瓶盖拉深模的设计正文(有全套图纸)
- 格式:doc
- 大小:94.00 KB
- 文档页数:5
拉深模设计与制造实例实例五:拉深模设计与制造实例设计步骤设计内容1(冲压件工艺性分析2(冲压工艺方案的确定3(主要设计计算 (1)毛坯尺寸计算(2)排样及相关计算(3)成形次数的确定(4)冲压工序压力计算(5) 工作部分尺寸计算4(模具总体设计5(主要零部件设计 (1)工作零件的结构设计(2)其它零部件设计6(模具总装图7(冲压设备的选定8(模具零件加工工艺9(模具的装配零件简图:如图所示。
生产批量:大批量材料:镀锌铁皮材料厚度:1mm图1 工件简图 1(冲压件工艺性分析返回该工件属于较典型圆筒形件拉深,形状简单对称,所有尺寸均为自由公差,对工件厚度变化也没有作要求,只是该工件作为另一零件的盖,口部尺寸φ69可稍作小些。
而工件总高度尺寸14mm可在拉深后采用修边达要求。
2(冲压工艺方案的确定返回该工件包括落料、拉深两个基本工序,可有以下三种工艺方案:方案一:先落料,后拉深。
采用单工序模生产。
方案二:落料-拉深复合冲压。
采用复合模生产。
方案三:拉深级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,生产效率低,难以满足该工件大批量生产的要求。
方案二只需一副模具,生产效率较高,尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案三也只需一副模具,生产效率高,但模具结构比较复杂,送进操作不方便,加之工件尺寸偏大。
通过对上述三种方案的分析比较,该件若能一次拉深,则其冲压生产采用方案二为佳。
3(主要设计计算(1) 毛坯尺寸计算返回根据表面积相等原则,用解析法求该零件的毛坯直径D,具体计算见表7。
(2)排样及相关计算返回采用有废料直排的排样方式,相关计算见表7。
查板材标准,宜选750mm×1000mm的冷轧钢板,每张钢板可剪裁为8张条料(93mm×1000mm),每张条料可冲10个工件,故每张钢板的材料利用率为68%。
(3)成形次数的确定返回该工件底部有一台阶,按阶梯形件的拉深来计算,求出h/dmin=15.2/40=0.38,根据毛坯相对厚度t/D=1/90.5=1.1,查表4.4.3发现h/dmin小于表中数值,能一次拉深成形。
南京工程学院继续教育学院毕业设计(论文)设计(论文)题目外壳落料拉深模具设计学生姓名指导教师2008年1月4日南京工程学院继续教育学院(系)数控技术专业毕业设计论文任务书一、题目及专题:1、题目冲压模具设计2、专题外壳落料拉深模具设计二、课题来源及选题依据课题来源:企业开发研制产品需要。
选题依据:根据学生所学专业及教学大纲要求,结合相关企业实际生产需要及设计模式,促使学生将所学专业基础知识及专业知识具体应用到实践中,培养其理论联系实际的能力。
三、本设计(论文或其他)应达到的要求:1.根据零件的使用条件、技术要求、形状和尺寸,确定该零件的冷冲压工艺方案(包括排样图);2.选择各工序冲压设备,填写冲压工艺过程卡;3.设计本工序的工装设备(模具);4.绘制全套模具图(工序图、排样图、装配图和零件图);5.撰写设计计算说明书一份,字数约10000字符。
四、接受任务学生:班姓名五、开始及完成日期:自2007年11 月5 日至2008年1 月11 日六、设计(论文)指导(或顾问):指导教师签名签名教研室主任〔学科组组长研究所所长〕签名院长(系主任) 签名年月日摘要本课题主要是外壳落料拉深模具设计,冲压方案及压力机的选用。
为企业解决实际的问题。
本课题的设计综合运用了我们所学的机械制图、冷冲压工艺与模具设计、模具设计与制造、冲压模具简明设计手册、公差配合与技术测量基础、冷冲压模具设计指导等专业理论知识、通过设计提高了我的基础理论知识和查阅各种资料的综合分析的能力,使我得到了一次运用所学知识的综合训练。
关键词:外壳落料拉深模具、冲压方案。
蔡宇萌2008年1月目录第1章绪论 (1)1.1 冲压的概念、特点及应用 (1)1.2 冲压的基本工序及模具 (2)1.3 冲压技术的现状及发展方向 (3)第2章落料拉深模具的设计 (7)2.1 零件基本情况 (7)2.2 工艺分析 (8)2.3 零件工艺计算及冲压方案的确定 (8)2.4 排样计算 (9)2.5 冲裁力的计算及选用压力机 (10)2.6 画工序图 (12)2.7 编制工艺卡片 (13)第3章模具的类型结构及模具尺寸的计算 (14)3.1 冲模类型及结构形式 (14)3.2 模具设计计算 (14)3.3 校核压力机 (18)第4章模具加工工艺 (20)第5章总结、致谢、参考文献 (25)第1章绪论1.1冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
JIANGXI AGRICULTURAL UNIVERSITY 本科毕业设计题目:瓶盖落料拉伸复合模设计学院:姓名:学号:专业:年级:指导教师二0一四年五月摘要冲压制品目前国防、工业、农业和日常生活中等各方面都得到广泛的应用,特别是在机械业中更为应用广泛。
许许多多的机械产品外壳是冲压制品,要使得产品性能提高就必须要高质量的冲压模具和冲压性能,成型工艺和制品的设计。
冲压制品有很多的成型方法。
其主要用于是落料,冲孔,拉伸,弯曲等。
冲压模,约占成型总数的60%以上。
当然现如今很多都利用电气控制,实现了自动化或半自动化作业。
本次课程设计的内容为用模具生产有凸缘筒形冲压件,其中主要包括落料、拉深两道工序。
由于产品深度仅20mm,相对很浅,可以一次拉深成型,采用落料拉深复合模一次成型,效率高,并且成本较低。
本次设计完成了产品的展开尺寸计算、排样计算、模具尺寸设计,最后使用计算机辅助设计工具AUTOCAD设计绘制模具的装配工程图和主要零件工程图。
关键词:瓶盖落料 AUTOCAD 模具AbstractCurrently stamping defense, industrial , agricultural and moderate in all aspects of daily life have been widely used, especially in the more widely used in the machinery industry . Many shell is stamping machinery products , improve product performance to make it must be of high quality stamping dies and stamping performance, molding process and product design. There are a lot of stamping molding method . Which is mainly used for blanking, punching, drawing, bending and the like. Stamping die , accounting for over 60% of the total molding . Of course, many nowadays utilize electrical control, automated or semi-automated operation.The course content is designed with a cylindrical mold with a flange stampings, which mainly include blanking, drawing two processes. Due to the depth of only 20mm, relatively shallow , deep drawing forming at once , using a composite blanking drawing die molding, high efficiency and low cost. The finished product is designed to start dimensioning , layout calculation , die size design, final design using computer-aided design tools AUTOCAD drawing mold assembly drawings and major parts drawings.Keywords : Capsule Blanking AUTOCAD Mold前言进入21世纪,中国拥有丰富的资源和廉价的劳动力,巨大的市场和许多其他有利条件,已成为工业化国家承接良好的模具行业目的地的转移。
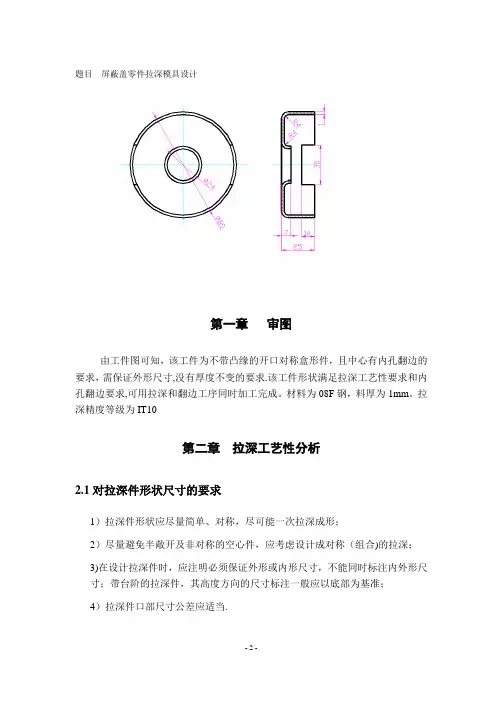
题目屏蔽盖零件拉深模具设计第一章审图由工件图可知,该工件为不带凸缘的开口对称盒形件,且中心有内孔翻边的要求,需保证外形尺寸,没有厚度不变的要求.该工件形状满足拉深工艺性要求和内孔翻边要求,可用拉深和翻边工序同时加工完成。
材料为08F钢,料厚为1mm。
拉深精度等级为IT10第二章拉深工艺性分析2.1对拉深件形状尺寸的要求1)拉深件形状应尽量简单、对称,尽可能一次拉深成形;2)尽量避免半敞开及非对称的空心件,应考虑设计成对称(组合)的拉深;3)在设计拉深件时,应注明必须保证外形或内形尺寸,不能同时标注内外形尺寸;带台阶的拉深件,其高度方向的尺寸标注一般应以底部为基准;4)拉深件口部尺寸公差应适当.5)一般拉深件允许壁厚变化范围0。
6t~1。
2t,若不允许存在壁厚不均现象,应注明;6)需多次拉深成形的工件,应允许其内、外壁及凸缘表面上存在压痕.7) 拉深件口部应允许稍有回弹,但必须保证装配一端在公差范围之内。
2。
2 拉深件材料性能1)具有较大的硬化指数;2)具有较低的径向比例应力σr/σb峰值3)具有较小的屈强比σs/σb;4)具有较大的厚向异性指数r。
2。
3 拉深件的精度等级要求不宜过高主要指其横断面的尺寸精度;一般在IT13级以下,不宜高于IT11级,高于IT13级的应增加整形工序。
因为工件图精度等级为IT10,所以符合要求.2.4 拉深件的材料由工件图可知拉伸件所用的材料为08F钢。
表2-12。
5 拉深件工序安排的一般原则l)在大批量生产中,在凹、凸模壁厚强度允许的条件下,应采用落料、拉深复合工艺;2)除底部孔有可能与落料、拉深复合冲压外,凸缘部分及侧壁部分的孔、槽均需在拉深工序完成后再冲出;3)当拉深件的尺寸精度要求高或带有小的圆角半径时.应增加整形工序;4)修边工序一般安排在整形工序之后;5)修边冲孔常可复合完成。
第三章拉深工艺方案的制定根据工件图和要求知,该工件只需拉深工序,可采用单工序拉深模。
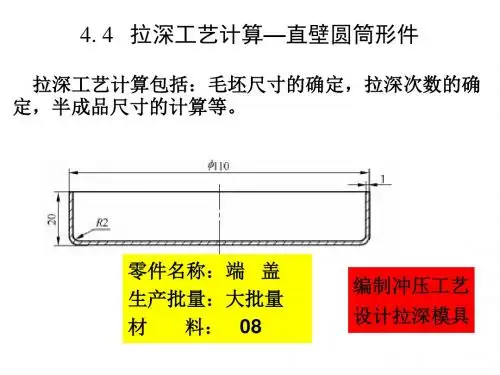
目录前言课题 (2)第一章拉深件的工艺分析 (3)第二章冲压工艺设计方案 (7)第三章拉深工艺的计算 (9)第四章拉深模零件图的设计绘制 (12)第五章拉深零件的校核 (15)第六章模具使用说明书及维护方式 (15)第七章参考文献 (17)课题:零件名称:盖生产批量:大批量材料:Q235材料厚度:1mm要求:第一次拉深模第一章拉深件的工艺分析一、拉深的工艺分析①拉深件的结构尺寸1、由课题件图纸形状尺寸可知:此拉深件简单、对称、并能一次性拉深成型。
2、本拉深件没有特殊要求壁厚公差或变薄量,故不考虑拉深所造成的拉伸工艺壁厚变化。
3、此拉深件没有特殊要求工件的表面质量,故可以使用拉深成型工序完成此工件的成型,在拉深过程中要尽量保证表面质量避免拉深过程中可能产生的痕迹。
4、由拉深件的图纸可知,本件的底部或者凸缘上没有侧孔,故不考虑侧孔对拉伸的影响。
5、拉深件的底与壁的圆角r应该满足r=2≥t=1,故符合拉深的要求、可以一次拉深成型。
②拉深的精度1、一般情况下拉深的尺寸应该在IT13级以下,不宜高于IT11级,由表6-2知此件的高度尺寸精度为±0.5,径向尺寸的偏差为±0.4,由图纸未标注精度要求,故可认为此件符合拉深的精度要求,适合拉深。
③拉深的材料1、此件的材料为Q235,查表σS=235MPa,σb=400MPa,σS/σb=0.588≤0.66,故此件拉深过程中不易变薄或者拉裂,适合拉伸成型。
二、冲裁的工艺性分析由拉深件的成型工艺性可知:对于本端盖拉深件,应先采用冲裁完成端盖毛坯的的落料,然后再完成后续拉深工序,故此拉深件不仅仅要满足拉深工艺的要求还要满足冲裁落料工艺性的要求。
①经济性分析通过如下方面对冲压件的经济性成本进行分析:(1)查资料可知材料费占总成本的65%-75%,另加上工人的劳动费(2)对于冲压件批量的问题看是否需要大小或者中批量生产,由图纸可知该冲压件为大批量生产,所以冲压式可采用级进连续冲压或者复合模冲压。
有此设计的全套文档;图纸。
联系QQ1074765680目录摘要 (1)前言 (1)1工艺分析.................................................. 错误!未定义书签。
2 成形工艺方案的确定........................................ 错误!未定义书签。
2.1修边余量的确定....................................... 错误!未定义书签。
2.2毛坯尺寸的计算....................................... 错误!未定义书签。
2.3计算毛坯相对厚度..................................... 错误!未定义书签。
2.4总的拉深系数......................................... 错误!未定义书签。
2.5排样设计............................................. 错误!未定义书签。
3 压力机的选择.............................................. 错误!未定义书签。
3.1 计算冲裁力.......................................... 错误!未定义书签。
3.2 计算压力中心........................................ 错误!未定义书签。
3.3 选择压力机.......................................... 错误!未定义书签。
3.4 冲模的闭合高度...................................... 错误!未定义书签。
4 拉深力和压边力的计算..................................... 错误!未定义书签。
4.1 拉深力的计算........................................ 错误!未定义书签。
4.2 压边力的计算........................................ 错误!未定义书签。
4.3 计算圆角半径........................................ 错误!未定义书签。
5 冲裁间隙的确定........................................... 错误!未定义书签。
5.1 冲裁模确定凸凹模加工尺寸的原则...................... 错误!未定义书签。
5.2 凸、凹模配合加工时工作部分的尺寸.................... 错误!未定义书签。
5.3 拉深模的间隙........................................ 错误!未定义书签。
6 凹模设计................................................. 错误!未定义书签。
6.1 凹模洞口形状的选择.................................. 错误!未定义书签。
6.2 凹模的外形尺寸...................................... 错误!未定义书签。
6.3 模架的选取.......................................... 错误!未定义书签。
6.4 凹模的主要技术要求.................................. 错误!未定义书签。
6.5 拉深凸模的形状及尺寸................................ 错误!未定义书签。
7 主要零部件的结构设计..................................... 错误!未定义书签。
7.1 定位零件............................................ 错误!未定义书签。
7.2 卸料与推件零件...................................... 错误!未定义书签。
7.3 导柱与导套.......................................... 错误!未定义书签。
7.4 模柄................................................ 错误!未定义书签。
8 冲模零件的材料........................................... 错误!未定义书签。
结束语.. (2)致谢 (3)参考文献 (4)摘要当今社会的进步和发展,使原有的商品已经不能满足人们对物质的需求,然而有些商品的制造必须依靠模具才关键词:模具冲裁拉深冲压前言模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。
模具在电子、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,是工业发展的基石,被人称为“工业之母”和“磁力工业”。
模具是制造业的重要基础装备,是工业化国家实现产品批量生产和新产品研发所不可缺少的工具。
用模具生产制品所表现出来的高效率、低消耗、高一致性、高精度和高复杂程度是其他任何制结束语这次的毕业设计是大学三年中的最后一个环节,是对三年的学习生活中所学知识的一个汇总和概括,使我们每个人都能了解自己学到了什么,理解多少,会运用多少,还有多少知识不了解,需要进一步加深理解。
在校期间,开设有《机械制图及AUTOCAD》、《机械设计》、《机械制造》、《模具制造工艺与工装》、《数控机床及编程》、《塑料模具设计与制造》、《冲压工艺与模具设计》等课程,这些课程对我们搞好这次毕业设计有很大的帮助,综合运用好这些课程,加之我们平时的知识积累和老师的极大帮助和指导,为这次毕业设计提供了非常有利的保障。
即将毕业的我,在以后的工作中难免会遇到一些问题或麻烦,如模具损坏或零件老化等一系列问题时,这时就要靠自己以前所学的知识和积累的经验去解决它。
随着科学技术的高度发达,一些质量优、性能好、效率高、能耗低、价格低廉的产品将开发出来并淘汰那些老的生产技术或设备。
因此,我们应该树立良好的设计思想,重视对自己进行机械设计能力的培养;善于利用各种信息资源,扩展知识面和能力;培养严谨、科学、创新与创业、艰苦奋斗的企业精神,加强环境保护意识,做到清洁生产和文明生产,以最大限度的获得企业效益和社会效益。
所以,在以后的工作中,需要继续学习和加深。
在此我非常感谢李秀副老师在设计过程中对我的指导和帮助,在此向李老师致以诚挚的谢意!因水平有限,设计中必然有所许多不足之处,还望老师批评指正。
致谢三年的学习生活转眼即逝,在外求学经历的坎坷使我慢慢成熟,对在过去的日子里曾给予过我鼓励、帮助的人们我满怀感激,时刻没有忘记。
所经历的一切将让我倍加珍惜未来的生活。
首先,非常感谢李秀副老师在这次设计过程中给予我的悉心的指导与帮助。
其次,感谢同学们对我的支持,在我进行资料查找时,是他们给了我信心和力量!从接受课题到现在完成毕业设计论文,我得到了李秀副老师精心的指导和无微的帮助,尤其是在课题设计的前期准备工作和设计的过程中,导师提出了许许多多宝贵的设计意见,在最后的论证修改过程中李老师还在百忙之中,抽出时间为我们提供了必要的指导和帮助。
老师他渊博的学术知识、严谨的治学态度、勤勉的工作作风、敏锐的思路和实事求是的工作作风,对我的严格要求使我受益匪浅、享用终生。
无论在学业上,还是在生活上,李老师都给予了我耐心的指导和无私的帮助,这也将对我不久的工作,起到很大的鼓动作用,将使得我终身受益,在此,对李老师表示我最真诚的尊敬和最诚挚的感谢。
并向本文所参考的文献的作者们表示我最真诚的谢意。
向在百忙之中评阅本方案并提出宝贵意见的各位评委老师表示最诚挚的谢意,同时向所有关心、帮助和支持我的老师和同学表示衷心的感谢,祝他们工作顺利,万事如意!完成此次设计使我明白,设计一样东西并不是单一的依靠一门学科,某种东西,它可能需要多方面的东西,是通过各个方面的知识积累以及动手实践做出来,而绝非凭空想出来的,它是实实在在不掺一点水儿的,只有自己掌握了各方面的知识才能更好的去制造去设计,使我更加明白不论做什么都要认真,一点一滴去积累,踏踏实实去做才能慢慢走向成功。
由于本人的学识水平、时间和精力有限,文中肯定有许多不尽人意和不完善之处,我将在以后的工作、学习中不断以思考和完善。
参考文献[1] 模具实用技术从书编委会《冲模设计与应用实例》.机械工业出版社1986[2] 丁松聚 .《冷冲模具设计》.机械工业出版社 2003.6[3] 冲模设计编.《冲模设计手册之四》.机械工业出版社.[4] 杨占尧.《冲压模具图册》.高等教育出版社[5] 徐政坤. 《冲压模具及设备》.机械工业出版社2005[6] 肖景容、姜奎华.《冲压工艺学》.机械工业出版社1993[7] 马正元 .《冲压工艺与模具设计》.机械工业出版社 1998.5[8] 孙凤勤.《模具制造工艺与设备》.机械工业出版社.[9] 李铭杰.《冲模设计应用实例》 .机械工业出版社 2003.8[10] 侯维芝、杨金风.《模具制造工艺与工装》.高等教育出版社[11] 陈炎嗣等编.冲压模具设计与制造手册.北京出版社.1991.[12] 郑可铨等编.实用冲模设计手册.宇航出版社1991.[13] 张鼎承等编.冲模设计手册.机械工业出版社1988.[14] 何德誉编.曲柄压力机.机械工业出版社 1981.。