212 模具基本信息表
- 格式:xls
- 大小:35.50 KB
- 文档页数:1

各种模具设计标准数据查询
表1 金属材料冲裁间隙分类
表2 金属材料冲裁间隙值
表3 冲裁模初始双面间隙Z
表4 扩大间隙对冲裁模寿命影响
表5 凸模和凹模间隙
表6 推、顶件力系数和卸料力系数
表7 规则形状(圆形、方形)冲裁凸模、凹模极限偏差
表8 模具精度及冲裁件精度(标准公差等级)关系
表9 材料抗剪强度τb
表10 适于精冲主要钢种
表11 精冲件尺寸公差等级和几何形状公差
表12 铜和铜合金、铝和铝合金精冲适应性
表13 整修双边余量△D
表14 常用材料最小弯曲半径
表15 应变中性层位移系数x值
表16 卷圆时应变中性层位移系数X1值
表17 90度单角自由弯曲时回弹角
表18 U形件弯曲凸、凹模间隙系数X值
表19 弯曲U形件凹模m值
表20 弯曲U形件凹模深度L。
表21 拉深系数K
表22 其它金属材料拉深系数
表23 圆筒形件不用压边圈拉深时拉深系数
表24 圆筒形件用压边圈拉深时拉深系数
表25 无凸缘圆筒形拉深件修边余量
表26 有凸缘筒形拉深件修边余量
表27 带凸缘筒形件第一次拉深时极限拉深系数
表28 带凸缘筒形件第一次拉深最大相对高度
表29 拉深凹模圆角半径数值
表30 用压边圈拉深时单边间隙值
表31 圆形拉深模凸、凹模制造公差
表32 低碳钢极限圆孔翻边系数K1
表33 其它金属材料极限翻边系数K1
表34 外缘翻边允许极限变形程度
表35 平均缩口系数Ksp
表36 材料厚度及缩口系数关系
表37 极限胀形系数和切向许用伸长率。

模具基础知识模具类别和分类方法科学地对模具进行分类,对有计划地发展模具工业,系统地研究和开发模具生产技术,研究和制订摸具技术标准.实砚专业比生产,都具有重要的技术经济意义,对研究和制订模具技术标准体系,具有更重要的阶值,是其基础。
模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。
为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
模具锻坯下料尺寸的确定方法模具是由若干个零件按一定规则排列的组合体。
模具制造的第一步便是模具零件坯料(俗称模块)的准备。
由于模具零件形式、规格、尺寸和性能的多样性,以及市场上材料的供应状态以圆钢居多,因此,由圆钢形式的原材料截取适当长度,通过改锻获得模块坯料的制坯方式应用极其广泛。
但必须解决圆钢直径的选择及其下料长度的确定两个问题。
1、模具零件锻造的目的模具零件坯料准备时锻造的目的有两个:(1)获得一定的几何形状。
(2)改善材料的组织性能和加工性能。
模具中一般的结构件(如固定板、卸料板等)以第一目的为主,而主要的工作零件(如凸模、凹模等)则两项目的兼有。
通过锻造获得模块坯料几何形状的方法,其灵活性极强。
基本可满足模块坯料规格和尺寸多样性的要求,具有节省材料、缩短工时等优点。
对于模具中的主要零件,由于其热处理、质量和使用寿命等方面的要求,往往还需要通过锻造来改善原材料的性能。
如通过锻造使材料的组织致密、均匀,使其各向异性不明显等。
这时的锻造不仅是改变几何形状,更重要的是要注意锻造的方法。
目录目录 (2)第1章概述 (4)1.1 硅胶的特性及用途 (4)1.2 尺寸精度概述 (4)2.1.1 推荐标注公差 (4)2.1.2 推荐未注公差 (4)1.3 推荐优选材质 (4)1.4 蚀刻文字与图案 (4)第2章硅胶按键设计 (6)2.1 硅胶按键典型结构 (6)2.2 按力-行程曲线图介绍 (6)2.3 按键典型结构形式及应用 (7)2.4 斜臂的设计 (8)2.4.1 斜臂的形式对“按力-行程曲线”的影响 (8)2.4.2 斜臂的厚度、角度、行程及材料对“按力-行程曲线”的影响 (9)2.4.3 斜臂的压力设计 (10)2.5 导电粒与导电油墨 (12)2.5.1 导电粒 (12)2.5.2 导电油墨 (13)2.5.3 一般导电粒规格 (13)2.6 基片的设计 (13)2.6.1 密封骨 (13)2.6.2 C形坑 (14)2.6.3 排气槽 (14)2.6.4 基片开孔 (14)2.7 硅胶导光柱 (15)2.8 键体设计 (16)2.8.1 整体按键应遵循的最小尺寸 (16)2.8.2 键体与机壳的间距 (16)2.8.3 按键面的形式 (18)2.8.4 按键拔模角 (18)2.8.5 按键稳定柱 (18)2.8.6 按键的透光 (19)2.9 定位柱设计 (19)2.10 按键的表面处理 (21)2.10.1 丝印 (21)2.10.2 表面喷涂 (21)2.10.3 镭射雕刻 (22)2.10.4 滴塑 (22)2.11 按键的防误操作 (22)第3章橡胶模压制品的缺陷分析 (24)附录A :硅胶按键图纸技术要求 (26)附录B 图表目录 (27)第1章概述1.1硅胶的特性及用途硅胶是橡胶的一个种类,是二甲基硅氧烷的聚合物。
硫化后的硅橡胶具有耐热、耐寒、耐臭氧、耐大气老化及很好的电绝缘性能。
硅橡胶的缺点是扯断强度和扯断伸长率较小,压缩变形大。
它适用于制作在高温、低温、阳光、大气、臭氧环境中使用的零件以及电绝缘零件。

Q/SP 浙江苏泊尔股份有限公司企业标准Q/SP041-2006模具设计标准(内控)浙江苏泊尔股份有限公司企业技朮标准Q/SP 041-20061.目的(1后面的点都不要)为了规范模具设计及结构,减少模具的数量,提高模具制作及车间换模效率,特制定此标准。
2.范围本标准适用于本公司拉伸模、复打模,规定了模具结构、加工及备料方法。
3.参考标准无4.拉伸模设计加工设计拉伸模时,需考虑所选设备的封闭高度,200T油压机最小封闭高度400mm,最大封闭高度为960mm;350T油压机最小封闭高度为517mm,最大封闭高度为1117mm,设计模具时,模具的封闭高度一定要在油压机封闭高度内。
4.1. 拉伸片材的确定拉伸件坯料形状和尺寸是以冲件形状和尺寸为基础,按体积不变原则和相似原则确定。
体积不变原则,假设变形前后料厚不变,拉伸前坯料表面积与拉伸后冲件表面积近似相等,得到坯料尺寸;相似原则,即利用拉伸前坯料的形状与冲件断面形状相似,得到坯料形状。
当冲件的断面是圆形、正方形、长方形或椭圆形时,其坯料形状应与冲件的断面形状相似,但坯料的周边必须是光滑的曲线连接。
对于形状复杂的拉伸件,利用相似原则仅能初步确定坯料形状,必须通过多次试压,反复修改,才能最终确定出坯料形状,因此,拉伸件的模具设计一般是先设计拉伸模,等片材尺寸确定后再设计冲裁模。
4.2. 拉伸模设备的选用公司现有的拉伸设备有油压机、压力机及拉伸机三种,铝无翻边煎盘通常选用压力机,其余产品选用油压机或拉伸机。
4.3.结构拉伸模主要包括凸模、凹模、压边圈、模座等,铝煎盘炒锅有时还有型腔,紧固圈等,具体见附图,(建议进行分类示例:并将图样进行编号,图样考虑纳入标准附录,如汤锅类拉深、铝煎锅类拉深、铝炒锅类拉深、不锈钢煎炒锅类、扩口模、缩口模、落料模、切边模、胎具、冲孔模等进行细分)4.4.各零件的设计尺寸及备料方法模座材料的选用及表面处理方法模座选用HT250材料,具体尺寸如下图:余量),一般不用制作此零件。
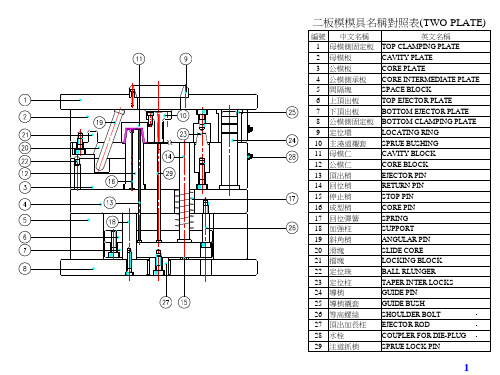
定模侧:固定不动的一边,包含了模具和注塑机而言的。
动模侧:在动的一般,包含了模具和注塑机而言的。
模架:模具里的一些铁块,包括面板,A板,B板,支撑板等等。
可以通过标准化得到,用外挂得来。
模仁:也叫子模,模具内部的一些东西,包括成型件,顶出等等。
定模固定板:注塑机上定模侧的一块铁板,和模具的定模座板(面板)接触。
动模固定板:注塑机上在动模侧一边的铁板,和模具的动模座板(底板)接触。
格林柱:也叫拉杆,与可以加工的模具大小(包含了模架)息息相关。
(注塑机上的四根铁柱),模具从上往下的放进四根格林柱内部。
(不能从侧面进,因为模具太过笨重,只能通过掉进去,也就是说从侧面是进不去的。
)喷嘴:在将塑料溶解后,经过喷嘴喷出在模具腔体冷凝,成型。
属于注塑机上定模部分,其与顶出杆同轴。
顶棍:也叫顶出杆,将已经成型的零部件顶出。
属于注塑机上动模部分。
模具越大,其顶出杆越多。
顶出孔:在动模固定板上面,可以让顶出杆出来的孔,根据模具的结构和大小,其周边也会有很多这样的孔,且数量不一。
以上为注塑机上的。
以下为模具上的模架部分。
外挂里面的15—系列:表示模架的大小。
意思是宽度为150mm;1515,意思就是15cm乘15cm,后面的15表示长度确定模具高度:通过确定A.B.C板的厚度确定,其他的都不需要告诉。
通过AB板的长宽,就定好了其他的(底板,面板等等)的长宽了。
定模座板:也叫面板,标准模架上的最表面的第一块零件,通过它将定模固定在注塑机上(定模固定板上)的。
跟定模固定板接触的第一块零件。
注意:面板上面有一多出来的部分(耳朵,有的只长两边,宽度增加一部分;有的大型模具四面都有,才能装夹紧),是用来将模具装夹在注塑机上的。
通常高度在20~50mm之间。
码仔:将模具装在注塑机上这种方式叫做码模,通过码仔装夹,压紧定模座板。
码仔四根格林柱上面。
动模座板:也叫作底板,通过它将模具的动模固定在注塑机上的动模固定板上。
定模板:也叫作A—plate(母模板,前模板),和定模座板一起构成了定模侧主要的两大块板。
啤机安数与模具尺寸,产品重量参照表 1安士=22.6克1、塑胶模的基本组成有哪几部分?塑胶模的基本组成为:模架(整个模芯的支承部分)、模腔(塑胶材料的流通通道)、模芯(决定产品成型的结构)、压板(固定模芯用)、定位导柱、水冷系统组成部分。
2、模架常用的材料是什么?模架常用的材料有:S55、S45、S50、日本产的富得巴。
3、什么叫镶件?镶件的常用材料是什么?作用是什么?镶件是组成模芯的一系列的拼接件。
镶件的常用材料为日本大同的SAD61、AK80,镶件的作用主要是组成复杂的模芯,在注胶时形成复杂的产品。
4、模具一般需经过哪些热处理过程?热处理的作用是什么?模具一般需经过淬火、调质、渗氮等热处理过程。
热处理的作用是增加模具的硬度,强度,去除内应力,以增加模具的寿命。
5、什么叫蚀纹?蚀纹分哪些种类?有什么区别?蚀纹是在模具表面用化学或电加工的办法制作出不同纹路的底纹,以增加塑胶件的表面效果,提高产品的成品率。
蚀纹根据加工方法不同,分为化学蚀纹和电火花蚀纹,根据蚀纹效果的不同分为细纹和粗纹。
化学蚀纹一般加工效率低,易形成均匀的细纹,电火花蚀纹加工效率高,易于形成不同的粗纹,但均匀性不佳。
6、什么叫脱模剂?常用的脱模剂有哪些?作用是什么?脱模剂是涂覆在模具表面的油剂,在注胶后能够使工件易于拔模脱落。
常用的脱模剂有干性、中性、油性之分,油性越高,对工件的表面效果影响越大。
7、模具的精度由哪些因素决定?模具的精度由加工精度、装配精度、定位精度等因素决定。
8、选择模具分型面要考虑哪些因素?选择模具的分型面主要考虑拔模和抽芯的方便程度。
9、什么叫拔模斜度?拔模斜度的范围是多少?拔模斜度是指塑胶的模芯为了从已成型的塑胶件中方便抽出,同时不伤塑胶件,模芯通常有一个斜度,这个斜度叫拔模斜度。
拔模斜度的范围一般在0.5°-1°。
10、什么是行位?什么是型芯?抽芯的长度受哪些因素限制?行位是指从侧面抽芯的一组滑块。
fc212轴承座尺寸参数FC212轴承座尺寸参数FC212轴承座是一种常用的机械配件,它的尺寸参数对于机械设备的安装和运行至关重要。
本文将详细介绍FC212轴承座的尺寸参数,以帮助读者更好地了解和应用这一机械配件。
我们来看一下FC212轴承座的外形尺寸。
FC212轴承座的外形尺寸包括座体的长度、宽度和高度。
座体长度通常是指从前端到后端的距离,座体宽度是指座体两侧的距离,而座体高度是指座体底部到顶部的距离。
这些尺寸参数的确定需要考虑到机械设备的安装空间和承载能力等因素。
我们需要了解FC212轴承座的安装尺寸。
安装尺寸包括轴承座的孔径直径、孔径深度和孔距等参数。
孔径直径是指轴承座中心孔的直径,孔径深度是指轴承座中心孔的深度,而孔距是指轴承座中心孔之间的距离。
这些尺寸参数的确定需要根据轴承的型号和尺寸来选择,以确保轴承能够正确安装在轴承座上。
FC212轴承座还具有一些特殊的尺寸参数。
例如,座体上可能会有螺纹孔或定位孔,用于固定轴承座或与其他机械配件连接。
这些孔的直径和深度也需要根据实际情况进行确定。
另外,轴承座上可能还会有润滑油孔或润滑脂注口,用于给轴承提供润滑剂。
这些孔的位置和尺寸也需要根据实际需要进行设计和选择。
除了上述尺寸参数外,FC212轴承座还有一些其他的重要参数需要考虑。
例如,座体材料的选择应根据机械设备的工作环境和使用要求来确定。
座体的硬度和强度也需要满足机械设备的负荷要求。
此外,轴承座的密封性能和防尘性能也是需要考虑的重要因素,以确保轴承能够正常工作并延长使用寿命。
FC212轴承座的尺寸参数对于机械设备的安装和运行至关重要。
正确选择和应用这些尺寸参数,能够保证机械设备的正常运行和使用。
因此,在选择和使用FC212轴承座时,我们应该充分考虑各种尺寸参数的影响,以确保其与机械设备的配合和协调。
希望本文的介绍能够对读者有所帮助,使其在实际应用中能够更好地理解和使用FC212轴承座。
零件编号:零件名称:
模具制造单位制造/联系人
联系电话
模具编号模具归属投产日期入库日期设计寿命保养周期 月穴 数模具外形尺寸 mm 模具重量 kg 适用注塑机型号滑块数量 个模腔材料油缸数量 个油/电马达数量 个
验证单号
验证时间
浇口点数 定位圈外径热流道型号
浇口套球面直径
产品货号材料号颜 色产品单重 g 模 穴 数流道重量 g 储存区域储存库位保 养 人模具钳工负责人状 态
仓 管 员
批准/日期:
审核/日期:填写人/日期:
储存信息进浇方式
热流道 潜浇口 大水口
点浇口 其它
模具信息
产品信息 上海东制塑料模具有限公司
Shanghai Dongzhi Plastic&Mould Co.,Ltd
模具基本信息表
定模冷却示意图
动模冷却示意图
文件编号:DZ-BD-212
版 本:A。