裂解汽油加氢第二章操作指南
- 格式:doc
- 大小:677.00 KB
- 文档页数:64
裂解汽油加氢装置规程英文回答:Cracking gasoline hydroprocessing unit, also known as hydrocracking unit, is a vital component in petroleum refining. It is responsible for converting heavy hydrocarbons into lighter, more valuable products such as gasoline and diesel.The process involves the use of high temperatures and pressures, as well as catalysts, to break down the long-chain hydrocarbons into smaller molecules. This cracking process helps to remove impurities and improve the quality of the gasoline.One of the key requirements for a cracking gasoline hydroprocessing unit is the selection of the appropriate catalyst. The catalyst plays a crucial role in the cracking process by facilitating the chemical reactions and increasing the efficiency of the unit. The catalyst needsto be carefully chosen based on factors such as its activity, selectivity, stability, and cost.Another important aspect is the control of operating conditions. The temperature and pressure inside the hydrocracking unit need to be carefully monitored and controlled to ensure optimal performance. The temperature affects the rate of reaction, while the pressure affects the equilibrium of the reactions. By maintaining the right conditions, the desired products can be obtained efficiently.Additionally, the feedstock composition needs to be considered. Different types of crude oil have different compositions, and this can affect the performance of the hydrocracking unit. The feedstock should be analyzed and tested to determine its suitability for the process. Adjustments may need to be made to the operating conditions or catalyst selection to accommodate variations in feedstock composition.Furthermore, proper maintenance and regular inspectionsare essential to ensure the smooth operation of the cracking gasoline hydroprocessing unit. This includes routine checks of equipment, monitoring of catalyst performance, and troubleshooting any issues that may arise. By addressing maintenance needs promptly, downtime can be minimized, and the unit can operate at its full potential.中文回答:裂解汽油加氢装置,也称为加氢裂化装置,是石油精炼中至关重要的组成部分。
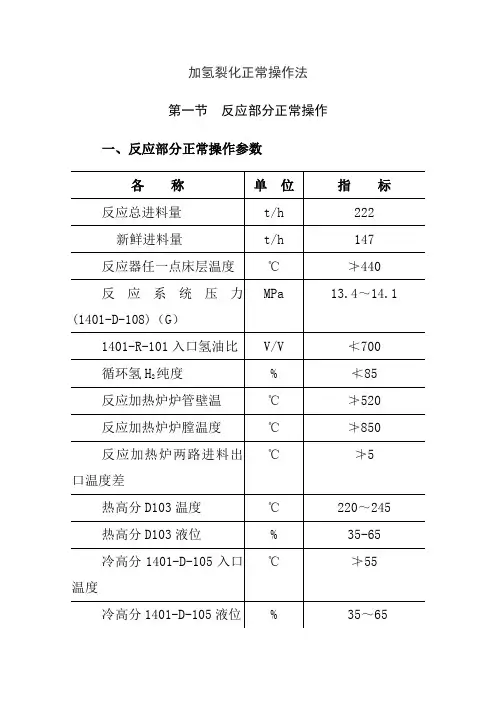
加氢裂化正常操作法第一节反应部分正常操作一、反应部分正常操作参数二、一般规定在开工进程中需要进行升降压、升降温,为了保证装置的安全和长周期运行,需要遵循以下规程:1.反应器升压在下述的任何一项操作中,反应器应按以下推荐的温度和压力限制进行操作。
反应器每一次升压,在反应器所有部件的金属温度达到51℃以前,压力应不超过反应器入口设计压力的四分之一(4.125MPa)。
一旦反应器在高于357℃的温度下操作过,对于以后的所有开工,在反应器各部件的金属温度没有达到93℃以前,反应器压力应不超过入口设计压力的四分之一(4.125MPa)。
2.反应器降压在反应器正常操作压力和温度下,钢材里的氢浓度可达几个ppm,当反应器被冷却和降压时,溶解度降低,导致氢浓度过饱和。
当反应器脱气时(如开停工时)必须小心防止因为过饱和的氢浓度引起钢的氢脆变。
停工时,在任一表面温度降到93℃或更低温度前,反应器应降压到或以下4.125MPa。
降压时另外一个要考虑的问题是由于高流速产生高压降而增加的反应器内部构件的应力,降压速度应控制到任何一个反应器的总压降都不超过0.6MPa。
3.反应器升温在反应器升温期间,升温速度应保持在下列限度以内。
工艺流体限制反应器表面温度<93℃>93℃进料温度变化<8℃/15分钟<14℃/15分钟进料温度比最低表面温度比最低表面温度最多高167 最多高167C4.反应器降温在反应器降温期间,降温速度应保持在下列限度以内:工艺流体限制反应器外壳金属温度<93℃>93℃进料温度变化<8℃/15分钟<14℃/15分钟进料温度比最低表面温度比最低表面温度最多低11l℃最多低11l℃三、操作因素分析1.反应温度反应温度是控制脱硫脱氮率的重要手段。
对于1401-R-101,提高反应温度,提高了脱硫脱氮率,为裂化反应创造条件。
对于1401-R-102,提高反应温度可使裂解反应速度加快,原料的裂化程度加深,生成油中低沸点组分含量增加,气体产率增加。
第二节裂解汽油加氢一、裂解汽油的组成裂解汽油含有C6~C9芳烃,因而它是石油芳烃的重要来源之一。
裂解汽油的产量、组成以及芳烃的含量,随裂解原料和裂解条件的不同而异。
例如,以石脑油为裂解原料生产乙烯时能得到大约20%(质、下同)的裂解汽油,其中芳烃含量为40~80%;用煤柴油为裂解原料时,裂解汽油产率约为24%,其中芳烃含量达45%左右。
裂解汽油除富含芳烃外,还含有相当数量的二烯烃、单烯烃、少量直链烷烃和环烷烃以及微量的硫、氧、氮、氯及重金属等组分。
裂解汽油中的芳烃与重整生成油中的芳烃在组成上有较大差别。
首先裂解汽油中所含的苯约占 C6~C8芳烃的 5 0%,比重整产物中的苯高出约5~8%,其次裂解汽油中含有苯乙烯,含量为裂解汽油的3~5 %,此外裂解汽油中不饱和烃的含量远比重整生成油高。
二、裂解汽油加氢精制过程由于裂解汽油中含有大量的二烯烃、单烯烃。
因此裂解汽油的稳定性极差,在受热和光的作用下很易氧化并聚合生成称为胶质的胶粘状物质,在加热条件下,二烯烃更易聚合。
这些胶质在生产芳烃的后加工过程中极易结焦和析碳,既影响过程的操作,又影响最终所得芳烃的质量。
硫、氮、氧、重金属等化合物对后序生产芳烃工序的催化剂、吸附剂均构成毒物。
所以,裂解汽油在芳烃抽提前必须进行预处理,为后加工过程提供合格的原料。
目前普遍采用催化加氢精制法。
1.反应原理裂解汽油与氢气在一定条件下,通过加氢反应器催化剂层时,主要发生两类反应。
首先是二烯烃、烯烃不饱和烃加氢生成饱和烃,苯乙烯加氢生成乙苯。
其次是含硫、氮、氧有机化合物的加氢分解(又称氢解反应),C—S、C—N、C—O键分别发生断裂,生成气态的H2S、N H3、H2O以及饱和烃。
例如:金属化合物也能发生氢解或被催化剂吸附而除去。
加氢精制是一种催化选择加氢,在340℃反应温度以下,芳烃加氢生成环烷烃甚微。
但是,条件控制不当,不仅会发生芳烃的加氢造成芳烃损失,还能发生不饱和烃的聚合、烃的加氢裂解以及结焦等副反应。
加氢裂化操作规程120万吨/年加氢裂化装置操作规程海南实华炼油化工有限公司二〇二〇年十一月目录第一章概述 (1)第一节装置概况 (1)第二节原料和产品 ..................................................................................................................第三节物料平衡 ......................................................................................................................第四节工艺流程说明 ...............................................................................................................第五节主要操作条件 ...............................................................................................................第六节能耗、公用工程及辅助材料消耗................................................................................第七节装置内外关系...............................................................................................................第八节分析控制 .......................................................................................................................第九节工艺卡片 .........................................................................................................第二章化学反应原理、催化剂及影响因素 ..............................第一节反应原理 .......................................................................................................................第二节催化剂 ...........................................................................................................................第三节影响因素 ....................................................................................................................... 第三章正常开工程序 ................................................第一节开工准备工作 ...............................................................................................................第二节开工前的设备检查 .......................................................................................................第三节反应系统氮气气密、烘干催化剂................................................................................第四节催化剂装填 ...................................................................................................................第五节催化剂干燥 ...................................................................................................................第六节急冷氢和紧急泄压试验................................................................................................第七节催化剂预硫化 ...............................................................................................................第八节切换原料油和调整操作................................................................................................第九节原料分馏系统气密 .......................................................................................................第十节原料分馏系统冷油运 ...................................................................................................第十一节分馏系统热油运及进油操作.................................................................................... 第四章正常操作法 ..................................................第一节反应部分正常操作 .......................................................................................................第二节分馏部分正常操作 .......................................................................................................第三节循环氢脱硫操作 ...........................................................................................................第四节加热炉操作 ...................................................................................................................第五节空气预热系统操作 .......................................................................................................第六节热工部分操作 ...............................................................................................................第七节原料油过滤器操作 ....................................................................................................... 第五章装置正常停工程序 ............................................ 第六章循氢机操作规程 ..............................................第一节开机条件 .......................................................................................................................第二节开机前的检查工作 .......................................................................................................第三节润滑油系统的检查、准备及润滑油系统循环的建立................................................第四节封油系统的检查、准备及封油系统循环的建立........................................................第五节机组本体的检查 ...........................................................................................................第六节压缩机机组的启动 .......................................................................................................第七节正常停机 .......................................................................................................................第八节正常维护与巡检项目 ...................................................................................................第九节故障原因及处理 ........................................................................................................... 第七章新氢压缩机操作规程 ..........................................第一节概述 ...............................................................................................................................第二节开机 ...............................................................................................................................第三节停机 ...............................................................................................................................第四节机组切换 .......................................................................................................................第五节故障分析及处理 ...........................................................................................................第六节 1401-K-101气量无级调节系统的操作及事故处理 ................................................... 第八章机泵操作法 ..................................................第一节高压离心泵 ...................................................................................................................第二节液力透平操作法 ...........................................................................................................第三节普通离心泵操作法 .......................................................................................................第四节液下泵操作法 ...............................................................................................................第五节高压注水泵操作法 .......................................................................................................第六节普通柱塞泵 ...................................................................................................................第七节计量泵 ........................................................................................................................... 第九章事故处理 ....................................................第一节事故处理总则 ...............................................................................................................第二节生产操作事故处理 .......................................................................................................第三节动力事故处理 ...............................................................................................................第四节事故处理后的开工操作................................................................................................ 第十章安全、环保和职业卫生 ........................................第一节岗位安全责任 ...............................................................................................................第二节安全规定 .......................................................................................................................第三节预防职业中毒 ...............................................................................................................第四节防毒器具使用 ...............................................................................................................第五节消防器材的使用 ...........................................................................................................第六节安全用火的规定 ...........................................................................................................第七节装置开停工的安全规定................................................................................................第八节装置检修的安全规定 ...................................................................................................第九节防止硫化氢中毒有关规定...............................................................................附表:1、安全阀一览表 .......................................................................................................................2、设备一览表 ...........................................................................................................................3、工艺原则流程图..................................................................................................4、平面布置图..........................................................................................................第一章概述第一节装置概况海南炼油化工有限公司120×104 t/a加氢裂化装置采用FRIPP研制的FF-20和FC-14双剂串联尾油全循环的加氢裂化工艺,由中国石化工程建设公司(SEI)进行项目总承包。
裂解汽油加氢生产芳炷对二甲苯的生产授课内容:•裂解汽油加氢生产芳婭反应原理、工艺流程及操作控制•对二甲苯的生产反应原理、工艺流程及操作控制知识目标:•了解裂解汽油加氢生产芳炷反应原理、工艺流程•了解对二甲苯的生产反应原理、工艺流程能力目标:•分析和判断裂解汽油组成及特点•分析和判断芳轻之间的相互转化实现过程思考与练习:•对比催化重整产物与裂解汽油芳矩分布特点•裂解汽油加氢生产芳炷反应原理•对二甲苯的生产反应原理第二节裂解汽油加氢----------- r<来源于图1-4 _、裂解汽油的组成裂解汽油含有Ce〜c?芳烧,因而它是石油芳烧的重要来源之一。
論h油的产量、组成以及芳炷的含量,随裂解原料和裂解条件的不同而异。
例如,以仃脑油为裂解原料生产乙烯时能得到大约20飯(质、下同)的裂解汽油,貝中芳炷含量为40〜80利用煤柴汕为裂解原料时,裂解汽油产率约为24%,其中芳烧含量达45%左右。
裂解汽油除富含芳烧外,还含有相当数量的二烯炷、单烯炷、少量直链烷桂和环烷炷以及微量的硫、氧、氮、氯及重金属等组分。
裂解汽油中的芳炷与重整生成汕中的芳烧在组成上有较大差别。
首先裂解汽油中所含的苯约占Q 〜U芳炷的5 0%,比重整产物中的苯高出约5〜8%苴次裂解汽油中含有苯乙烯, 含量为裂解汽汕的3〜5务此外裂解汽油中不饱和烧的含量远比重整生成油高。
二、裂解汽油加氢精制过程由于裂解汽油中含有大量的二烯坯、单烯炷。
因此裂解汽油的稳立性极差,在受热和光的作用下很易氧化并聚合生成称为胶质的胶粘状物质,在加热条件下,二烯炷更易聚合。
这些胶质在生产芳炷的后加工过程中极易结焦和析碳,既影响过程的操作,又影响最终所得芳烧的质呈:。
硫、氮、氧、重金属等化合物对后序生产芳炷工序的催化剂、吸附剂均构成毒物。
所以,裂解汽油在芳烧抽提前必须进行预处理,为后加工过程提供合格的原料。
目前普遍采用催化加氢稱制法。
1. 反应原理裂解汽油与氢气在一左条件下,通过加氢反应器催化剂层时,主要发生两类反应。
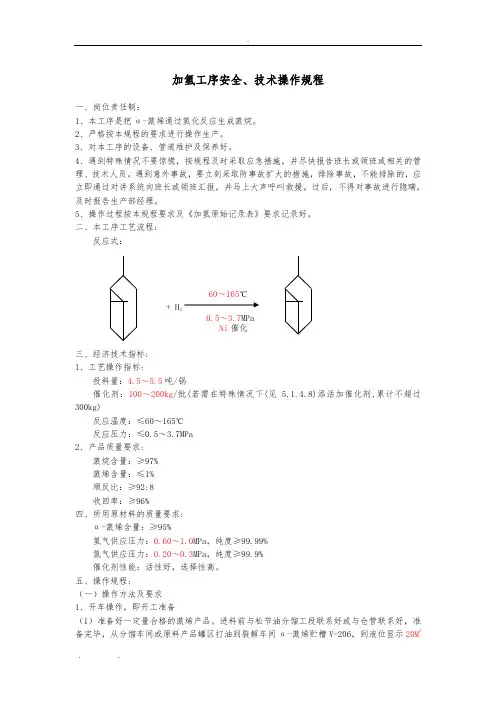
加氢工序安全、技术操作规程一、岗位责任制:1、本工序是把α-蒎烯通过氢化反应生成蒎烷。
2、严格按本规程的要求进行操作生产。
3、对本工序的设备、管道维护及保养好。
4、遇到特殊情况不要惊慌,按规程及时采取应急措施,并尽快报告班长或领班或相关的管理、技术人员。
遇到意外事故,要立刻采取防事故扩大的措施,排除事故,不能排除的,应立即通过对讲系统向班长或领班汇报,并马上大声呼叫救援。
过后,不得对事故进行隐瞒,及时报告生产部经理。
5、操作过程按本规程要求及《加氢原始记录表》要求记录好。
二、本工序工艺流程:反应式:60~165℃+ H20.5~3.7MPaNi催化三、经济技术指标:1、工艺操作指标:投料量:4.5~5.5吨/锅催化剂:100~200kg/批(若需在特殊情况下(见 5.1.4.8)添活加催化剂,累计不超过300kg)反应温度:≤60~165℃反应压力:≤0.5~3.7MPa2、产品质量要求:蒎烷含量:≥97%蒎烯含量:≤1%顺反比:≥92:8收回率:≥96%四、所用原材料的质量要求:α-蒎烯含量:≥95%氢气供应压力:0.60~1.0MPa,纯度≥99.99%氮气供应压力:0.20~0.3MPa,纯度≥99.9%催化剂性能:活性好,选择性高。
五、操作规程:(一)操作方法及要求1、开车操作,即开工准备(1)准备好一定量合格的蒎烯产品。
进料前与松节油分馏工段联系好或与仓管联系好,准备完毕,从分馏车间或原料产品罐区打油到裂解车间α-蒎烯贮槽V-206,到液位显示20M3时,停止打油。
然后取样分析(或是松节油分馏当批次油样),要求α-蒎烯含量在95%以上,其中ß-蒎烯不能超过2%。
(2)检查冷却水、蒸汽、氢气、氮气和电源,保证其供应充足。
(3)清理干净高压釜、氢压机周围环境,无关杂物不得堆放在。
给高压釜搅拌轴处加满甘油,同时检查减速机油箱,要求盛油量不得少于三分之一,不足需加够油后方可运行。
(4)检查氢气压缩机运转顺畅。
第一章装置概况第一节装置简介一、装置概况:装置由中国石化集团公司北京设计院设计,以重油催化裂化装置所产的催化裂化柴油、顶循油,常减压装置生产的直馏柴油和焦化装置所产的焦化汽油、焦化柴油为原料,经过加氢精制反应,使产品满足新的质量标准要求。
新《轻柴油》质量标准要求柴油硫含量控制在0.2%以内,部分大城市车用柴油硫含量要求小于0.03%。
这将使我厂的柴油出厂面临严重困难,本装置可对催化柴油、直馏柴油、焦化汽柴油进行加氢精制,精制后的柴油硫含量降到0.03%以下,满足即将颁布的新《轻柴油》质量标准,缩小与国外柴油质量上的差距,增强市场竞争力。
该项目与50万吨/年延迟焦化装置共同占地面积为217m×103m即22351m2;装置建设在140万吨/年重油催化裂化装置东侧,与50万吨/年延迟焦化装置建在同一个界区内,共用一套公用工程系统和一个操作室。
本装置由反应(包括新氢压缩机、循环氢压缩机部分)、分馏两部分组成。
装置设计规模:120×104t/a。
二、设计特点:1、根据二次加工汽、柴油的烯烃含量较高,安定性差,胶质沉渣含量多的特点,本设计选用了三台十五组自动反冲洗过滤器,除去由上游装置带来的悬浮在原料油中的颗粒。
2、为防止原料油与空气接触氧化生成聚合物,减少原料油在换热器、加热炉炉管和反应器中结焦,原料缓冲罐采用氮气或燃料气保护。
3、反应器为热壁结构,内设两个催化剂床层,床层间设冷氢盘。
4、采用国内成熟的炉前混氢工艺,原料油与氢气在换热器前混合,可提高换热器的换热效果,减少进料加热炉炉管结焦,同时可避免流体分配不均,具有流速快、停留时间短的特点。
5、为防止铵盐析出堵塞管路与设备,在反应产物空冷器和反应产物/原料油换热器的上游均设有注水点。
6、分馏部分采用蒸汽直接汽提,脱除H2S、NH3,并切割出付产品石脑油。
7、反应进料加热炉采用双室水平管箱式炉,炉底共设有32台附墙式扁平焰气体燃烧器,工艺介质经对流室进入辐射室加热至工艺所需温度,并设有一套烟气余热回收系统,加热炉总体热效率可达90%。
第二章操作指南2.1 反应系统操作指南2.1.1操作原则反应系统是装置的关键岗位,其主要任务是将催化柴油与直馏柴油的混合油在反应温度350~380℃、高分压力6.7MPa、空速1.04h-1的条件下通过精制脱除原料中的有机硫、氮、氧化合物,使烯烃和芳烃饱和,提高柴油的安定性;同时通过改质,使芳烃饱和并开环断键,提高柴油的十六烷值。
2.1.1.1严格执行操作规程和工艺卡片,平稳操作2.1.1.2平稳控制反应温度、反应压力、氢油比、空速,保护好催化剂。
2.1.1.3装置提降量要遵循先提量后提温;先降量后降温的原则,保证反应温度不致超温。
2.1.1.4变换操作过程中(特别是反应床层的温度调节)做到少调、勤调。
2.1.1.5加强操作,严禁原料泵(p-1/1、2)、注水泵(p-5/1、2)、新氢机(K-1/1、2)开停机时,高低分液位控制过程中,高压串入低压。
2.1.1.6如有氢气泄漏时,采用蒸汽保护、通风和系统降温降压措施,防止氢气大量泄漏和积聚。
2.1.1.7发生事故时,首先针对事故部位采取就地处理,如果局部工艺不能切除,可切除部分工艺,事态严重,应立即采取降温、降量、降压的处理措施。
事故处理原则:首先保证人身安全,然后按事故预案处理事故,避免事故扩大。
2.1.2正常操作法2.1.2.1精制反应器的操作a 反应温度调节控制目标: <420℃控制范围: <420℃相关参数:燃料气性质、加工量、原料性质、循环氢量、系统压力控制方式:生产中主要受控于F-1出口温度。
a)正常操作反应温度通常是指反应器入口温度,它是控制加氢反应生成油质量的主要手段之一。
影响反应温度的因素有很多,如原料性质、进料量、循环氢气量等。
调节反应温度的主要手段是调节加热炉出口温度。
炉出口温度的变化直接影响到反应入口温度及床层温度。
调节反应温度的一般原则是:先提量后提温;先降量后降温。
其目的是保证原料变化时,反应温度不致超温,要提高加氢反应深度和补偿催化剂活性的下降,应均匀提高反应温度。
第二章操作指南2.1一段反应器系统控制目标:一反加氢汽油苯乙烯含量:≤0.4%,双烯值:≤1.5。
相关参数:进料量、入口温度、床层温度、内循环量控制方式:来自乙烯装置和贮罐40-T-106A/B的粗裂解汽油首先通过流量阀F17002控制进入聚结器(10-V-704)脱除夹带的水,然后进入DPG一段进料缓冲罐(10-V-705).DPG进料缓冲罐(10-V-705)具有缓冲反应器(10-R-701A/B)进料流量和组成发生波动的能力,在操作条件发生变化或受到干扰时,能够使操作人员能够采取正确措施. 缓冲罐(10-V-705)在压力控制阀P7001A/B控制氮封压力下进行操作.反应器进料是通过流量控制阀F17004A/B控制的,缓冲罐设有液位指示器LI-17502 和液位报警,缓冲罐底部要定期检查有没有游离水的存在,若有须及时脱水。
在一段反应器10-R-701A/B中,粗裂解汽油在低温液相下被加氢。
粗裂解汽油与液相循环物料混合后进入一段反应器10-R-701A/B中,氢气由压力控制阀P17002A/B控制进入一段反应器,在一段反应器内二烯烃、苯乙烯、炔及其他非稳定组分被选择性加氢,来自一段的加氢产品几乎是一个烯烃和石腊的混合物。
随着操作的进程,由于胶质和聚合物在催化剂活性表面上不断积累,使催化剂的活性下降,当活性下降到最高入口操作温度达110℃时,产品质量不能够达到要求时,催化剂必须再生。
一段反应器催化剂的暂时性毒物如:游离水和硫,都能影响催化剂活性,因此操作时要避免游离水进入一段反应器。
重金属如:铅能使一段反应器催化剂永久性中毒,但硫中毒使催化剂活性消失可以通过催化剂再生来恢复。
一段反应器中温度的偏差是很小的,然而反应在超温下操作结果会产生温度偏差,这种误操作可以导致芳香族的加氢,它是一个高的放热反应,正常情况下,芳香族是不反应的,当设备中放入新的高活性的催化剂时,出现温度偏差的可能性很大,但此后随着加工时间的积累,这种可能性在递减,当装有新催化剂反应器在开工时,要仔细观察反应器床层温升,如发生温度偏差,装置就要停车。
在操作中,一段反应器的入口操作温度是最重要的操作变量,反应器的入口温度正常调节是产品质量的保证,产品质量通过对苯乙烯含量和双烯值的分析来测定,要调节入口温度以保持二段反应器进料中苯乙烯的含量小于0.4%(wt),二段进料中的双烯值还需小于1.5,双烯值的测试既麻烦,可靠性小,因此苯乙烯含量的测定分析将作为一段反应器性能的更精确的指示。
若一段反应器产品苯乙烯含量超过规范要求,反应器入口温度将要增加,通常入口温度调节1℃,当入口温度过高时,易产生反应器温度偏差,因此要避免在过高的入口温度下操作。
一段反应器加氢过的产品循环起双重作用,一是调节新鲜物料经一段反应器加H2反应放热所引起的温升,二是具有洗涤作用,使催化剂的污染减小到最小。
一段反应器催化剂床层的温升不应超过大约52℃,通常大约是30--50℃,循环液对新鲜进料的比例不应小于4:1,开工时为6:1,这与通过一段反应器的较小温升无关,为使一段反应器中物料分布均匀,新鲜物料与循环液的总量不应小于60t/hr。
一段反应器总的循环量要控制在上述操作范围内,一段反应器液相进料温度控制器T17001将通过自动(或手动)调节通过冷却器10-E-708的循环量,以给出反应器所要求的进口温度。
因一段加氢反应发生在液相,压力直接与氢的分压有关,这样液体原料趋向于有氢的情况下才吸收和反应。
通过调节氢气进口压力控制阀P17002,来控制反应器的压力。
一段反应器的氢气进料量应多于按化学式计算所需要的氢气量,末反应的氢气与进料氢中的甲烷及烃蒸汽一起从反应器10-R-701 中排出,经10-E-709冷却后送到高压闪蒸罐10-V-706,由高压闪蒸罐10-V-706顶出来的气体,以流量阀F17010控制送入氢气压缩肌吸入罐10-V-707,如果排放气的量增加,系统的压力将趋向于降低,这将导致反应器的压力控制器P17002 打开,使更多的氢进入反应器,如果10-V-706顶排气量的减小,则会产生相反的效果(尾气H2含量应不小于74%)。
为保持一段反应器内足够的氢分压,要求有过量氢,通常大约有12%到14%的过量氢来满足反应的要求,大部分的过量氢被带入二段反应器,在脱戊烷塔进料中的任何溶解氢都作为塔顶气来回收,并且循环回乙烯装置。
一段高压闪蒸罐10-V-706 的作用是在去脱戊烷塔之前除去加氢汽油产品中的H 2和C H4,,来自一段反应器的净液产品送到一段高压闪蒸罐10-V-706,顶部排放气送到压缩机吸入罐10-V-707,底部液相产品在流量阀F17011控制下,送入脱戊烷塔10-C-701。
10-V-706高压闪蒸罐内的压力由一段反应器压力控制器P17002来控制,此罐的管排放气在流量阀F17010控制下,送到氢气压缩肌吸入罐10-V-707,排放气流量控制器F17010确定了进入反应器的过量氢。
一段反应器10-R-701流程:11文档收集于互联网,如有不妥请联系删除.正常调整:12文档收集于互联网,如有不妥请联系删除.13文档收集于互联网,如有不妥请联系删除.14文档收集于互联网,如有不妥请联系删除.15文档收集于互联网,如有不妥请联系删除.16文档收集于互联网,如有不妥请联系删除.17文档收集于互联网,如有不妥请联系删除.18文档收集于互联网,如有不妥请联系删除.量,加大内循环量,必要时切断液相进料,迅速泄压充氮置换。
详细操作见第七章。
2.2 脱碳五塔系统控制目标:保证塔釜产品碳五含量达到指标要求,防止碳五组分在二反结焦。
控制范围:塔釜产品中要求碳五小于0.1%控制方式:该塔进料是来自一段高压闪蒸罐10-V-706的经一段反应器加氢的汽油,经过流量阀F17011控制进入脱碳五塔10-C-701,进料中含有来自循环氢压缩机吸入罐10-V-707排放的一些轻组份物料,含有碳五及以下馏份的排放气通过脱碳五塔顶回流罐循环回裂解气压缩机一段吸入罐10-V-201,脱碳五塔10-C-701的压力控制是通过压力控制阀P17003调节回流罐10-V-701的排放气来控制。
塔顶压力控制在0.24MPa,增加塔的压力将增加塔底温度,因而就增加了再沸器结焦的趋势,因此要避免在高压下操作。
脱碳五塔底产品规格以通过设定灵敏板的温度T17520来自动控制,控制机构是流量控制器F17014控制再沸器中压蒸汽流量,另一方面,到再沸器的蒸汽流量可以通过稳定温度控制器T17520再设置来手动调节。
脱碳五塔灵敏板的温度设置点控制了所获得的产品,增加灵敏板温度将增加碳五产品中的碳六馏分和苯的含量,降低灵敏板温度则增加塔底碳五的含量,灵敏板温度设置点必须调整,以达到所要求的分离效果,正确的灵敏板温度设置点将取决于粗裂解汽油的组分,这一灵敏板温度对汽油终馏点尤其敏感, 汽油终馏点的降低将降低所要求的塔底温度,因此,灵敏板温度的设定点要降低,汽油终馏点的提高则产生相反的结果。
相关参数:灵敏板温度、塔压、回流量、蒸汽量正常调整:12文档收集于互联网,如有不妥请联系删除.13文档收集于互联网,如有不妥请联系删除.14文档收集于互联网,如有不妥请联系删除.15文档收集于互联网,如有不妥请联系删除.16文档收集于互联网,如有不妥请联系删除.17文档收集于互联网,如有不妥请联系删除.18文档收集于互联网,如有不妥请联系删除.19文档收集于互联网,如有不妥请联系删除.20文档收集于互联网,如有不妥请联系删除.21文档收集于互联网,如有不妥请联系删除.文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 异常处理:流程:12文档收集于互联网,如有不妥请联系删除.文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.14文档收集于互联网,如有不妥请联系删除.文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.2.3 脱碳十塔系统操作控制目标:将C6-C8从汽油中分离出来。
控制范围:尽量减少C6-C8在C10+中的损失控制方式:脱碳五塔底物料通过F17016流量控制将塔釜物料送到脱碳十塔10-C-702中,在脱碳十塔10-C-702中分馏出中心馏分产品C6-C8和底部产品C10+,该塔设计生产C6— C8或C6—C9馏份。
该塔在大约0.043MPa的塔顶压力下操作,塔压由一个溢流冷凝器系统来控制,塔顶冷凝器10-E-703A/B出口上的压力控制阀P17007控制冷凝器10-E-703A/B内的液位,浸没液位通过压力控制阀P17007限制汽相冷凝液的量来控制脱碳十塔10-C-702塔压。
脱碳十塔10-C-702塔底产品规格可通过设置灵敏板T17570来自动控制,控制方式是流量控制器F17025的温度再设置,该流量控制器F17025确定了到再沸器10-E-706的高压蒸汽的流量,另一方面,到再沸器10-E-706的蒸汽量可通过稳定灵敏板温度控制器T17570设置来手动控制。
15文档收集于互联网,如有不妥请联系删除.正常调整:15文档收集于互联网,如有不妥请联系删除.16文档收集于互联网,如有不妥请联系删除.17文档收集于互联网,如有不妥请联系删除.18文档收集于互联网,如有不妥请联系删除.19文档收集于互联网,如有不妥请联系删除.20文档收集于互联网,如有不妥请联系删除.21文档收集于互联网,如有不妥请联系删除.22文档收集于互联网,如有不妥请联系删除.23文档收集于互联网,如有不妥请联系删除.流程:24文档收集于互联网,如有不妥请联系删除.16文档收集于互联网,如有不妥请联系删除.文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.2.4 二段加氢反应器10-R-702系统的操作控制目标:产出合格的加氢汽油产品。
控制范围:溴价≤2.0gBr/100g样品,S≤2.2ng/ml控制方式:脱碳十塔顶组分由泵10-P-702A/B及泵10-P-702C/D串连加压到4.0MPa,并且与10-K-701来循环氢混合,合成的两相进料被进出料换热器10-E-716、717及进料加热器10-E-711汽化并加热到所要求的二段加氢反应器入口温度,进料通过二段反应器固定的催化剂床层,在那里进行加氢反应,二段加氢反应是单烯烃、硫化物以及残余的二烯烃、苯乙烯等组分的完全加氢,该反应是放热的,并且二段加氢反应器10-R-702流出物的反应热由进出物流换热器10-E-716、717来回收利用。
随着时间的推移,由于二段加氢反应器催化剂活性中心表面结焦使得催化剂活性下降,按要求必须提高二段加氢反应器入口温度以保证二段加氢产品质量,当二段加氢反应器入口温度再提高也不能保证二段加氢产品质量时,二段加氢反应器催化剂就必须再生,这可以从压力降升高,压差达0.25MPa,反应器催化剂失活来确定二段加氢反应器操作周期。