斯沃数控仿真软件操作指导书
- 格式:doc
- 大小:851.00 KB
- 文档页数:17
斯沃数控仿真软件操作指导书华中科技大学武昌分校自动化系数控实训创新基地2007年11月一、软件简介斯沃数控仿真加工软件包括八大类,30个系统,62个控制面板。
具有FANUC、SIEMENS、MITSUBISHI,广州数控GSK、华中数控HNC等系统的编程和加工功能,通过在PC机上操作该软件,能在很短的时间内掌握数控车、数控铣及加工中心的操作。
二、启动界面如图1所示在数控系统中选择你所需要的系统,然后点击登录。
图1三、功能介绍能够做三维仿真,等同于对真正的CNC机床的操作。
用户能够任意设置机床尺寸。
提供像放大缩小等观察参数的设置功能。
切削中故障报警功能(碰撞、过载等)。
采用对话框来简化刀具和功能的设置。
切削路径和刀偏路径可以同时显示。
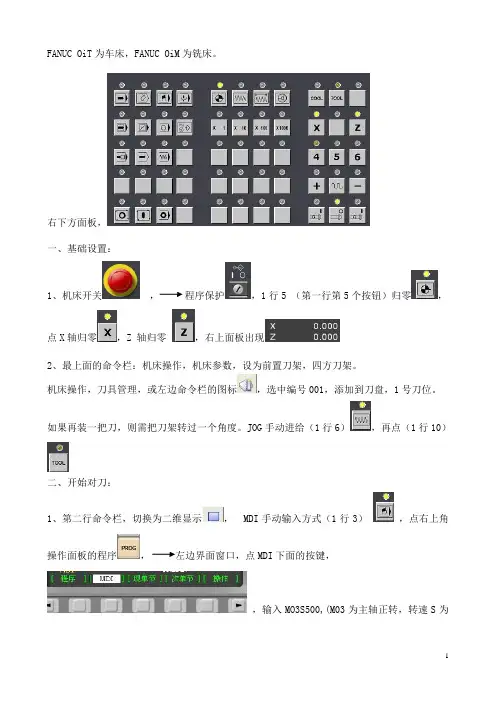
FANUC0I-T(图3)操作面板图2图3下面分别对工具条分别进行介绍工具条1(如图4)所示各个图标的功能说明如下:图4工具条2(如图5)所示各个图标的功能说明如下:图5五、FANUC 0iT列车床操作简介(1)FANUC 0iT系列车床面板简介机床的操作面板位于窗口的右下侧(如图1-8),主要用于控制机床运行状态,我们还是同样分部分详细说明:图1-8第一部分:模式选择按钮AUTO:自动加工模式。
EDIT:用于直接通过操作面板输入数控程序和编辑程序。
MDI:手动数据输入。
INC:增量进给。
HND:手轮模式移动工作台面。
JOG:手动模式。
DNC:用232电缆线连接PC机和数控机床。
REF:回参考点。
第二部分:数控程序运行控制开关程序开始:仅在AUTO 和MDI方式下有效。
程序停止:在程序运行过程中,按下此钮停止程序运行。
第三部分:手动操作机床开关(1)、机床主轴手动控制开关手动开主轴正转(顺时针为正)手动开主轴反转手动停止主轴(2)、手动移动工作台面(3)、单步进给倍率选择(说明:每按下一次为一步的距离。
×1为1/1000毫米,×10为10/1000毫米,×100为100/1000毫米,×1000为1000/1000毫米)第四部分: 倍率调节按钮倍率调节应将光标置于旋钮上,点击鼠标左键转动。
(1)进给速度(F)调节按钮调节程序运行过程中的进给速度。
(2)主轴转速调节按钮调节主轴转速。
第五部分:手轮、急停和程序编辑锁定开关(1)手轮通过选择手轮上的方向并摇动手轮可控制刀具运动。
(2)急停发现紧急情况时按下,可以紧急停止机床运行。
(3)程序编辑锁定开关第六部分:其他按钮选刀按钮开关冷却液机床锁定程序重新启动机床空运行(2)FANUC 0iT系列车床数控操作系统简介数控系统的操作面板如图18所示,下面分部分向大家介绍。
图18第一部分数字/字母键第二部分编辑键替换建删除键插入键取消键回车换行键上档键第三部分页面切换键程序显示与编辑页面位置显示页面参数输入页面按一次进入坐标系设置页面,按两次进入刀补页面。
系统参数页面信息页面,如“报警”图形参数设置页面输入键(3)手动操作机床回参考点(1) 置模式旋钮在位置。
(2) 选择各轴,按住按钮,即回参考点。
移动手动移动机床轴的方法有三种:方法一:快速移动,这种方法用于较长距离的工作台移动。
(1) 置“JOG”模式位置:(2) 选择各轴,点击方向键,机床各轴移动,松开后停止移动。
(3) 按键,各轴快速移动。
方法二:增量移动,这种方法用于微量调整,如用在对基准操作中。
(1) 置模式在位置:选择步进量(2) 选择各轴,每按一次,机床各轴移动一步。
方法三:操纵“手脉”,这种方法用于微量调整。
在实际生产中,使用手脉可以让操作者容易控制和观查机床移动。
“手脉”在软件界面右上角,点击即出现。
开、关主轴(1) 置模式旋钮在“JOG”位置(2) 按机床主轴正反转,按主轴停转启动程序加工零件(1) 置模式旋钮在“AUTO”位置(2) 选择一个程序(参照下面介绍选择程序方法)(3) 按程序启动按钮试运行程序试运行程序时,机床和刀具不切削零件,仅运行程序。
(1)置在模式(2)选择一个程序如O0001后按调出程序(3)按程序启动按钮单步运行(1)置单步开关于“ON”位置(2)程序运行过程中,每按一次执行一条指令选择一个程序有二种方法进行选择:按程序号搜索(1) 选择模式放在“EDIT”(2) 按键输入字母“O”(3) 按键输入数字“7”,输入搜索的号码:“O7”(4) 按CURSOR:开始搜索;找到后,“O7”显示在屏幕右上角程序号位置,“O7”NC程序显示在屏幕上。
选择模式AUTO 位置(1)按键入字母“O”(2)按键入数字“7”,键入搜索的号码:“07”(3) 按→“O7”显示在屏幕上。
(4)可输入程序段号“N30”,按搜索程序段。
删除一个程序(1)选择模式在“EDIT”(2)按键输入字母“O”(3)按键输入数字“7”,输入要删除的程序的号码:“07”(4)按“07”NC程序被删除删除全部程序(1)选择模式在“EDIT”(2)按键输入字母“O”(3)输入“-9999”(4)按全部程序被删除搜索一个指定的代码一个指定的代码可以是:一个字母或一个完整的代码。
例如:“N0010”,“M”,“F”,“G03”等等。
搜索应在当前程序内进行。
操作步骤如下:(1)在“AUTO”或“EDIT”模式(2)按(3)选择一个NC程序(4)输入需要搜索的字母或代码,如:“M”,“F”,“G03”(5)按检索,开始在当前程序中搜索。
编辑NC程序(删除、插入、替换操作)(1)模式置于“EDIT”(2)选择(3)输入被编辑的NC程序名如“07”,按即可编辑。
(4)移动光标:方法一:按 PAGE:或翻页,按 CURSOR :或移动光标。
方法二:用搜索一个指定的代码的方法移动光标。
(5)输入数据:用鼠标点击数字/字母键,数据被输入到输入域。
键用于删除输入域内的数据。
删除、插入、替代:按键,删除光标所在的代码按键,把输入区的内容插入到光标所在代码后面。
按键,把输入区的内容替代光标所在的代码。
通过操作面板手工输入NC程序(1)置模式开关在“EDIT”。
(2)按键,再按进入程序页面。
(3)按输入“O7”程序名 (输入的程序名不可以与已有程序名重复) 。
(4)按→键,开始程序输入。
(5)按→键换行后再继续输入。
六、综合举例图19按照图19要求将一个ø22长100mm的铝质棒料(实际加工用尼龙棒代替)加工成ø20长10mm的工件并将其从毛胚上切断。
1、首先我们将此程序中可能用到的G代码和M代码向大家作一个简单的介绍G00快速定位(G00)G00 X_ Y_ Z_1. 格式这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G00 X-100 Y-100 Z65G01直线切削进给(G01)G01 X_ Y_ Z_F_1. 格式这个命令将刀具以直线形式按F代码指定的速率(mm/min),从当前位置移动到程序要求的位置。
2. 举例将刀具从A点移到B点。
有多种方法可以直接从A点移到B点G01 G90 X100Y100F100也先从A点移动到点再从C点移动到B点G01G90X100F100Y100T指令格式:T0_0_可以同时选择刀具和刀偏,四位数中前两位是用来指定刀具号,后两位用来指定刀具偏值。
例如:T0202表示是使用刀库中的2号刀具,数控系统刀具存储器中的2号补偿值。
注意:刀具号和偏值可以相同也可以不同。
但为了方便编程时尽量一致。
M03 /M05M03主轴正转,用于机床主轴顺时针方向旋转。
M05表示主轴停转。
M30程序结束M30执行后机床所有的动作停止,光标返回到程序头,为下一个工件的加工做好准备。
2、编写程序代码通过图1-10可以看出虚线以外的部分是我们要车掉的,另外我们还要将工件从毛胚上切断,所以在此我们选用两把刀,一把外圆车刀,一把割刀,将工件原点设置在工件端面的中点处。
程序清单如下:FANUC系统程序O1106 ;程序号T0101;一号刀位(外圆车刀)一号刀偏M03 S1200 ;程序启动。
主轴转速1200r/min G00X21.Z1.;快速移动到起刀点即安全距离G01X20.F0.02;x方向进刀车到ø20Z-10.;z方向进刀车10mmG00X100.Z100.;退到安全距离准备换刀T0303 ;三号刀位(割刀)三号刀偏G00X22.Z-13.;快速移动到进刀点G01X1.F0.01 ;x轴方向进刀切下工件G00X50.;z快速退回安全点Z1.0;轴回零点M05 ;主轴停转M30 ;程序结束注意:FANUC系统与华中数控不同,所有的语句必须以“;”结尾,坐标值必须要加上小数点否则会出错。
3、仿真加工在加工之前我们首先要做好准备工作。
(1)、安装刀具点击“参数设置”——选择“机床参数”出现图20所示对话框,选择前置刀架和四方刀架。
图20点击“刀具管理”出现如图21所示的对话框,按照图示将所用刀具放入指定的刀位,然后点击确定(2)、装夹工件点击“工件设置”将毛胚的长度设为100mm,直径设为22mm.然后点击确定工件被裝夹在机床上了。
(3)操作步骤FANUC 0iT系统分别向大家介绍。
双击打开桌面上的SWCNC图标,然后在数控系统中选择FANUC 0iT系统,然后点击登录进入软件界面。
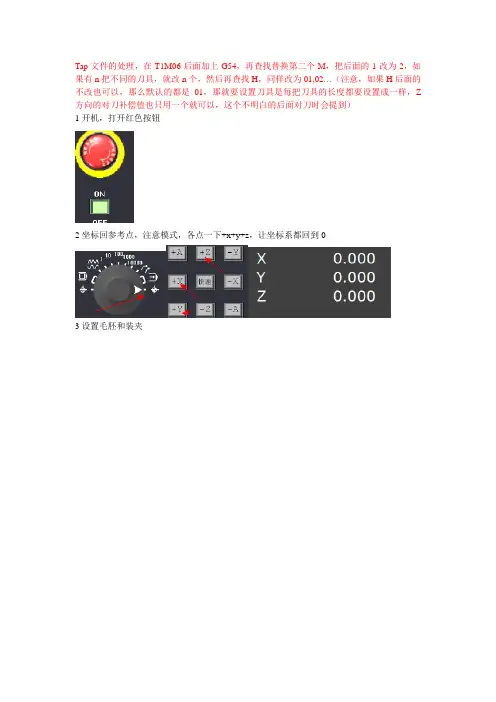
1、机床回零进入加工仿真系统后进行的第一步操作即机床回零点。
点击急停按键让机床恢复正常运行状态,检查程序保护开关是否打开。
然后点击REF(回零点),再分别点击机床面板上的+X键和+Z键机床回零就完成,完成后如图26所示图262、编辑程序机床回零以后开始输入程序,先点击机床面板上的“编辑”按键,再点击系统面板上的“PROG”按键进入编辑状态。
点击系统面板上的数字和字母按键输入程序,例如:输入“O1106”——“EOB”——“INSERT”就将程序名输入到系统中去了,按照此方法将整个程序输入(如图27)图27程序输入完成后就要设置工件原点(俗称对刀)。
3、设置工件原点先对第一把刀即外圆车刀,在对刀之前首先要让主轴转动。
点击“PROG”——“MDI”输入“M03S1200;”——“INSERT”——“循环启动”,主轴开始转动(如图28所示)。
图28主轴启动后按图29所示操作,将刀尖移动到如图所示位置。
但注意刀尖移动到位后再次点击“快速移动”按键取消快速移动,然后用外圆车刀先试切一外圆,测量外圆的直径后,按“OFFSET”——“补正”——“形状”输入“外圆直径值”按“测量键”,刀具“X”的补偿值即自动输入到几何形状里。