伺服压装机说明书
- 格式:doc
- 大小:33.00 KB
- 文档页数:3
创变智造新未来台达伺服压床DIAServoPress 软件使用手册目录台达电子伺服压床软件使用手册操作文件适用性说明 (3)1.开启 DIAServoPress 软件 (4)1.1软件简介 (4)1.2第一次使用 DIAServoPress (4)1.3如何开启 DIAServoPress (5)2.使用 DIAServoPress 软件 (7)2.1联机 (7)3.配方步序参数设定 (9)3.1载入配方 (9)3.1.1预设配方 (9)3.1.2外部档案配方 (9)3.1.2.1输出配方外部档案 (9)3.1.2.2载入配方外部档案 (11)3.2编辑配方 (13)3.2.1辅助设定曲线 (13)3.2.2工作模式 (15)3.2.3工作原点条件设定 (15)3.2.4预备条件设定 (16)3.2.5压合过程各模式条件设定 (16)3.2.5.1不作动 (16)3.2.5.2位置模式 (17)3.2.5.3压力模式 (18)3.2.5.4距离模式 (19)3.2.5.5等压位置模式 (20)3.2.5.6等压距离模式 (21)3.2.5.7IO讯号模式 (22)3.2.6几何限制 (23)4.实时监控及制程纪录 (33)4.1即时消息 (34)4.1.1主控版面 (34)4.1.2实时图表 (34)4.1.3实时压合状态 (36)4.2输出统计资料 (41)4.2.1设定工单条形码及储存路径 (41)4.2.2检视结果 (42)4.2.3另存制程纪录文件 (44)4.3开启制程纪录文件 (48)5.功能 (50)5.1上传数据库 (50)5.2语言选择 (54)6.一对多监控 (55)6.1自动搜寻 (55)6.2手动联机 (57)操作文件适用性说明1.开启 DIAServoPress 软件1.1软件简介DIAServoPress 为台达伺服压床PC 工具软件,协助用户进行压合过程的实时监控、统计数据、图表输出以及远程设定。

全使用周期服务解决方案奇石乐中国伺服压机服务手册奇石乐集团(Kistler)是动态测量技术领域的全球市场领先者,可测量压力、力、扭矩和加速度。
尖端技术为奇石乐集团模块化解决方案奠定了基础。
奇石乐作为经验丰富的开发合作伙伴,帮助客户在工业、研发等领域优化产品和流程,持续保持竞争优势。
这家瑞士家族企业拥有独特的传感器技术,在汽车开发、工业自动化以及众多新兴行业的发展中发挥了重要的推动作用。
奇石乐以广泛的应用技术经验和绝对严格的质量承诺,为电气驱动技术、汽车和连接驱动、减排以及工业 4.0 等当前趋势洪流的进一步发展做出了重大贡献。
奇石乐伺服压机可监测、控制和优化压装和装配任务,例如:汽车和零部件企业。
借助直接集成在生产过程中的过程监控系统和完整的记录,此系统可在批量生产中全面保证质量和过程可靠。
伺服压机的显著节能效果和降低生产成本令人信服。
内置的过程监控系统和控制系统可实时控制过程,从而进一步缩短节拍时间。
减少次品,提高整体生产力 - 达到最高成本效益的目标,实现零次品生产。
奇石乐伺服压机系统–提供全面的质量和过程控制奇石乐中国技术中心建立有先进的传感器和数据采集器校准实验室,配置有多台压装测试工作站。
技术中心40%人员为硕士及以上学历,提供和欧洲市场一致的全周期使用服务解决方案。
培训咨询远程支持服务与优化安装调试工程服务设备安装工艺设置高速响应热线电话紧急现场支持备件速递预防性维护标定服务定期维护备件存储维护保养Preventive maintenance设备持续可靠生产需要专业的维护保养,奇石乐认证的服务工程师会定期到现场提供机械部件润滑,电子部件检测服务。
标定服务Calibration定期标定验证是确保准确测量的基础。
奇石乐提供可溯源的压机标定服务。
降低不合格件风险。
培训Training提供在现场或在培训中心的标准或是定制培训,把实践经验和产品知识传递给技术人员,确保正确使用奇石乐设备,充分发挥能效,在微信端也可以获取应用知识推送。
伺服压机设备说明书第一部分:安全1-1安全注意事项:生产过程中始终遵守安全注意事项可以防止意外事故及潜在危险的发生!请指定专业人员培训上岗维护,操作设备。
发现问题及时解决,不要使设备带病作业。
压力气泵、真空泵等外协设备工作时,请确保安全可靠。
作业前有必要请您戴好劳保防护用具,确保人身安全与健康。
必须单独使用可靠的接地线,否则有被漏电,静电击打的危险。
各工位运转时严禁调整触摸,否则有卷入切断的危险。
保持气路通排气畅通,否则有放炮爆破的危险。
1-2安全装置的位置:第二部分:操作规程2-1设备概观:©电源总1急停按气源开急停按1 升降门控制气缸2 工装放置底座3 气源控制箱4 升降门5 人机控制界面6 启动控制按钮7 伺服电缸8 三色报警灯9 工作压头10 电源控制柜2-2开机前检查:2-2-1确定主电源与设备需求相一致,单相交流220V。
2-2-2检查气源气压设定是否适当。
2-2-3清理设备上所有工具、污垢、外围材料。
2-3启动/运行/停止:2-3-1闭合断路器,打开主电源开关,打开气源开关。
2-3-2电源指示灯亮,触摸屏显示正常。
根据实际工作情况设定技术参数。
2-3-3双手按启动按钮,直至升降门完全打开。
2-3-4将待压工装放置于工装底座,双手按启动按钮,直至升降门完全关闭。
2-3-5升降门完全关闭后,伺服电缸开始下压动作。
2-3-6压装结束,伺服电缸归位停止后,升降门打开,取出工装,依照2-3-3的流程进行下一次压装。
2-3-7工作过程中,如需临时停止动作,或发生紧急状况,可快速随手按下急停按钮,动作暂停;解除急停后,按复位按钮,可继续工作。
2-4关机:2-4-1关机时,请先关闭主电源再关闭气源。
2-4-2气源关闭时间过长时,升降门会缓慢下降属正常现象。
第三部分:维护与保养3-1每班作业前检查设备所有电路,气路部件有无漏电漏气;各运动部件是否损坏,卡滞,错位并即时修复纠正。
检查各运动部件的螺栓、螺母检查滑动轴承。
直流一体化力矩伺服
一.产品特性
1.15位绝对编码器,一圈脉冲高达32768。
2.14对级永磁电机,大扭力输出。
3.一体化伺服,简化接线,体积超小。
4.低噪音,低振动,高速定位,高可靠性。
5.FOC场定向矢量控制,支持位置/速度闭环。
6.可工作在零滞后给定脉冲状态,跟随零滞后。
7.上电可以自动回位。
8.16位电子齿轮功能。
9.modbus RTU通信(19200,8,N,1)。
10.位置模式,支持脉冲+方向信号
11.具有堵转,过热保护。
二.参数表
二.驱动器接口
1.电源与控制信号接口
端子序号:面对端子,左边为第一。
AIM系列采用差分式接口电路可适用差分信号,单端共阴及共阳等接口,内置高速光电耦合器,允许接收长线驱动器,集电极开路和PNP输出电路的信号。
2.通信与报警接口
3.状态指示与报警
开机后红灯绿灯都亮一次,用于检验LED是否工作正常。
而后绿灯亮,红灯灭为正常状态。
如果遇到报警状态,可以通过红色闪烁来判断原因,也可以通过modbus读取报警代码。
注:堵转报警,堵转时间可以设置,具体看寄存器说明。
三.驱动器接线图与控制方式
1.驱动器典型接线图
2.指令脉冲+方向位置控制模式
如果需要3200脉冲一圈
电子齿轮设置为32768(编码器一圈脉冲数)比3200(需要设置的一圈脉冲数)约分后为:256比25
如果需要8192脉冲一圈(默认参数)。
伺服压装机安全操作及保养规程随着科技的不断发展,伺服压装机已经成为工业生产中不可或缺的一部分。
在日常使用中,为保障设备的正常运作,不仅需要严格按照操作规程来使用,还需要对设备进行保养。
本文将详细介绍伺服压装机的安全操作和保养规程。
一、伺服压装机的安全操作规程1.设备的使用人员必须接受过相关的操作规程培训,并获得相关培训证书,才可操作设备。
2.操作人员必须仔细阅读操作手册,了解设备的使用方法和注意事项。
3.在正式使用前,需要对设备进行全面的检查和测试,确保所有的机件都处于正常工作状态,并且无松动、损坏现象。
4.安装设备时,必须严格按照设备安装说明及厂家提供的图纸进行安装。
设备安装时,需要固定好设备,将设备与动力源紧密连接,并做好地线。
5.操作人员必须穿戴工作服、安全帽以及护眼镜等相关个人防护装备。
6.操作人员在操作设备前应关注操作环境,避免与水源、电源、火源等有安全隐患的设备或环境同时操作。
7.在使用设备的过程中,禁止将手或其他身体部位伸入设备内部。
8.在设备运行期间,禁止随意拆卸设备上的任何部件,禁止在设备上随意堆放物品及踩踏设备。
9.操作人员必须时刻关注设备工作状态,如果设备出现异常需要立即停止工作,并进行维修和排除故障。
二、伺服压装机的保养规程1.定期检查设备运作状态及清洁设备,并根据设备使用情况定期进行保养。
建议每年至少进行一次全面的设备保养。
2.每次使用设备后需要对设备进行清洁,并注意设备中是否有金属屑等杂物,以避免对设备造成损坏。
3.定期对设备的机油进行检查和更换,并根据设备使用情况选择合适的机油种类。
4.检查设备的电线、电缆是否处于正常状态,是否出现断裂和损坏现象,并用绝缘材料进行维护保护。
5.检查设备的传动轴、活塞杆、油缸以及马达等动力部件是否有松动、生锈或其他损坏情况,及时进行更换和维护。
6.在设备运行过程中,如果出现异常需要停止设备运行,及时清除设备中的杂物,并及时检查设备出现异常原因。
伺服压力机操作说明书
公司:珠海市浩星自动化有限公司
地址:南屏沙边路9号
电话:
操作步骤:
1、接通电源;
2、检查急停按钮是否被按下;
3、设定好参数(压力),设置方法请参考附件1
4、自动与手动控制模式选择,通过操作面板的选择开关
进行选择;
5、选择为“手动控制”模式时,用“手动上升”与“手
动下降”两个按钮分别控制设备的上、下运动,控制方式为点动控制;
6、选择为“自动控制”模式时,先观察“复位”指示灯
是否闪烁,如果闪烁说明没设备需要进行原点回归操作,此时应按下“复位按钮”进行原点回归;
如果指示灯没有闪烁,说明设备无需进行回原点,已做好自动运行的准备,此时按下双手启动按钮设备就会自动运行;
7、在自动运行中,按下停止按钮,设备停止;
8、在任何模式下,按下急停开关,设备停止,并切断伺
服电机电源;
附件1:。
压装机技术参数又称做为:伺服压装机,伺服数控液压机,伺服液压机,伺服压装机,伺服压铆机,伺服压接机,伺服压合机,伺服铜套压装机,伺服铜套压合机。
一、压装机产品说明:1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示;2.该设备有以下功能:①位置设定功能:1>上压头位置显示;2>压装可调行程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;触摸屏显示精度:0.001mm;②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压装压力大于上限压力时,上压头立即回程并报警;3>设定压头压力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压力显示:0-10000KG(或0-100000N均可),压力控制精度:在200-10000KG范围内为1‰, 500KG以下为5%,或更大;3.电控装置:①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用国际或国内知名品牌;②控制系统分手动、半自动单循环,2种操作方式;③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为深圳同创品牌;二、4.压装机技术参数:4.1设备精确可控压力:500-10000KG,4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm 4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm4.4压装压力显示:0-10000KG可调4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG 范围内)5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:0.1-5mm/s (技术服务:400-6626-500)6.三种压装模式选择:•恒定压装速度,设定精确位置停止‚恒定压装速度,设定精确压力停止ƒ恒定压装速度,设定精确位移停止。
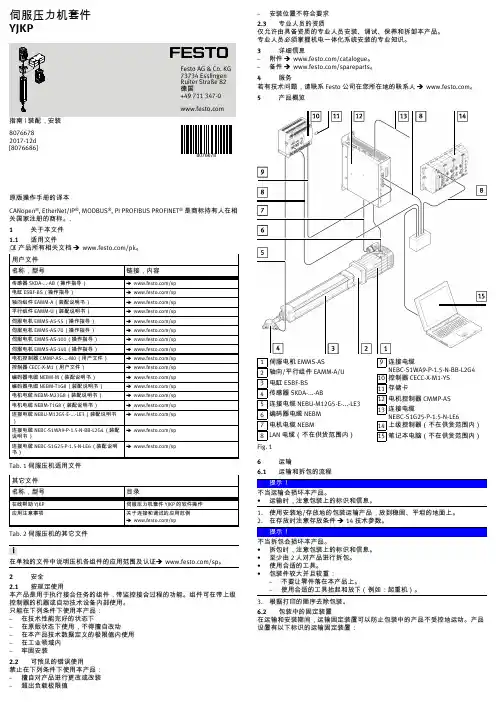
原版操作手册的译本CANopen ®, EtherNet/IP ®, MODBUS ®, PI PROFIBUS PROFINET ® 是商标持有人在相关国家注册的商标。
.1关于本文件Tab. 1 伺服压机适用文件其它文件名称,型号目录在线帮助 YJKP 伺服压力机套件 YJKP 的软件操作应用注意事项关于连接和调试的应用范例è /spTab. 2 伺服压机的其它文件在单独的文件中说明压机各组件的应用范围及认证è /sp 。
2安全2.1按规定使用本产品是用于执行接合任务的组件,带监控接合过程的功能。
组件可在带上级控制器的机器或自动技术设备内部使用。
只能在下列条件下使用本产品:–在技术性能完好的状态下–在原版状态下使用,不得擅自改动–在本产品技术数据定义的极限值内使用–在工业领域内–牢固安装2.2可预见的错误使用禁止在下列条件下使用本产品:–擅自对产品进行更改或改装–超出负载极限值–安装位置不符合要求2.3专业人员的资质仅允许由具备资质的专业人员安装、调试、保养和拆卸本产品。
专业人员必须掌握机电一体化系统安装的专业知识。
3详细信息–附件 è /catalogue 。
–备件 è /spareparts 。
4服务若有技术问题,请联系 Festo 公司在您所在地的联系人 è 。
5产品概览1伺服电机 EMMS-AS2轴向/平行组件 EAMM-A/U 3电缸 ESBF-BS4传感器 SKDA-...-AB5连接电缆 NEBU-M12G5-E-...-LE3 6编码器电缆 NEBM7电机电缆 NEBM8LAN 电缆(不在供货范围内)9连接电缆NEBC-S1WA9-P-1.5-N-BB-L2G4 10控制器 CECC-X-M1-YS 11存储卡12电机控制器 CMMP-AS13连接电缆NEBC-S1G25-P-1.5-N-LE614上级控制器(不在供货范围内)15笔记本电脑(不在供货范围内)Fig. 1 6运输6.1运输和拆包的流程不当运输会损坏本产品。
3HSS2206H高压数字式简易步进伺服驱动器使用说明书Http: //地址:深圳市宝安区留仙三路鸿威工业区A栋2楼电话:*************26502268传真:*************E-mail:*******************目录一、产品简介 (3)1、概述 (3)2、技术特点 (3)3、应用领域 (4)二、技术指标 (4)1、电气、机械和环境指标 (4)2、机械安装尺寸图 (5)3、加强散热方式 (5)三、故障代码 (6)四、驱动器接口与接线介绍 (6)1、接口定义 (6)2、控制信号接口电路图 (9)3、控制信号时序图 (11)4、控制信号模式设置 (12)5、编码器接线 (12)6、串口接线图 (12)五、驱动器参数设置 (13)六、参数调节方法 (15)1、按键操作方法 (18)2、操作举例 (19)七、典型应用接线图 (21)八、常见问题及故障处理 (21)1、电源灯不亮 (21)2、上电亮红灯报警 (21)3、运行转动一小角度后亮红灯报警 (21)4、脉冲输入后不转动 (21)一、产品简介1、概述3HSS2206H是一款完美融入伺服技术的新型简易步进伺服驱动器,适配本公司86三相步进电机。
本步进伺服驱动器运用最新的32位DSP,采用先进的伺服控制算法进行控制。
相比传统步进驱动器,此步进伺服驱动器能够完全避免步进电机丢步问题,可以有效的抑制电机温升,明显的降低电机振动,极大的增强电机高速性能。
并且本驱动器成本是交流伺服系统的50%,同时适配电机尺寸兼容传统步进电机,方便客户升级替换。
总之,此步进伺服驱动器集无丢步、低温升、高转速、高转矩、低成本等优点于一体,是一款性价比极高的运动控制产品。
2、技术特点◆无丢步,定位精准◆100%额定转矩驱动马达◆变电流控制技术,电流效能高◆振动小,低速运行平稳◆内置加减速控制,改善启停平滑性◆用户可自定义细分◆兼容1000线和2500线编码器◆一般应用参数无需调整◆缺相保护、过流保护、过压保护和超差保护◆六位数码管显示,可方便设置参数和监视电机运行状态3、应用领域适合各种力矩要求较大的自动化设备和仪器,例如:雕刻机、剥线机、打标机、切割机、激光照排、绘图仪、数控机床、自动装配设备等。
1.產品檢查與型號說明11.1概要11.2產品檢查11.3伺服驅動器外觀及面板說明51.4伺服驅動器操作模式簡介51.5斷路器與保險絲建議規格表62.安裝62.1.注意事項與保存方式62.2.安裝環境條件72.3.安裝方向與間隔73.配線與信號73.1.主迴路電源與週邊裝置連接83.1.1.週邊裝置接線圖-1KW以下83.1.2.週邊裝置接線圖-1.5KW以上83.1.3.驅動器的連接器與端子說明83.1.4.電源接線法93.1.5.馬達U、V、W引出線的連接頭規格103.1.6.編碼器引出線連接頭規格123.1.7.線材的選擇133.2.伺服系統機能方塊圖143.3.1 I/O信號接線與說明143.3.1.1端子配置圖143.3.2.1端子信號說明163.3.3.介面接線圖253.3.4.使用者指定DI與DO信號293.4.2 編碼器信號接線與說明303.5.3 通訊埠信號接線與說明313.6.4 USB通訊埠313.7.標準接線方式323.7.1.位置控制(Pr Mode)接線圖323.7.2.位置控制(Pt Mode)接線圖323.7.3.速度控制(S Mode)接線圖323.7.4.轉矩控制(T Mode)接線圖323.7.5.1PG接線圖323.7.6.10PG接線圖323.7.7.10GM接線圖323.7.8.20GM接線圖323.7.9.F*3U接線圖323.7.10.QD75接線圖324.面板顯示及操作324.1.面板各部名稱334.2.顯示的流程334.3.狀態顯示334.4.異警模式354.5.診斷模式364.5.1.外部I/O信號表示374.5.2.輸出信號強制輸出(DO強制輸出)374.5.3.JOG運轉374.5.4.測試定位運轉384.5.5.類比輸入自動Offset394.5.6.慣量估測分析運轉394.6.參數模式405.運轉操作405.1.運轉前的檢查事項405.2.空載測試415.2.1.空載JOG測試415.2.2.空載的定位測試425.3.調機步驟425.3.1.調機的方法與種類425.3.2.自動調機模式435.3.3.手動調機模式455.4.位置模式參數設定與運轉475.5.速度模式參數設定與運轉485.6.轉矩模式參數設定與運轉496.控制機能506.1.控制模式選擇506.2.轉矩控制模式516.2.1.類比轉矩命令比例器516.2.2.類比轉矩命令偏移調整526.2.3.轉矩命令的平滑處理526.2.4.轉矩模式的轉矩限制526.2.5.轉矩模式的速度限制536.3.速度控制模式546.3.1.選擇速度命令556.3.2.類比速度命令比例器556.3.3.速度命令的平滑處理556.3.4.速度模式的轉矩限制576.3.5.速度迴路增益調整586.3.6.共振抑制濾波器596.3.7.增益切換機能606.4.位置控制模式636.4.1.外部脈波命令(Pt mand)636.4.2.內部位置命令(Pr mand)656.4.3.位置命令的平滑處理666.4.4.電子齒輪比666.4.5.位置迴路的轉矩限制676.4.6.位置迴路增益676.5.混合控制模式686.5.1.位置/速度混合模式696.5.2.速度/轉矩混合模式696.5.3.轉矩/位置混合模式706.6.其他機能706.6.1.回生電阻的選擇方法706.6.2.類比監視功能726.6.3.電磁煞車使用方法737.參數設定747.1.參數定義747.2.參數一覽表757.3.參數群組說明848.通訊機能1128.1.通訊硬體介面與接線1128.2.通訊設定參數113通訊協定114A.ASCII模式114B.RTU模式117C.逾時動作121D.重試動作1218.4.通訊參數的寫入與讀出1219.根本檢查與保養1279.1.根本檢查1279.2.保養1279.3.零件使用壽命12710.異警故障排除12810.1.異警一覽與解除方法12810.2.異警原因與處置12911.產品規格13411.1.伺服驅動器標準規格13411.2.驅動器外型尺寸13611.3.低慣量伺服馬達標準規格SMA-L☐☐☐R30A系列13611.4.中慣量伺服馬達標準規格SMA-M☐☐☐R20A系列13711.5.低慣量伺服馬達外型尺寸13811.6.低慣量伺服馬達輸出軸的容許荷重13811.7.中慣量伺服馬達外型尺寸13811.8.中慣量伺服馬達輸出軸的容許荷重13911.9.軸精度13911.10.電磁相容濾波器(EMC Filter)13912.特性14012.1.低慣量轉矩特性14012.2.中慣量轉矩特性14012.3.過負載保護特性14013.產品應用範例14113.1.內部定位模式定位範例14113.2.原點復歸14314.附錄A 配件146附錄B 通訊位址表148附錄C 說明書版本1501.產品檢查與型號說明1.1概要士林泛用型AC伺服之控制模式分為單一模式與混合模式兩種,單一模式包含以下四種模式:位置模式(端子輸入)、位置模式(內部暫存器)、速度模式、轉矩模式,混合模式則有以下五種模式:位置模式(端子輸入)/速度模式、位置模式(端子輸入)/轉矩模式、位置模式(內部暫存器)/速度模式、位置模式(內部暫存器)/轉矩模式、速度模式/轉矩模式。
YSKAWA安川∑Ⅱ数字交流伺服 安装调试说明书 (2004.7版本) 目 录 1. 安川连接示意图 2. 通电前的检查 3. 通电时的检查 4. 安川伺服驱动器的参数设定 5. 安川伺服驱动器的伺服增益调整 1. 安川连接示意图 重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。
否则,会损坏编码器。
(此种 情况,不在安川的保修范围!) 2. 通电前的检查 1) 确认安川伺服驱动器和电机插头的连接,相序是否正确: A.SGMGH电机,不带刹车制动器的连接: 伺服驱动器 电机插头 U A V B W C 接地 D B.SGMGH电机 0.5KW-4.4KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 刹车电源 E 刹车电源 F 刹车电源为: DC90V (无极性) C. SGMGH电机5.5KW-15KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 电机制动器插头 刹车电源 A 刹车电源 B 刹车电源为: DC90V (无极性) 注: 1.相序错误,通电时会发生电机抖动现象。
2.相线与“接地”短路,会发生过载报警。
2)确认安川伺服驱动器CN2和伺服电机编码器联接正确, 接插件螺丝拧紧。
3)确认伺服驱动器CN1和数控系统的插头联接正确, 接插件螺丝拧紧。
3.通电时的检查 1) 确认三相主电路输入电压在200V-220V范围内。
建议用户选用380V/200V的三相伺服变压器。
2)确认单相辅助电路输入电压在200V-220V范围内。
4.安川伺服驱动器的参数设定 安川伺服驱动器参数,操作方法如下:(1)参数密码设定; (2)用户参数和功能参数的设定; 1)参数密码设定 为防止任意修改参数,将“Fn010”辅助功能参数,设定: ・ “0000” 允许改写 PnXXX 的用户参数,及部分辅助功能“FnXXX”参数。
创变智造新未来台达伺服压床 S系列安装与保养手册安全须知目錄1.安全须知 (3)1.1使用前安全须知 (3)1.2使用时的安全须知 (4)1.3保养与其余状况之安全须知 (4)1.4电源系统 (4)2.整机系统结构 (5)2.1标准型 (5)3.基本操作 (6)3.1手动模式切换 (6)3.2手动运转模式 (6)3.3紧急停止按钮 (7)3.4外部控制模式 (7)4.安装设置 (11)4.1电源线安装 (11)4.2标准型搬运方式及整机重量 (12)4.3固定 (13)4.3.1AM-ESP-S005-XXXX / AM-ESP-S010-XXXX 标准型 (13)4.3.2AM-ESP-S030-XXXX / AM-ESP-S050-XXXX标准型 (14)4.4标准单机型工作平台 (15)4.4.1AM-ESP-S005-XXXX / AM-ESP-S010-XXXX标准型 (15)4.4.2AM-ESP-S030-XXXX / AM-ESP-S050-XXXX标准型 (16)4.5主轴冲头装卸 (17)4.5.1AM-ESP-S005-XXXX / AM-ESP-S010-XXXX标准型 (17)4.5.2AM-ESP-S030-XXXX / AM-ESP-S050-XXXX标准型 (19)4.5.3治具限制 (20)5.设备保养与维护 (21)5.1定期点检 (21)5.2设备防锈/润滑 (21)5.3压力点检及校正 (23)5.4易损零件_皮带更换 (23)6.常见问题与排除 (23)1.安全须知1.1使用前安全须知1.2使用时的安全须知1.3保养与其余状况之安全须知1.4电源系统單相三線三相四線2. 整机系统结构2.1 标准型下图标示以 AM-ESP-S010-XXXX 为例:RS-485、RJ-45連接線擇一 (此品項由客戶端自行準備) 正面圖側面圖3.基本操作3.1手动模式切换运转模式分为手动与外部控制,可藉由钥匙开关作双边切换。
精密数控伺服压装机技术参数又称做为:伺服压装机,伺服数控液压机,伺服液压机,伺服压装机,伺服压铆机,伺服压接机,伺服压合机,伺服铜套压装机,伺服铜套压合机一、精密数控伺服压装机产品说明:1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示;2.该设备有以下功能:①位置设定功能:1>上压头位置显示;2>压装可调行程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;触摸屏显示精度:0.001mm;②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压装压力大于上限压力时,上压头立即回程并报警;3>设定压头压力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压力显示:0-10000KG(或0-100000N均可),压力控制精度:在200-10000KG范围内为1‰, 500KG以下为5%,或更大;3.电控装置:①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用国际或国内知名品牌;②控制系统分手动、半自动单循环,2种操作方式;③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为深圳同创品牌;二、4.精密数控伺服压装机技术参数:4.1设备精确可控压力:500-10000KG,4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm 4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm4.4压装压力显示:0-10000KG可调4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG 范围内)5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:0.1-5mm/s6.三种压装模式选择:•恒定压装速度,设定精确位置停止‚恒定压装速度,设定精确压力停止ƒ恒定压装速度,设定精确位移停止。
伺服压装机说明书
1、设备规格与技术参数:
设备名称:XSC-5000-200-3 伺服电子压力机
外形尺寸:落地式地面距工作台高为900mm
工作台面尺寸:420mm(左右)*410mm(前后)
最大开口:500mm
喉深:250mm
最大行程:200mm
模柄尺寸:Φ16(﹢0.05~﹢0.1)深30四周距模头下平面12位置均开4×M8通孔
最大压力:5000Kgf
压力允许范围:50—5000Kgf
压力设定单位:0.1Kgf
设备功率:2.9KW
工作电压:三相AC380V,50HZ
显示器:10吋彩色
I/O 接口:USB2.0
I/O开关电源:提供内置DC24V电源(2.5A)
程序:可存储100套应用程序
位置定位精度:<0.01mm
压装速度:0.1-35mm/s
快进速度:0-100mm/s
保压时间:0-99S
压力重复精度:≤1‰
2、设备功能与特性:
伺服电子压力机由伺服马达驱动精密丝缸实施精密压装作业;
压闭装模式:
1)恒定压装速度,设定精确位置停止;
2)恒定压装速度,设定精确压力停止;
3)恒定压装速度,设定精确位移停止;
环保、节能、安全:通过交流伺服电机驱动电子压力能提供洁净的工作环境。
电子压力机和气压、液压设备相比节能80%,为了确保安全,电子压力机设置了故障保护电路,可选择安全光栅与I/O接口通迅。
质量判定功能:在线质量检测功能,确保产品质量;取样点可自由设定(5点)。
参数报表储存功能:通过USB接口连接,压装作业数据结果能有序的储存在U盘。
以确保产品数据的可追溯性,有效控制生产质量。
触摸式控制屏:人机界面是清晰的大屏幕液晶触摸屏,提供了友好的人机对话功能。
自诊断能:设备发生故障,电子压力机能显示错误信息,并提示解决方案,方便很快找出问题并解决。
(服务支持:400-6626-500)
多功能1/O通迅接口:通过该接口可以与外部设备通迅,方便全自动化的整合;
3、设备基本操作:
1) 参数设置状态,双手按下两只按钮,压力头慢速滑行,当释放任一按钮,压力头保存在当前位置,继续按下,压头继续滑行.当同时释放两只按钮时,压力头慢速滑行
回原位。
2) 运行状态下,作为设备启动触发信号,为了确保安全和适宜用于不同的生产需求,启动模式分为以下三种:
A:双手触发启动,为确保操作者的人身安全,在加装光栅保护的工作环境下,将电子压力机设置为双手触发启动模式,在1秒时间内双手同时按下启动按钮,电子压力机自动启动并完成一个工作循环;
B:双手持续启动,为确保操作者的人身安全,在没有外加光栅保护的工作环境下,将电子压力机设置为双手持续启动模式,在1秒时间内双手同时按下启动按钮并长按按钮,直到完成一个工作循环,如果在压装程中释放任一按钮电子压力停在当前位置,并报警;
C:单循环压装模式;采用A、B启动模式,每启动一次设备完成一个工作循环,此模式适用于零部件的压装连接;
D:往复循环试验模式;使用此模式必须关闭B启动模式功能,在此模式下按下左按钮设备开始启动往复完成同一压装程序,按下右按钮时完成循环压装作业,此模式适用于产品疲劳试验;
3)压力校准模式下,按下左按钮压力头向下寸动,按下右按钮向上寸动。
紧急停止: 在任何状态下作为紧急停止用,在发生紧急情况下,按下急停按钮,设备将处于暂停状态,设备无法进入下一步动作,只有人工逆时针旋转按钮,让按钮释放后才能正常运行。
4、基本参数设置说明:
1 程序号即程序代码或程序名,每一组程序对应的唯一标识。
在运行状态下的首页中可以选择0—99任一程序号运行或参数设置。
在其它状态或模式下不能进行选择操作。
2 压装模式程序模式为运行时的动作模式,必须在设置界面才能选择
系统有三种压装模式供选择:
1)恒定压装速度,设定精确位置停止;
2)恒定压装速度,设定精确压力停止;
3)恒定压装速度,设定精确位移停止;
4 当前位置显示压力头当前相对设备机械原点所在位置。
5 当前压力显示当前压力值。
6 工作原点压装程序的工作原点设定值,即每完成一个工作循环后,返回的位置,合理的设置工作原点,能有效提高工作效率。
在参数设置状态下可以对该参数进行设置。
7 开始位置压装过程中,压力头开始压装的起始位置,即表示,压力头从快速状态进入慢速压装状态。
8 压装终点在“恒定压装速度,设定精确位置停止”模式中,压装终点的设定值。
9 快进速度压力头在快速行程中的速度的设定值;
10 控测速度压力头接即将接触负荷时的探测速度的设定值;
11 保压时间压力头压装工件的保压时间的设定值;
12 接触力压装过程中的区域范围内的最小接触力设定值;
13 压装力压装过程中的最大允计压力设定值;
14 质量判定开关选择OK/NG判定功能的开关,当选择此功能时,压装过程中将对压结果进行质量判定,并有相应的信号输出。
关闭此功能时,默认压装质量为合格。
15 终止压力在“恒定压装速度,设定精确力停止”程序模式,设定精确压装停止力;
16 压装位置在“恒定压装速度,设定精确位置停止”程序模式下,设定压装下限位置。
5、运行状态和作业数据说明:
1 运行信息提示框显示当前压力机的工作状态:
1)“程序不完整,请选择完整程序或重新设置程序参数”
2)“请按下双手按钮启动电子压力机
3)“快速行程中”
4)“压装过程中”
5)“保压中”
6)“返回中”
7)“急停按钮动作,请释放急停按钮”
8)“外部急急停按钮动作,请释放急停按钮”
9)“外部光栅动作”
2 生产量显示当前累计的生产数量,可通通过右边清零按钮清除数据;
3 压装质量显示当前压装结果的结果,
1) 运行中
2) NG
3) OK
4 合格生产量统计当前生产的合格累计数量,生产量清零后,该数据自动清零;
5 不良生产量统计当前生产的不合格累计数量,生产量清零后,该数据自动清零;
6 合格率统计当前合格生产量的合格率,生产量清零后,该数据自动清零;
7 压装时间当前压装过程中所需的总的压装时间
8 累计生产量统计累计的生产量,可通通过右边清零按钮清除数据;
9 终止位置当前压装作业终止的位置,
10 终止压力当前压装作业的终止时的压力值;
11接触力位置当前压装作业中压力头接触到压力时的位置;
12 最小压力OK/NG叛定功能开启状态下,在开始检测位置到终止位置之间检测到的最小压力,当此功能关闭时,显示“功能关闭”;
13最大压力当前压装作业中检测到最大压力。
14待机时间当前压装与之前压装之间的间隔时间。
15工作时间率当前压装作业所需时的比率。
16压装时间累计设备历史压装累计时间,可能通过右边“清零”按钮清零。
17待机时间累计设备历史待机累计时间,可以通过右边“清零”按钮清零。
18工作时间率历史工作时间率。
6、插接板各接口功能如下:
USB1 取样资料存储接口
USB2 人机屏编程接口
I/O-SYS 多功能通迅接口(备用).
COM RS232通迅接口(备用)
BU BOX 按钮盒插口
FIXTURE 夹具信号插口
LIGHT CURTAIN 安全光栅。