拉伸模设计实例
- 格式:doc
- 大小:112.50 KB
- 文档页数:11
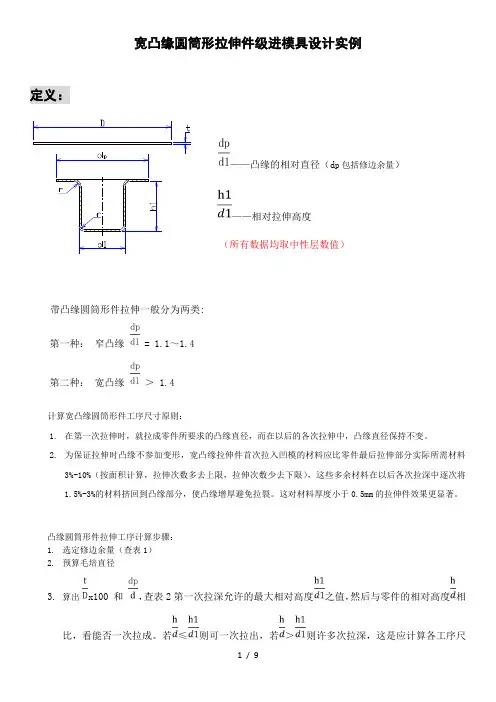
宽凸缘圆筒形拉伸件级进模具设计实例定义:——凸缘的相对直径(d p包括修边余量)——相对拉伸高度(所有数据均取中性层数值)带凸缘圆筒形件拉伸一般分为两类:第一种:窄凸缘 = 1.1~1.4第二种:宽凸缘> 1.4计算宽凸缘圆筒形件工序尺寸原则:1.在第一次拉伸时,就拉成零件所要求的凸缘直径,而在以后的各次拉伸中,凸缘直径保持不变。
2.为保证拉伸时凸缘不参加变形,宽凸缘拉伸件首次拉入凹模的材料应比零件最后拉伸部分实际所需材料3%-10%(按面积计算,拉伸次数多去上限,拉伸次数少去下限),这些多余材料在以后各次拉深中逐次将1.5%-3%的材料挤回到凸缘部分,使凸缘增厚避免拉裂。
这对材料厚度小于0.5mm的拉伸件效果更显著。
凸缘圆筒形件拉伸工序计算步骤:1.选定修边余量(查表1)2.预算毛培直径3.算出x100 和,查表2第一次拉深允许的最大相对高度之值,然后与零件的相对高度相比,看能否一次拉成。
若≤则可一次拉出,若>则许多次拉深,这是应计算各工序尺寸。
4.查表3第一次拉深系数m1,查表4以后各工序拉深系数m2、m3、m4……,并预算各工序拉深直径,得出拉深次数。
5.调整各工序拉深系数。
计算实例1.产品件简化凸缘直径:d p=74.9 拉伸直径:d=43.15 拉伸高度:H=19.5 材料厚度:t=1 2.修边余量表1 带凸缘拉深件修边余量凸缘尺寸dp相对凸缘尺寸 dp/d≤1.5 >1.5~2 >2~2.5 >2.5~325 1.6 1.4 1.2 1 50 2.5 2 1.8 1.6 100 3.5 3 2.5 2.2 150 4.3 3.6 3 2.5 200 5 4.2 3.5 2.7 250 5.5 4.6 3.8 2.8 300 6 5 4 3相对凸缘尺寸:=74/43.15=1.71 ;根据上面的表格(表1) 1.5<=1.71<2 ;50<dp=74 <100则,带凸缘的拉伸件修边余量:2~3,取值 3 则,带凸缘的拉伸件修边余量:Δd=3 mm3. 展开根据成型前后中性层的面积不变原理使用UG 测量出拉深件中性层面积7379.0492 mm ² (不推荐使用公式计算,个人感觉一般计算得数偏大,故本文省略公式) 则,展开尺寸D== 96.95≈97 mm凸缘直径:d 凸=80.9拉伸直径:d=43.15拉伸高度:H=19.5材料厚度:t=1修边余量:Δd=3展开直径:D=974. 拉深系数确定表2 带凸缘拉深件的首次拉深系数凸缘相对直径dp/d1 材料相对厚度x100≤0.2>0.2~0.5 >0.5~0.1 >1~1.5 >1.5≤1.1 0.64 0.62 0.6 0.58 0.55 >1.1~1.3 0.60 0.59 0.58 0.56 0.53 >1.3~1.5 0.57 0.56 0.55 0.53 0.51 >1.5~1.8 0.53 0.52 0.51 0.50 0.49 >1.8~2 0.470.46 0.45 0.440.43凸缘相对直径dp/d1 材料相对厚度x100≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 ≤1.1 0.45 0.50 0.57 0.65 0.75 >1.1~1.3 0.40 0.45 0.50 0.56 0.65 >1.3~1.50.350.40 0.45 0.500.58>1.5~1.8 0.29 0.34 0.37 0.42 0.48>1.8~2 0.25 0.29 0.32 0.36 0.42表4 带凸缘拉深件的以后各次拉深系数凸缘相对直材料相对厚度x100径dp/d1≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 m2 0.80 0.79 0.78 0.76 0.75m3 0.82 0.81 0.80 0.79 0.78m4 0.85 0.83 0.82 0.81 0.80m5 0.87 0.86 0.85 0.84 0.82(1)验证可否一次完成拉伸材料相对厚度:t/D=1/97×100=1.03≈1凸缘相对直径:dp/d=80.9/43.15=1.87总的拉伸系数:M=d/D=43.15/97=0.45根据上表(附表2):0.5< t/D ≤1;1.8< dp/d <2则有工艺切口的首次最小拉伸系数 M1=M根据上表(附表3)有工艺切口的首次拉伸最大相对高度:h/d=19.5/43.15=0.45>0.32所以,根据 M1=M 和 h/d=0.45>0.32 ,判定一次拉伸不能成功,需要多步拉伸。
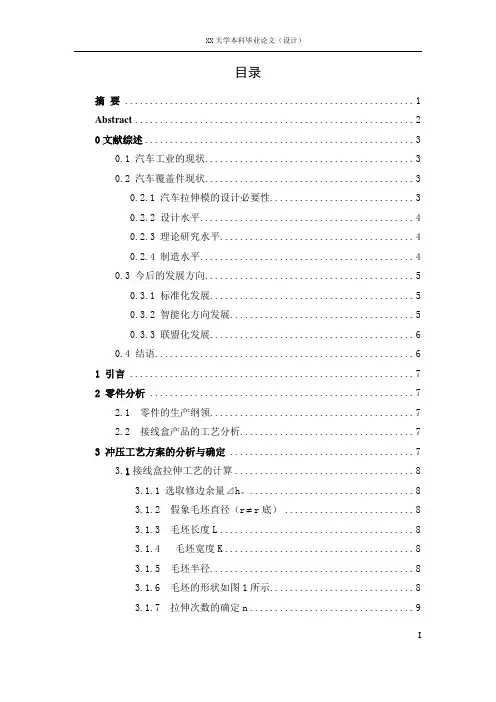
目录摘要 (1)Abstract (2)0文献综述 (3)0.1 汽车工业的现状 (3)0.2 汽车覆盖件现状 (3)0.2.1 汽车拉伸模的设计必要性 (3)0.2.2 设计水平 (4)0.2.3 理论研究水平 (4)0.2.4 制造水平 (4)0.3 今后的发展方向 (5)0.3.1 标准化发展 (5)0.3.2 智能化方向发展 (5)0.3.3 联盟化发展 (6)0.4 结语 (6)1 引言 (7)2 零件分析 (7)2.1 零件的生产纲领 (7)2.2 接线盒产品的工艺分析 (7)3 冲压工艺方案的分析与确定 (7)3.1接线盒拉伸工艺的计算 (8)3.1.1 选取修边余量⊿h。
(8)3.1.2 假象毛坯直径(r r底) (8)3.1.3 毛坯长度L (8)3.1.4 毛坯宽度K (8)3.1.5 毛坯半径 (8)3.1.6 毛坯的形状如图1所示 (8)3.1.7 拉伸次数的确定n (9)3.1.8 确定工序件形状和尺寸 (9)3.2.确定冲压工艺方案 (10)4.模具结构形式的选择 (11)4.1 工序一的模具结构形式 (11)4.1.1 定位装置 (11)4.1.2卸料及顶件装置 (11)4.2工序二的模具结构设计 (11)4.2.1 结构形式 (11)4.2.2推件装置 (12)4.2.3 导向装置 (12)4.3工序三的模具结构形式 (12)4.3.1结构形式 (12)4.3.2 推件装置 (12)4.3.3 导向装置 (13)4.4工序四的模具结构设计 (13)4.4.1 结构形式 (13)4.4.2 定位装置 (13)4.4.3卸料与顶件装置 (13)5 计算各工序冲压力、选择压力机 (13)5.1工序一:[落料与冲底孔复合] (14)5.1.1 冲裁力的计算 (14)5.1.2 压力机的选择 (14)5.2 工序二:[一次拉伸] (15)5.2.1 拉伸力的计算 (15)5.2.2 压力机的选择 (15)5.3 工序三:[二次拉伸] (15)5.3.1 拉伸力的计算 (15)5.3.2 压力机的选择 (16)5.4 工序四:[冲边缘孔] (17)5.4.1 冲裁力的计算 (17)5.4.2 压力机的选择 (17)5.5 工序五:[切边] (18)5.5.1 冲裁力的计算 (18)5.5.2 压力机的选择 (18)6 设计冲模及其主要零部件 (19)6.1 工序一[落料与冲底孔复合] (19)6.1.1 模具工作部分尺寸的计算 (19)6.2 工序二[一次拉伸] (21)6.2.1 首次拉伸模的圆角半径 (21)6.2.2 首次拉伸单边间隙 (21)6.2.3 首次拉伸凹模工作尺寸 (22)6.3工序三 [二次拉伸] (22)6.3.1 二次拉伸直边区单边间隙 (22)6.3.2 二次拉伸圆角区单边半径 (22)6.3.3 二次拉伸模圆角半径 (22)6.3.4 凸、凹模工作部分的尺寸和公差。
案例3拉深模零件名称:180柴油机通风口座子生产批量:大批量材料:08酸洗钢板零件简图:如图17所示图17通风口座子设计步骤按如下程序进行(一)分析零件的工艺性这是一个不带底的阶梯形零件,其尺寸精度、各处的圆角半径均符合拉深工艺要求。
该零件形状比较简单,可以采用:落料一拉深成二阶形阶梯件和底部冲孔一翻边的方案加工。
但是能否一次翻边达到零件所要求的高度,需要进行计算。
1. 翻边工序计算一次翻边所能达到的高度:按相关表取极限翻边系数K最小=0.68由相应公式计算得:H最大=D/2(1-K最小)+0.43r+0.72δ=56/2(1-0.68)+0.43*8+0.72*1.5=13.48(mm)而零件的第三阶高度H=21.5>H最大=13.48。
由此可知一次翻边不能达到零件高度要求,需要采用拉深成三阶形阶梯件并冲底孔,然后再翻边。
第三阶高度应该为多少,需要几次拉深,还需继续分析计算。
计算冲底孔后的翻边高度h(见图18):取极限翻边系数K最小=0.68拉深凸模圆角半径取r凸=2σ=3mm由相关公式得翻边所能达到的最大高度:图18拉深后翻边h最大=D/2(1-K最小)+0.57r凸=56/2(1-0.68)+0.57*3=10.67(mm)取翻边高度 h=10(mm)计算冲底孔直径d:d=D+1.14r凸-2h=56+1.14×3-2×10=39.42(mm)实际采用Ф39mm。
计算需用拉深拉出的第三阶高度h´h´=H-h+r凸+δ=21.5-10+3+1.5=16(mm)根据上述分析计算可以画出翻边前需拉深成的半成品图,如图19所示。
2.拉深工序计算图19所示的阶梯形半成品需要几次拉深,各次拉深后的半成品尺寸如何,需进行如下拉深工艺计算。
计算毛坯直径及相对厚度:先作出计算毛坯分析图,如图20所示。
为了计算方便,先按分析图中所示尺寸,根据弯曲毛坯展开长度计算方法求出中性层母线的各段长度并将计算数据列于表6中。
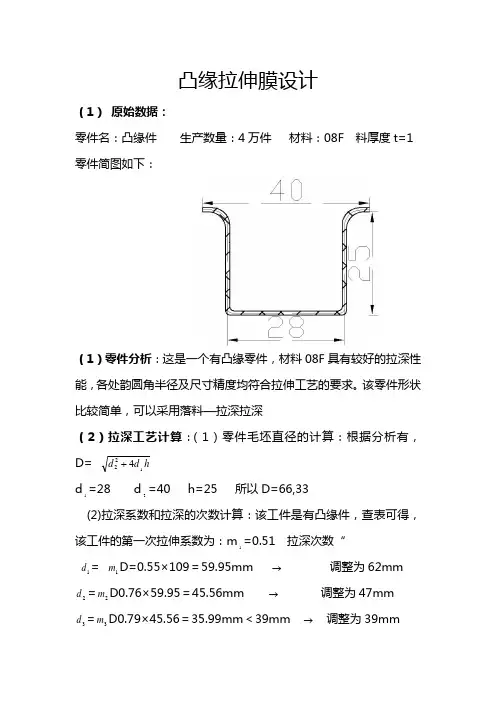
凸缘拉伸膜设计(1) 原始数据:零件名:凸缘件 生产数量:4万件 材料:08F 料厚度t=1 零件简图如下:(1)零件分析:这是一个有凸缘零件,材料08F 具有较好的拉深性能,各处韵圆角半径及尺寸精度均符合拉伸工艺的要求。
该零件形状比较简单,可以采用落料—拉深拉深(2)拉深工艺计算:(1)零件毛坯直径的计算:根据分析有,D=h d d 1422+ d 1=28 d 2=40 h=25 所以D=66,33 (2)拉深系数和拉深的次数计算:该工件是有凸缘件,查表可得,该工件的第一次拉伸系数为:m 1=0.51 拉深次数“ 1d =1m D=0.55×109=59.95mm → 调整为62mm 2d =2m D0.76×59.95=45.56mm → 调整为47mm 3d =3m D0.79×45.56=35.99mm <39mm → 调整为39mm 计算共需3次拉深1各次拉深工件圆角半径及拉伸高度的确定: 工件的内角半径一般取r=(3-5)tr 1=3.5,r 2=2.5,r 3=1.5,所以每次拉深后筒形件的高度为h 1=0.25×(112d d D -)+0.43×11132.0(1r d d r +)=35.5 同理h 2=52.772,落料拉深复合模工艺计算(1)落料凹凸模刃口尺寸计算A 凹=(109-0.5×0.87)0175.2..0- =108.570.22.0-A 凸=A 凹-0.14=108.4322.00+(2)拉深凸凹模刃口尺寸计算Δ=0.62,X=0.75,δ凹=4Δ=0.155,A 凹=(A-X Δ)=(40-0.75×0.62)=39.535005.0- A 凸(A 凹- X Δ-Z min )=37.0708.00+ (3)第一套拉深模必要的计算拉伸力为:F L =πd 1t бb k 1=3.14×109×1×600×0.8=164285N 压力边为Q =4п[D 2-(d 1+2r A )2]p =26974N总拉深力为:P 总=164285+26975=191×103N所以应该选压力机设备为J23-25. 拉深磨具装配图:。
无凸缘筒形件拉深模设计样例 (5)(一)零件工艺性分析 (5)1.材料分析 (5)2.结构分析 (5)3.精度分析 (5)(二)工艺方案的确定 (5)(三)零件工艺计算 (5)1.拉深工艺计算 (5)2.落料拉深复合模工艺计算 (8)3.第二次拉深模工艺计算 (10)4.第三次拉深模工艺计算 (11)5.第四次拉深模工艺计算 (11)(四)冲压设备的选用 (11)1.落料拉深复合模设备的选用 (11)2.第二次拉深模设备的选用 (12)(五)模具零部件结构的确定 (12)1.落料拉深复合模零部件设计 (12)2.第二次拉深模零部件设计 (13)(六)落料拉深复合模装配图 (13)摘要简短介绍了我国模具行业发展状况,以及在当下模具行业情况,并且对国内外模具行业发展现状加以分析,从而对我国模具行业与国外模具行业进行了综合比较提出差距所在。
同时介绍了模具的类型和主要功能。
综合阐述对镶套落料拉深模具进行设计,首先对工件进行工艺分析,对拉深特点拉深变形过程进行技术分析。
在设计之前先确定修边余量和毛坯尺寸是否需要使用压边圈。
其次对拉深模具进行总体设计,了解拉深模具结构、分类,选择压边装置。
然后确定工作部分结构参数,确定拉深系数及工序尺寸。
计算凸模圆角半径、凹模圆角半径、间隙、凸、凹模尺寸公差、压边力、压边圈尺寸、拉深力、卸料力、拍样计算,并计算压力中心对压力机进行选择。
最后选择模具主要零部件及结构,对模具材料、模架进行选择,计算凸模长度、凹模高度和壁厚、凸模固定板尺寸以及校核凸、凹模强度。
同时设计选择其他零部件,确定模具闭合高度,对拉深模具进行安装调试。
关键词:模具冲压凸模圆角半径尺寸公差间隙拉深力凸、凹模绪论一、概述1、模具工业的概况模具工业是国民经济的基础工业,受到政府和企业界的高度重视,发达国家有“模具工业是进入富裕社会的源动力”之说,可见其重视的程度。
当今,“模具就是经济效益”的观念,已被越来越多的人所接受。
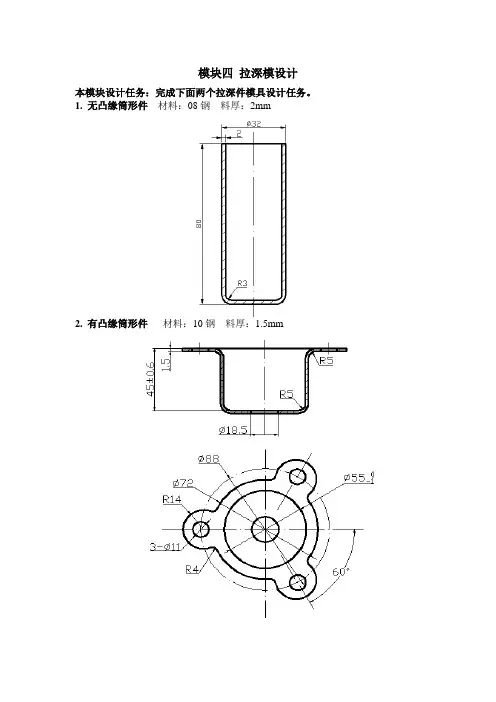
模块四拉深模设计本模块设计任务:完成下面两个拉深件模具设计任务。
1. 无凸缘筒形件材料:08钢料厚:2mm2. 有凸缘筒形件材料:10钢料厚:1.5mm学习项目一拉深概述一、拉深的概念及应用拉深(又称拉延)是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成空心零件的加工方法,它是冲压生产中应用最广泛的工序之一。
拉深可加工旋转体零件、盒形零件及其他形状复杂的薄壁零件如图1所示。
它广泛用于汽车、拖拉机、仪表、电子、航空和航天等各种工业部门和日常生活用品的生产中。
图1 拉深件示意图a)轴对称旋转体拉深件b)盒形件c)不对称拉深件二、拉深的分类拉深可分为不变薄拉深和变薄拉深。
不变薄拉深成形后的零件,其各部分的厚度与拉深前坯料厚度相比,基本不变;而变薄拉深成形后的零件,其壁厚与原坯料厚度相比则有明显的变薄。
在实际生产中,应用较多的是不变薄拉深。
三、拉深模拉深成形所用的冲模叫拉深模。
拉深模结构一般比较简单,它与冲裁模相比,凸模与凹模的工作部分均有较大的圆角,表面质量要求高,凸模与凹模的间隙一般略大于坯料厚度。
拉深模有许多分类方法。
根据使用的压力机类型不同,可分为单动压力机上用的拉深模和双动压力机上用的拉深模;根据拉深顺序可分为首次拉深模和以后各次拉深模;根据工序组合可分为单工序拉深模、复合工序拉深模、连续工序拉深模;根据压料情况可分为有压边装置和无压边装置拉深模。
图2为一副有压边圈的首次拉深模,平板坯料放人定位板6内,当上模下行时,首先由压边圈5和凹模7将坯料压住,随后凸模10将坯料逐渐拉人凹模孔内进行拉深成形。
成形完后,当上模回升时,弹簧4恢复,利用压边圈5将拉深件从凸模10上卸下,为了便于成形和卸料,在凸模10上开设有通气孔。
在这副模具中,压边圈既起压边作用,又起卸料作用。
图2 有压边圈的首次拉深模1-模柄2-上模座3-凸模固定板4-弹簧5-压边圈6-定位板7-凹模8-下模座9-卸料螺钉10-凸模学习项目二圆筒形拉深件的变形分析一、拉深变形过程1.宏观分析图3为平板圆形坯料变为筒形件的变性过程示意图。
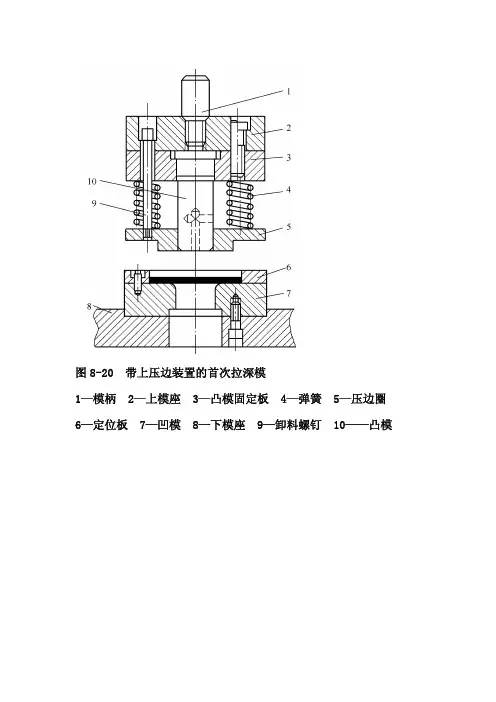
图8-20带上压边装置的首次拉深模1—模柄2—上模座3—凸模固定板4—弹簧5—压边圈6—定位板7—凹模8—下模座9—卸料螺钉10——凸模图8-21无压边装置的以后各次拉深模1—模柄2—上模座3—垫板4—凸模固定板5—凸模6—定位板7—凹模8—凹模固定板9—下模座一、冲压件工艺分析1、材料:该冲裁件的材料的含碳量为0.08%,是优质碳素结构钢,具有较好的可拉深性能。
2、零件结构:该制件为圆桶形拉深件,故对毛坯的计算要精确。
3、单边间隙、拉深凸凹模及拉深高度的确定应符合制件要求。
4、凹凸模的设计应保证各工序间动作稳定。
5、尺寸精度:零件图上所有未注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。
查公差表可得工件基本尺寸公差为:5.060±φ74.0070+3.008+r 25.001+二、工艺方案及模具结构类型1、工艺方案分析该工件包括落料、拉深两个基本工序,可有以下三种工艺方案:方案一:先落料,首次拉深一,再次拉深。
采用单工序模生产。
方案二:落料+拉深复合,后拉深二。
采用复合模+单工序模生产。
方案三:先落料,后二次复合拉深。
采用单工序模+复合模生产。
方案四:落料+拉深+再次拉深。
采用复合模生产。
方案一模具结构简单,但需三道工序三副模具,成本高而生产效率低,难以满足大批量生产要求。
方案二只需二副模具,工件的精度及生产效率都较高,工件精度也能满足要求,操作方便,成本较低。
方案三也只需要二副模具,制造难度大,成本也大。
方案四只需一副模具,生产效率高,操作方便,工件精度也能满足要求,但模具成本造价高。
通过对上述四种方案的分析比较,该件的冲压生产采用方案二为佳。
2、主要工艺参数的计算t =1mm,下面均按中线计算(1)确定修边余量h∆该h=70-0.5=69.5mm,d=60-1=59mm,则相对高度h/d=69.5/59=1.18查《冷冲模设计》表6-2无凸缘零件切边余量h ∆= 3.8mm 则可得拉深高度HH=h+h ∆=69.5+3.8=73.3mm(2)计算毛坯直径D由公式(6-9)得:D=2256.072.14r dr dH d −−+=22856.085972.13.7359459×−××−××+mm141≈(3)确定拉深次数按毛坯相对厚度%70.01421==D t 和工件相对高度24.1593.73==d H 查《冷冲模设计》表6-9可得2=n ,初步确定需要两次拉成,同时需增加一次整形工序。
案例3拉深模
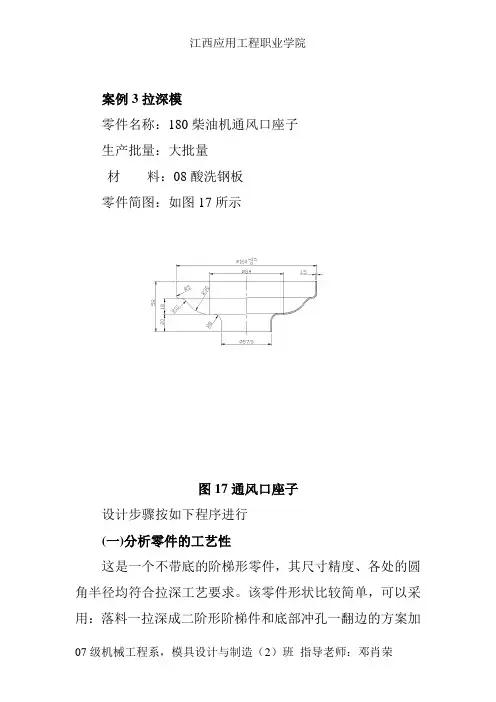
零件名称:180柴油机通风口座子
生产批量:大批量
材料:08酸洗钢板
零件简图:如图17所示
图17通风口座子
设计步骤按如下程序进行
(一)分析零件的工艺性
这是一个不带底的阶梯形零件,其尺寸精度、各处的圆角半径均符合拉深工艺要求。
该零件形状比较简单,可以采用:落料一拉深成二阶形阶梯件和底部冲孔一翻边的方案加
工。
但是能否一次翻边达到零件所要求的高度,需要进行计算。
1. 翻边工序计算
一次翻边所能达到的高度:
按相关表取极限翻边系数K最小=0.68
由相应公式计算得:
H最大=D/2(1-K最小)+0.43r+0.72δ
=56/2(1-0.68)+0.43*8+0.72*1.5
=13.48(mm)
而零件的第三阶高度H=21.5>H最大=13.48。
由此可知一次翻边不能达到零件高度要求,需要采用拉深成三阶形阶梯件并冲底孔,然后再翻边。
第三阶高度应该为多少,需要几次拉深,还需继续分析计算。
计算冲底孔后的翻边高度h(见图18):
取极限翻边系数K最小=0.68
拉深凸模圆角半径取r凸=2σ=3mm
由相关公式得翻边所能达到的最大高度:
图
18拉深后翻边
h最大=D/2(1-K最小)+0.57r凸
=56/2(1-0.68)+0.57*3
=10.67(mm)
取翻边高度 h=10(mm)
计算冲底孔直径d:
d=D+1.14r凸-2h
=56+1.14×3-2×10
=39.42(mm)
实际采用Ф39mm。
计算需用拉深拉出的第三阶高度h´
h´=H-h+r凸+δ
=21.5-10+3+1.5
=16(mm)
根据上述分析计算可以画出翻边前需拉深成的半成品图,如图19所示。
2.拉深工序计算
图19所示的阶梯形半成品需要几次拉深,各次拉深后的半成品尺寸如何,需进行如下拉深工艺计算。
计算毛坯直径及相对厚度:
先作出计算毛坯分析图,如图20所示。
为了计算方便,先按分析图中所示尺寸,根据弯曲毛坯展开长度计算方法求出中性层母线的各段长度并将计算数据列于表6中。
图
19
翻
边
前
半
成
品
形
状
图20 计算毛坯分析图
表6毛料计算附表(mm )
序
号 l
r
lr
序 号 l
r
lr
1
17
79.25
1374.25
6
13.75
31.17
428.59
2 6.67 77.7
1 518.3
3
7 2 28 56
3 10.4
28 70.1
84
731.8
8
8 5.89 26.6
4
156.
67
4 28.3
7 55.1
04
1563.
3
9 24.2
5
12.1
3
293.
43
5 5.25 39.3
75 206.7
2
∑lr=5302.17
根据公式计算得毛坯直径:
计算相对厚度:δ/D*100=1.5/206*100=0.72
确定拉深次数:
根据h/d n=54.5/57.5=0.95
δ/D*100=0.72
查相关表得拉深次数为2,故一次不能拉成。
计算第一次拉深工序尺寸:
为了计算第一次拉深工序尺寸,需利用等面积法,即第二次拉深后的面积和拉深前参与变形的面积相等,求出第一次拉深工序的直径和深度。
由于参与第二次拉深变形的区域是从图2-30中的L5开始,因此以L5开始计算面积,并求出相应的直径。
δ/D*100=0.72
查相应表和第二次拉深系数m2=0.76
因此,第一次应拉成的第二阶直径
d=56/0.76=73.6(mm)
为了确保第二次拉深质量,充分发挥板料在第一次拉深变形中的塑性潜力,实际定为:d=72mm
按照公式(4-7c)求得:
h=0.25/72(96.62-842)+0.86*4.75
=11(mm)
这样就可以画出第一次拉深工序图,如图21所示。
上述计算是否正确,即第一次能否由Ф206的平板毛坯拉深成图21所示的半成品,需进行核算。
阶梯形零件,能否一次拉成,可以用下述近似方法判断,即求出零件的高度与最小直径之比h/dn,再按圆筒形零件拉深许可相对高度表(相应表)查得其拉深次数,如拉深次数为1,则可一次拉成。
根据图2-31所示:h=51, dn=72, h/dn=0.70, δ/D×100=72,查相关表提拉深次数为1,说明图2-31所示半成品可以由平板毛坯一次拉成。
(二)确定工艺方案
通过上述分析计算可以得出该零件的正确工艺方案是:落料;第一次拉深,压成如图2-31所示的形状;第二次拉深、冲孔,压成如图2-29所示的形状;第四道工序为翻边,达到零件形状和尺寸要求,如图2-27所示。
共计四道工序。
现在以第一次拉深模为例继续介绍设计过程。
(三)进行必要的计算
1.计算总拉深力
根据相对厚度δ/D×100=0.27,按照公式判断要使用压边圈
按照公式计算得到拉深力为:
P=πd1δσbK1=3.14×158.5×1.5×450×0.91
=300000(N)
压边力为:Q=π/4[D2-(d1-2r凹)2]q
=π/4[2052-(160+2*8)2]2.5
=22000(N)
式中 q的值按相应表选取为2.5N/mm²
总拉深力P总=P+Q=300000+22000
=322000(N)
图21 第一次拉深工序图图22模具结构草图
2.工作部分尺寸计算
该工件要求外形尺寸,因此以凹模为基准间隙取在凸模
单边间隙Z=1.1δ=2.55(mm)
凹模尺寸按公式(4-33a)得:
D凹=(D-0.75△)+δ凹=(160-0.75×0.5)
+0.10
=159.6+0.10(mm)
式中δ凹见表
凸模尺寸按公式得:
D凹=(D-0.75△–2Z)_δ凸
=(160-0。
75×0.5-2×2.55)_0.07
=156.3 _0.07(mm)
式中δ凸见表
圆角处的尺寸,经分析,若该处是以凸模成形,则以凸模为基准,间隙取在凹模上;若是以凹模成形,则以凹模为基准,间隙取在凸模上。
(四) 模具总体设计
勾画的模具草图,如图22所示。
初算模具闭合高度:
H模=272.5(mm)
外轮廓尺寸估算为Ф420(mm)
(五)模具主要零部件设计
该模具的零件比较简单,可以在绘制总图时,边绘边设
(六)选定设备
本工件的拉深力较小,仅有322000N,但要求压力机行程应满足:S≥2.5h工件=145(mm),同时考虑到压边要使用气垫,所以实际生产中选用有气垫的3150000N闭式单点压力机。
其主要技术规格为:
公称压力 3150000N
滑块行程 400mm
连杆调节量 250mm
最大装模高度 500mm
工作台尺寸 1120×1120 mm
(七) 绘制模具总图
模具总图,如图23所示
图23 座子拉深模(第一次)
1-上模座 2-内六角螺钉3-内六角螺钉4-顶杆5-模柄6-圆柱销7-凹模与推件板
8-凹模9-凸模10-卸料板11-顶杆12-下模座
表7 零件明细表
序号名称数
量
材料热处理
1 上模座 1 HT200
2 内六角螺钉M12
×70
10 45 HRC40~45
3 内六角螺钉M12
×25
6 45 HRC40~45
4 顶杆 1 4
5 HRC40~45
5 模柄 1 Q235(A5)
6 圆柱销12n6×
100
2 45 HRC40~45
7 凹模与推件板 1 T8A HRC56~60
8 凹模 1 T8A HRC56~60
9 凸模 1 T8A HRC56~60
10 卸料板 1 Q235(A3)
江西应用工程职业学院
11 顶杆 4 45 HRC40~45
12 下模座 1 HT200
07级机械工程系,模具设计与制造(2)班指导老师:邓肖荣。