (25)6.1 国内外板形控制技术现状 (26)6.2 新型板形控制技术应用前景 (27)6.3 板形控制技术面临的挑战与机遇 (28)七、结语 (29)7.1 学习板形与板形控制的重要性 (30)7.2 未来展望与建议 (31)一、概述板形与板形控制基础知识是涉及材料加工、制造业等领域的重要概念。
在现代工业生产中,对于板材的形状、尺寸和表面质量的要求越来越高,掌握板形与板形控制基础知识对于提高产品质量、优化生产流程具有至关重要的意义。
即板材的形状和尺寸精度,直接影响到产品的使用性能和外观质量。
在金属板材加工过程中,由于原材料的不均匀性、加工过程中的热应力、机械应力等因素,往往会导致板形出现各种缺陷,如弯曲、扭曲、翘曲等。
对板形进行控制,是保证产品质量的关键环节。
板形控制则是通过一系列工艺措施和技术手段,对板材的加工过程进行调控,以达到预期的板形要求。
这涉及到材料科学、力学、工艺学等多个学科的知识。
在实际生产中,常见的板形控制方法包括热处理控制、机械矫直、辊压控制等。
了解板形与板形控制基础知识,可以帮助从业人员更好地理解生产过程中的各种问题,提高产品质量和生产效率。