小径管射线透照
- 格式:wps
- 大小:17.50 KB
- 文档页数:2
厚壁小径管的射线检验特殊工艺【摘要】厚壁小径管对接焊缝射线探伤有效的选择透照参数对提高缺陷的定位准确率和裂纹检出率,满足标准要求十分重要。
本文就厚壁小径管的射线检验特殊工艺进行阐述,仅供参考。
【关键词】X射线检验;焊接接头;小径管0 引言随着大容量高参数电站锅炉发展,面临着许多厚壁小径管高合金耐热钢小径管及其异种钢对接焊缝的检验问题。
如何合理地选择透照参数,以扩大电站厚壁管和高合金管对接焊缝双壁双影一次椭圆成像的检出范围,确保危险缺陷如:根部缺陷和裂纹等的检出率,以及如何有效跟踪底片检出范围和灵敏度具有十分重要意义。
对此从实践中依据理论基础找到良好的方法。
1 管电压的选择在适当的范围内,射线底片的对比度差值越大则各种缺陷细节显示越清晰,因此在黑度一定的范围内,底片对比度越大,发现缺陷的灵敏度就越高。
根据公式ΔD=-0.434γ.μ.ΔT,式中ΔD——底片对比度;γ——胶片对比度;μ——衰减系数;ΔT——被透工件厚度差。
在胶片和被透工件不变的情况下,若要增大对比度ΔD,就要增大衰减系数μ。
对于同一工件来说,μ=τ=KρΖ3λ,式中τ——吸收系数;K——常数;ρ——被照工件密度;Ζ——被透工件原子序数;λ——射线波长。
密度和原子序数是不变的,所以,若增大衰减系数必须增大射线波长λ。
由于λ=12.4/K.U,式中U管电压。
由以上分析可以得出,要提高底片对比度ΔD,就要降低管电压U。
但是对于厚壁小径管来说,厚度变化较大,为增大曝光宽容度,增大有效评片区,又必须提高电压,但同时也要考虑射线机的使用寿命。
常规做法,当工作负荷为满负荷的80%~90%时,可以有效延长X射线机的使用寿命。
时间得知,采用2505型X射线机透照,管电压为230kV,此时获得的底片质量较理想。
2 曝光量的选择一种情况:JB/4730.2-2005标准规定对管电压有上限要求,AB级射线检测技术曝光量不小于15mA.min。
由于曝光量可以长些选择管电压可以较低。
小径管对接焊缝X射线检验技术探讨株洲科宏工程检测有限公司电站锅炉在安装过程中,小径管对接接头射线检验的工作量较大。
这些管道大多是在高温、高压的恶劣环境下工作,而焊缝是管道的薄弱环节,一旦发生泄漏或损坏,将造成不可估量的损失。
故对这类焊缝质量要求较高。
为有效的检出缺陷,保证焊缝质量,笔者在参与晋江热电厂2×50MW机组安装工程管道焊缝无损检测工作中,就小径管的射线检验,从透照方法、工艺条件及注意事项做如下综合探讨。
1 小径管对接焊缝透照方法小径管对接焊缝射线检验是一个特殊的变截面工件射线照相问题。
目前广泛采用的射线照相方法为角度法和平行移动法(偏心距法)。
1.1 角度法它是利用定向X射线机辐射场中的中心射线与管道成一定角度,使上、下焊缝叉开在底片上呈椭圆形显示。
此法在复杂条件下对焦方便。
晋江热电厂锅炉受热面80%以上焊口是现场组对安装,由于安装现场空间狭小、障碍物多,射线检验时,利用角度法对焦透照,能收到良好的透照效果。
1.2 平行移动法(偏心距法)它是利用定向X射线机辐射场中心射线两侧的射线与管道成一定角度,使上、下焊缝叉开在底片上呈椭圆形显示。
此法主要用于检测现场场地开阔,射线机平行移动方便,如水冷壁、屏过等焊口现场组对时,采用此法透照,效果较好,检测效率也高。
以上两种方法,虽然操作不同,但原理是一致的,即射线与焊缝纵断面成一定角度,角度法是求转动角α,平行移动法是求射线机平行移动距离S。
根据图1α=αrc tg(H+a)/ L2S=L1.(H+a)/ L2H a D E FL2SL1α图1使用角度法时,如无专用工具,单凭目测对焦,由于角度上的误差,经常发生前、后壁焊缝在底片上重合,难以区分前、后壁焊缝缺陷,或者前、后壁焊缝间隙过大透成“D”字影象,降低了前壁投影清晰度,影响缺陷的检出率。
平行移动法则完全避免了以上情况的发生。
从表1可以看到,平行移动射线机把△S控制在10mm左右,是完全可以办到的,但要把角度控制在1。
小径管环缝焊垂直成像投影长度浅析摘要:本文主要通过NB/T20003.3-2010标准中对小径管环焊缝射线检测方法的解析,解剖检测工艺,分析小径管互成60°或120°三次透照垂直成像时在底片上的投影长度及适用范围,以期望给拍片、评片工作起到参考作用。
关键词:小径管、射线检测、垂直成像、一次透照长度、投影长度引言:小径管一般指管径D≤90mm(也有标准规定为D≤100mm)的管子,小径管在核岛、锅炉、压力容器等设备上应用广泛,一般采用焊接的方式实现小径管的连接,对于小径管焊接接头最常采用的无损检测方法是射线检验。
小径管因结构规格等原因,一般采用源在外双壁双影的检测方法。
因检测工艺的缺陷,小径管的透照厚度变化较大,拍摄出的底片黑度变化较大,满足黑度要求的范围较小,且各个标准中对小径管垂直透照的描述基本一致:互成60°或120°方向3次曝光;对细节方面没有过多描述,在实际检验过程中经常出现意见分歧。
1、小径管射线检验垂直成像工艺NB/T20003.3-2010标准中对小径管双壁双影透照的要求如下:当比值D0/t≤10,采用垂直成像方式,至少在互成60°或120°方向透照三次;当比值D0/>10,采用椭圆成像方式或垂直成像方式,椭圆成像至少应在互成90°方向透照两次;椭圆成像时,应控制影像开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
本文仅讨论采用垂直成像方式检测时情况,垂直成像的透照如图1所示:图1、垂直成像示意图同时,NB/T20003.3-2010标准中的一些关键的通用要求如下:几何不清晰度Ug≤0.3;注1底片黑度:2.0-4.0(单片),2.7-4.5(双片)。
注2滤光板、增感屏、像质计等参数对本文中探讨的内容基本无影响,故不在此列举标准中的要求。
从垂直成像的原理可容易的得出以下结论:1)经过管子中心线的射线穿透的焊缝厚度最小,基本为两倍的焊缝厚度,在底片上成像的黑度最大;2)远离管子中心线的射线穿透的焊缝厚度大,在底片上成像的黑度小;2、一次透照长度及在底片上的投影长度2.1一次透照长度NB/T20003.3-2010标准规定,焊接接头的透照厚度比K应符合以下规定:环向焊接接头:1级,K≤1.06;2、3级,K≤1.1;纵向焊接接头:1级,K≤1.01;2、3级,K≤1.03;通过K值可精确的从理论上计算出检测时的一次透照长度,但显然不适用于垂直成像的方法,垂直成像时K值大于标准中的要求。
火电厂小管射线透照技术探讨摘要:具体描述了火力发电厂小管对接焊缝射线无损探伤的特点,以及在射线中分析焊缝缺陷定量的问题,探伤了小径管透照技术的特点。
关键词:小径管焊缝缺陷火力发电厂锅炉受热面,大部分是由小径管(D≤76mm)焊接组成。
焊缝的质量主要由射线照相的方法来控制。
射线照相采用双壁双投影透照成象工艺,这和大径管或平板焊缝的射线照相在成象方面有所不同。
大径管和平板焊缝质量的评定,是在焊缝中的缺陷和底片上的焊缝中的缺陷相差很小时进行评定的。
小径管焊缝受其曲率和透照方式的影响,焊缝中的缺陷投影后,底片上焊缝缺陷图像发生变化,焊缝纵断面上的每一点位置在底片上都有变化,其变化程度和位置有关。
如直接用标准对底片上的缺陷进行评定,就会使一些缺陷按未超标处理,而有些超标(或严重)缺陷没有得到处理而漏掉。
本文从小径管射线照相一次成象的特点和规律入手,简述焊缝缺陷定量时应注意的问题。
1、径管射线照相技术的特点从一般的射线照相技术观点可以认为,小径管对接焊缝射线照相是一个特殊的变截面工件射线照相问题。
常用射线照相方法为平移椭圆成象和角度椭圆成象法。
这两种方法在透照区内透照厚度变化很大,超过一般射线照相技术允许的范围,为了使成象达到规定的灵敏度、黑度和几何不清晰的要求,采用“高能量短时间和屏蔽”的透照工艺。
由于透照角度及小径管曲率的影响,射线穿过焊缝及管壁的各个部位厚度不同。
穿透厚度的最大值和最小值相差很大如图1所示,最大值为-(D-d)(D为外径,d为内径)根据射线衰减规律,使射线到达胶片的强度造成很大的差异,底片上的椭圆成象各个部位黑度值具有不同的特点。
小径管对接焊缝的纵截面为一个圆环,经射线照相后成椭圆环。
小径管对接焊缝射线照相一次成象是无数个椭圆环叠加组成的椭圆环图像。
椭圆长轴为小径管外径加2倍焊缝加强高,短轴长为2倍焊缝宽度加5-10mm。
2、缺陷长度确定采用双壁双投影椭圆成象法,胶片平放,由于几何变形,底片上焊缝缺陷长度和实际长度有差别,由图2可以看出离椭圆短轴越远,在底片焊缝缺陷长度和实际长度差越大。
小径薄壁管射线检测底片质量的保证小径管射线检测双壁双影法影像开口尺寸的确定。
标签:小径管射线检测焦距焊缝宽度开口间距偏移量在对小径管焊缝的无损检测中,使用射线检测的手段越来越频繁,主要是射线检测其结果直观,可以存档,对缺陷定位方便快捷等优势。
因此随着射线使用频率的加大,对射线成像底片的质量要求也越来越高。
对小径管的射线检测以双壁双影的透照工艺为主,即在一次透照的前提下,使焊口在底片成像为椭圆形,从而可以检查焊缝前后的焊接质量。
那么如何能够完成好这个椭圆的一次合格成像呢,如果椭圆大了,焊口上表面成相严重变形,不能有效的检出缺陷,因为缺陷也随之变形,缺陷的大小难以掌握。
反之,椭圆小了,焊口上下两表面在成像时容易合并或重合,不能查出缺陷,或者,难以分辨出是上下哪个表面的缺陷。
根据《中华人民共和国无损检测行业标准JB/T4730.2-2005》对于双壁双影透照工艺的有关规定:“小径管采用双壁双影透照布置,当同时满足下列两条件时应采用倾斜透照方式椭圆成像:a)T(壁厚)≤8mm;b)g(焊缝宽度)≤D0/4。
椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
”小径管主要分布在锅炉内部,射线检测工作场地复杂,千变万化,而射线机本身又较笨重。
射线工作的难度比较大。
主要是难于有效地把握规程中所要求的“影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右”的范围。
以往的工作往往是以目测为主,无法保证影像的开口宽度在一倍焊缝宽度左右。
射线透照距离也不可能每一次都一样,那么又如何保证底片成相符合规程中规定的影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右呢?要想使小径管上下两焊缝在底片上的影像呈椭圆形,且使影像的开口宽度(上下焊缝投影最大间距)在一倍焊缝宽度左右,必须使射线源也就是我们经常使用的射线机在垂直于焊缝方向上有一定的偏移。
偏移多少合适呢?通过理论计算和画图及实际工作的经验,发现偏移距离是与射线机与焊缝之间的距离、开口宽度、焊缝宽度及小径管的直径不同而改变的。
![小径管x射线探伤[精解]](https://uimg.taocdn.com/7061f7c685254b35eefdc8d376eeaeaad1f316d7.webp)
小径管X射线探伤外径Do≤100mm管子称小径管。
小径管通过焊接实现连接,是锅炉、压力容器等设备上广泛采用的工艺。
对小径管相互连接的对接焊缝的质量。
目前广泛采用射线检测技术进行检验。
一般采用双壁双影法透照其对接环缝。
按照被检焊缝在底口上的影像特征,又分椭圆成像和重叠成像两种方法,同时满足下列两条件即T(壁厚)≤8mm,g(焊缝宽度≤Do/4时,采用倾斜透照方式椭圆成像)不满足上述条件,或椭圆成像有困难,或为适应特殊需要(如特意要检出焊缝根部的面状缺陷)时,可采用垂直透照方式重叠成像。
小径管对接焊缝的透照厚度小直径管对接焊缝射线照相检验是一个变截面透视。
在小径管对接接头照相检验中,所选用的照距都远大于小直径管的径,可近似认为射线来平行入射,所以,确定透照参数的核心,是在一次透照厚度范围内正确地选取确定透照电压的厚度。
例如:透照Ф60x5的小径管,忽略焊缝的余高,透照厚度的变化见表表Ф60x5小径管透照厚度(mm)变化从表中可见x=0时最小,x=r时最大,但对于不同规格的小径管则其透照厚度变化相关于小径管的壁厚与外径和所处点与圆心的相对距离。
通常我们把一次透照范围内试件的最大厚度与最小厚度之比定义为试件厚度比,用Ks表示。
当Ks大于1.4时,可以认为属于大厚度比试件。
大厚度比对射线照相质量是不利的,其导致底片黑度差较大,从而影响射线照相灵敏度。
另外,厚度变化导致散射比增大,产生边蚀效应。
所以,应采用“高电压、大电流、短时间”X射线透照技术。
双壁双影椭圆成像技术小径管焊缝的射线探伤当其壁厚≤8mm,焊缝宽度≤Do/4时,一般采用斜透照方式椭圆成像。
透照时焦距一般选用700mm左右平移距离,按下式计算。
So=(b+g)L1/2 So-水平位移mm b-焊缝宽度m g-椭圆投影间距应控制椭圆影像的开口宽度在一倍焊缝宽度左右。
如偏心距太大,椭圆开口宽度过大。
窄小的根部缺陷(裂缝未焊透等)有可能漏检,或者因影像畸变过大,难于判断。
无损检测工作技术总结报考方法:RT论文题目:小口径管射线检测浅谈姓名:陈华生工作单位:南京金陵检测工程有限公司小口径管射线检测浅谈随着近年来制造行业趋势不断上升,射线检测作为无损检测方法的一个重要方法,射线检测具有与其它无损检测方法不可替代的优越性。
广泛应用于石油化工设备、管道安装、锅炉压力容器制造中等各行业的无损检测中。
而小口径管对接焊缝透照由于透照厚度在透照区内存在很大的变化,这给确定透照参数的确定带来了困难,根据小径管的对接焊缝透照的这一基本特点,确定透照参数的总的倾向是:采用较大的焦距和较高的透照电压。
以下介绍自己在实际工作中小口径管射线检测的一些实践经验和讨论:1、 小口径管焊缝椭圆成像快速对焦法:GB/T3323-2005标准规定,外径D 0≤100mm,公称厚度T ≤8mm 的管对接缝,若T/ D 0<,可采用双壁双投法,射线束的方向应使上下焊缝的影像在底片上呈椭圆显示,焊缝开口宽度在3~10mm 为宜,为此必须控制好几何参数,即射线的倾角不宜过大或过小,针对小口径管射线椭圆成像,现介绍一种准确控制射线倾角和焊缝椭圆影像开口宽度的快速对焦方法,从几何原理来讲,小口径管对接焊缝椭圆成像可以采用射线机平移法和倾斜法两种透照方式(图 1.),其基本几何原理可以用下式表示:图1.椭圆成像的几何原理(a.) 平移法 (b.) 倾斜法b =w x L L -12 (1); b =w tg L -θ2 (2) 式中:b :焊缝影象开口宽度;w : 焊缝宽度;1L :射线管焦点至管子表面的距离;2L :管子表面至胶片的距离;x :偏心距;θ: 射线倾斜角;用平移法透照时,要使焊缝椭圆影像开口间距b 为一指定值,射线机焦点至管子表面的距离1L 发生变化,偏心距x 也随之变化,否则b 将发生变化,现场操作起来比较麻烦;而采用倾斜法透照,只要保证射线倾角θ不变,焊缝椭圆影像开口间距b 就不会发生变化。
小径管射线透照双壁双影法主要用于外径小于或等于100mm的小径管对接焊缝。
按照被检焊缝在底片的影象特征,又分椭圆成象和重迭成象两种方法。
(1)椭圆成象法透照布置椭圆成象法,胶片暗袋平放,视线焦点偏离焊缝中心平面一定距离(称偏心距S o), 以射线束的中心部分或边缘部分透照被检焊缝(图5-17)。
偏心距应适当,可按椭圆开口宽度(g)的大小算出,其用计算式表示为:S0=L1(b+g)/L2(5.10)式中:b——焊缝宽度,g——椭圆开口宽度。
偏心距的大小影响底片的评定。
太大根部缺陷(裂纹、未焊透等)可能漏检,或者因影象畸变过大,难于测评;太小又会使源侧焊缝与片侧焊缝热影响区不易分开。
图5—17双壁双影法透照(2)重迭成象法特殊情况下,为重点检测根部裂纹和未焊透,可使射线垂直透照焊缝,此时胶片宜弯曲贴合焊缝表面,以尽量减小缺陷到胶片距离。
当发现不合格缺陷后,由于不能分清缺陷是处于射源侧或胶片侧焊缝中。
一般多作整圈返修处理。
(3)象质计的放置双壁双影法透照时,可采用通用或专用象质计,一般应横跨焊缝放置。
小径管透照在源侧焊缝附近必须放置中心定位标记和片号等识别标记。
小径管环向对接焊接接头的透照布置斜透照方式椭圆成像:T(壁厚)≤8mm; g(焊缝宽度)≤D o /4椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。
不满足上述条件或椭圆成像有困难时可采用垂直透照方式重叠成像。
小径管环向对接接头的透照次数小径管环向对接焊接接头100%检测的透照次数:采用倾斜透照椭圆成像时,当T/ Do≤0.12时,相隔90°透照2次。
当T/ Do>0.12时,相隔120°或60°透照3次。
垂直透照重叠成像时,一般应相隔120°或60°透照3次。
由于结构原因不能进行多次透照时,可采用椭圆成像或重叠成像方式透照一次。
鉴于透照一次不能实现焊缝全长的100%检测,此时应采取有效措施尽量扩大缺陷可检出范围,并保证底片评定范围内黑度和灵敏度满足要求。
小径管射线检测专用工艺1. 适用范围本工艺规定了外径小于或等于100mm ,壁厚小于或等于8mm 钢管透照工艺。
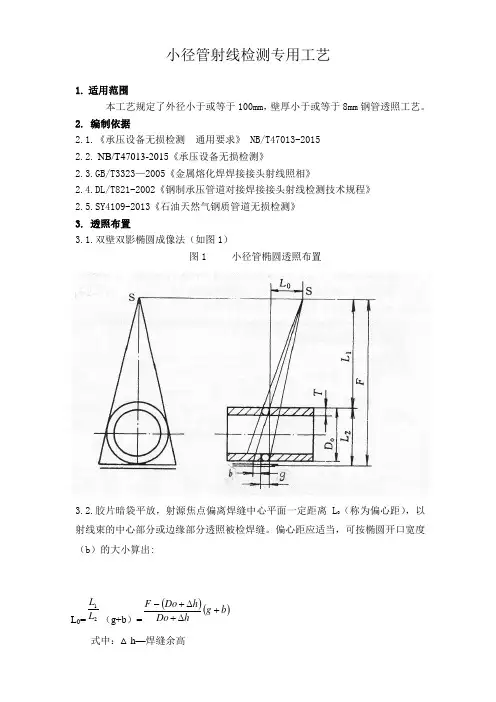
2. 编制依据2.1.《承压设备无损检测 通用要求》 NB/T47013-2015 2.2. NB/T47013-2015《承压设备无损检测》2.3.GB/T3323—2005《金属熔化焊焊接接头射线照相》2.4.DL/T821-2002《钢制承压管道对接焊接接头射线检测技术规程》 2.5.SY4109-2013《石油天然气钢质管道无损检测》3. 透照布置3.1.双壁双影椭圆成像法(如图1)图1 小径管椭圆透照布置3.2.胶片暗袋平放,射源焦点偏离焊缝中心平面一定距离L 0(称为偏心距),以射线束的中心部分或边缘部分透照被检焊缝。
偏心距应适当,可按椭圆开口宽度(b )的大小算出:L 0=21L L (g+b )=()()b g h Do h Do F +∆+∆+-式中:△h —焊缝余高g—焊缝宽度b—椭圆开口宽度3.3.椭圆开口宽度按NB/T47013-2015标准通常取一个焊缝宽度左右,偏心距太大,窄小的根部缺陷(裂缝未焊透等)可能漏检,或者因影像畸变过大,难于评判。
偏心距太小,又会使源侧焊缝与片侧焊缝根部缺陷不易分开。
4. 重叠成像法4.1.有的情况下可采用射线垂直透照焊缝,使焊缝影像重叠显现在底片上的透照布置。
此时胶片宜弯曲贴合焊缝表面,以尽量减小缺陷到胶片的距离。
当发现不合格缺陷后,由于不能分清缺陷是处于射源侧或胶片侧焊缝中,一般应作整圆返修处理。
4.2.椭圆成像与重叠成像的条件与透照次数小径椭圆成像与重叠成像的条件与透照次数见表1:表14.3.像质计的型式及摆放应符合NB/T47013-2015《承压设备无损检测》5.12的要求。
5. 黑度范围检测灵敏度技术等级为AB级,底片上焊缝和热影响区的允许黑度范围为2.0~4.5。
X射线透照小径管,单片观察评定时,AB级最低黑度允许降低至1.5;B 级最低黑度可降低至2.0。
本文探讨了小径管透照布置对裂纹检出的影响,对于正确执行检测标准和提高裂纹检出率有一定的借鉴意义。
关键词小径管透照布置纵向裂纹横向裂纹标准的应用1.引言日前看了郑世才老师参与编写的一项新标准GB/T12605-2007《无损检测金属管道熔化焊环向对接接头射线检测(征求意见稿)》,其中对于小径管透照布置的规定是“当同时满足T(壁厚)≤8mm、g(焊缝宽度)≤D0/4时可采用椭圆成像法透照”。
JB/T4730.2-2005对小径管透照布置的规定是“当同时满足T(壁厚)≤8mm、g(焊缝宽度)≤D0/4时应采用椭圆成像法透照”。
比较两项标准虽然只是一个字的差别但却对检测结果产生了很大的影响。
2.小径管透照在实际应用中暴露的问题在某工程项目现场抽查中发现炉管焊缝存在大量的根部裂纹(纵向),而这些焊缝则是已在预制厂检测合格的焊口。
为什么会造成这种现象呢?为此笔者分析了产生这种现象原因。
该炉管材质为35Cr-45Ni-Nb+MA,规格为Φ89×8及Φ60×6两种,检测执行标准JB/T4730.2-2005,技术等级AB级,Ⅱ级合格。
在预制阶段由于条件较好,所以按JB/T4730.2-2005标准规定采用椭圆成像法透照,相隔90o透照2次。
在这一阶段也发现了少量的根部裂纹,但并未引起检测人员的足够重视。
在炉管组装运抵现场后由于现场条件的限制没有采用椭圆成像法透照而是采用垂直透照的方法进行检测,相隔120o透照3次重叠成像,结果发现了大量的根部裂纹。
为保证产品质量我们要求对所有运抵现场的炉管按用垂直透照的方法进行100%重新检测,同时要求预制厂在预制阶段也采用同样的方式进行检测。
但这一要求似乎并不完全符合JB/T4730.2-2005的规定,检测单位对此也有所顾忌。
3.小径管经常采用倾斜透照椭圆成像的原因小径管通常是指外直径Do小于或等于100mm的管子,在射线检测中倾斜透照椭圆成像通常是首选。
焊接技术是核电设备建造过程中必不可少的关键技术之一,焊接质量是评定核电设备质量的重要指标,如何可靠、精准、高效地检测焊缝损伤是风险防控的重点。
在核电工程中,根据建造规范的要求,大量核级管道焊缝需要进行射线检测,但这种方法依赖于操作人员的水平和经验,存在环境污染、效率低、结果评判主观性强等问题。
为此,技术人员以核电厂辅助管道小径管典型结构对接焊缝为研究对象,开展了射线检测技术对比试验,分析数字射线成像检测技术应用于核电小径管检测的可行性。
小径管射线检测相关标准对比数字射线成像与胶片照相在射线透照原理上是一致的,不同点在于探测器对接收到信息的处理技术。
胶片照相是射线光子在胶片中形成潜影,通过暗室的处理,利用观片灯来观察;数字射线成像则是利用计算机软件控制探测器,实现射线光子到数字信号,再到数字图像的转换,最终在显示器上进行显示。
由于RCC-M 2007标准中无数字射线成像检测标准,而NB/T 47013.11-2015标准与RCC-M 2007标准同样是针对焊接缺陷的检测方法标准,同时考虑到NB/T 47013.11-2015和NB/T 47013.2-2015标准在透照方式和成像要求上一致,因此对RCC-M 2007和NB/T 47013.11-2015标准在透照方式、透照条件以及黑度要求和灵敏度要求等方面进行了分析对比,以确定研究对象的数字射线成像质量评价指标。
射线胶片照相图像质量评价的主要指标是图像灵敏度。
NB/T 47013.11-2015标准规定的技术等级分为AB级和B级,验收常用的技术等级为AB级,B级为特殊用途的验收等级,而RCC-M 2007中没有设定技术等级,因此分别按照试件对应的RCC-M 2007标准对线型像质计灵敏度的要求与NB/T 47013.11-2015标准中AB级的要求进行比较。
结果表明,就线型像质计表征的图像灵敏度指标而言,NB/T 47013.11-2015标准中AB级要求的技术等级不低于标准RCC-M 2007的要求,具体数据见表1(表中灵敏度用最小可见丝径表征)。
射线检测技术的原理及小径管透照技术射线检测技术是射线在穿透物体过程中会与物质发生相互作用,因吸收和散射而使强度减弱,强度减弱的程度取决于物质的衰减系数和射线在物质中穿越厚度。
如果被检试件的局部存在缺陷,构成缺陷物质的衰减系数又不同于试件,那么缺陷处透过射线强度就会与周围产生差异,把胶片放在适当位置使其在透过射线的作用下感光,经暗室处理得到底片。
射线检测技术的检测结果有直接记录--底片;可以获得缺陷的投影图像,缺陷定性定量比较准确,对体积型缺陷检出率很高,在对接接头的无损检测中得到了广泛的应用。
小径管(外径小于等于100mm的管子)对接接头焊缝质量检测,目前广泛采用射线检测技术进行检测,一般采用双壁双影倾斜椭圆成像或垂直透照重叠成像,当同时满足壁厚≤8mm和焊缝宽度≤Do/4时,应采用倾斜椭圆成像,当倾斜椭圆成像时开口宽度应控制在5-10mm。
不满足上述条件或倾斜椭圆成像有困难时可采用垂直透照重叠成像。
采用倾斜椭圆成像时,当T/Do≤0.12时,相隔90°透照2次,当T/Do>0.12时,相隔60°或120°透照3次,垂直透照重叠成像时应间隔120°或60°透照3次。
小径管射线检测因透照壁厚差较大,应适当的提高管电压,目的是减小厚度差较大的部分散射比,降低边蚀效应,随着管电压的提高,底片不同部位的黑度差将减小,获得更大的透照厚度宽容度。
所以,小径管射线检测宜采用“高电压,短时间”的透照工艺。
一般管电压需提高30-50KV,曝光时间控制在1.0-1.5分钟,焦距在600-700mm。
倾斜椭圆成像应严格控制椭圆开口宽度,椭圆开口宽度过大,窄小的根部缺陷(未熔合、未焊透、裂纹等)有可能会漏检,或因影像畸变过大难于判断,降低焊缝中面积型缺陷的检出率。
椭圆开口宽度过小,又会使源侧焊缝和胶片侧焊缝根部缺陷不易分开。
椭圆开口宽度可采用平移公式计算:Lo=(b+q)L1/L2Lo-平移距离(射线源焦点偏离焊缝中心平面距离) b -焊缝宽度 q-椭圆开口宽度 L1-焦点至工件表面的距离 L2-工件表面至胶片的距离。
目录摘要: (2)前言: (3)1.椭圆成像透照布置的快速确定 (3)2.透照3次时相隔120°和60°的选择 (5)3.曝光参数修正 (6)4、厚壁小径管透照工艺分析 (7)4.1 大厚度比试件透照技术 (7)4.2 管电压 (7)4.3 曝光量 (8)4.4 象质计 (9)5.检测时机 (9)参考文献 (10)浅谈小径管的射线透照工艺摘要:在石油化工装置建设过程中,小径管射线检测的一次拍片成功率往往比较低。
本文介绍了一种快速且不易出错的透照布置方式和分析了2种透照方式的优劣及对透照工艺的优化,以提高小径管的一次拍片成功率。
根据不同的技术标准探讨厚壁小径管对焊接缝X射线探伤的透照工艺。
通过分析,选择出合适的透照工艺,以获得较好的底片质量。
关键字:小径管;透照;曝光参数;X射线探伤;工艺分析On the trail of radiographic tubeSummary:Petroleum chemical plant construction in the process, a film is often relatively low success rate of small diameter tubes ray detection. This paper presents a fast and less error-prone transillumination layout and analysis of the two kinds of ways transillumination transillumination merits and optimization of the process, in order to improve small-diameter tube success rate of a film.Explore the walled small diameter tubes welded seam transillumination technology X-ray detection techniques based on different criteria. By analysis, selection of suitable transillumination process, in order to obtain a better film quality.Keywords: small diameter tubes; transillumination; exposure parameters; X-ray detection; Process Analysis前言:目前在电站锅炉安装和检修中,小径管对接焊缝为数甚多,随着大容量(>1000t/h)、高参数(亚临界压力、540℃)电站锅炉的发展,面临着许多厚壁小径管对接焊缝的检验问题。
小径管焊接接头射线探伤工艺1.概况本探伤工艺适用于电力行业制作、安装和检修发电设备时,透照厚度大于等于2mm部件的射线检验,包括承压管道对接、管道和管件对接的单面施焊、双面成型的公称直径小于等于89mm的承压管道对接焊接接头的X 射线和γ射线透照检验。
其他行业的类似管道对接焊接接头,依据相关检验标准也可参照使用。
不适用于摩擦焊、闪光焊等机械方法焊接的对接接头。
2.编制依据:2.1 火力发电厂焊接技术规程 DL/T 869—20042.2 钢制承压管道对接焊接接头射线检验技术规程 DL/T 821—2002)2.3 放射卫生防护基本标准 GB47922.4 线型象质计 JB/T79023.施工条件3.1 从事射线检验的工作人员,必须符合GB4792的要求,必须经过由国家卫生部门组织的技术培训,并取得国家卫生行政部门颁发的放射工作人员证。
3.2从事射线检验的工作人员应符合《钢制承压管道对接焊接接头射线检验技术规程 DL/T 821—2002》的要求,各技术等级人员,只能在有效期内从事与该等级相符的射线检测工作,并承担相应的技术责任。
3.3 所使用的射线探伤机应经计量检定合格,且在有效期内。
3.4 检验人员配备了必要的射线防护用品和劳动保护用品。
3.5 检验执行委托单制度,所要检验的焊接接头的表面质量应经焊接质检人员外观检查符合DL/T 869—2004的要求后再由焊接技术员委托检验,表面的不规则状态在底片上的影像应不影响对接头中的缺陷评定,否则应作适当的修整。
13.6焊接接头焊后需要做热处理的,要在热处理后委托检验,有延迟裂纹倾向的,要在焊后24h后或经过更长的时间后进行检验。
3.7 根据委托检验焊接接头的位置,如需高空作业应准备必要的脚手架,并确保牢固可靠,射线机应采取可靠的措施防止高空坠落,夜间工作应准备足够的照明设备。
3.8 根据所要透照的焊接接头的位置和工作范围,施工前要对现场进行检查,工作前应划定辐射警戒区域,悬挂醒目的辐射警示标志,严禁无关人员入内。
小径管透照工艺 Last updated on the afternoon of January 3, 2021如何确定厚壁小径管对接焊缝X射线透照工艺作者:梅县发电厂潘军光摘要:根据不同的技术标准探讨厚壁小径管对接焊缝X射线探伤的透照工艺。
通过分析,选择出合适的透照工艺,以获得较好的底片质量。
关键词:X射线检验;接头;小径管;工艺燃煤火电厂125MW机组受监金属部件中,有大量规格为76mm×11mm的管子,需要对焊缝进行X射线探伤。
如按照习惯采取的曝光工艺,虽然能扩大评片区,但底片对比度小,灵敏度低,像质计不清晰。
为获得较好的X射线底片质量,我们通过理论分析和探伤实践,寻找出较好的探伤工艺参数。
国内有标准规定小径管(外径小于89mm)对接焊缝X射线椭圆成像,为保证质量,一般曝光量不低于[1];也有标准规定对外径小于或等于76mm的管子允许选择较高管电压,曝光量小于,黑度范围~[2]。
以上两标准均没有严格给出具体的透照工艺参数,只对底片质量提出对比度、灵敏度和黑度的要求。
以前曾有标准列出了一些推荐参数(如高电压、短时间)[3],但在实际探伤中获得的底片质量较差,对比度小,灵敏度低,像质计显示不够清楚。
1管电压的选择在适当的范围内,射线底片的对比度差值越大则各种缺陷细节显示越清晰,因此在黑度一定的范围内,底片对比度越大,发现缺陷的灵敏度就越高。
根据公式ΔD=-γ.μ.ΔΤ,式中ΔD——底片对比度;γ——胶片对比度;μ——衰减系数;ΔΤ——被透工件厚度差。
在胶片和被透工件不变的情况下,若要增大对比度ΔD,就要增大衰减系数μ。
对于同一工件来说,μ=τ=kρZ3λ,式中τ——吸收系数;k——常数;ρ——被照工件密度;Z——被透工件原子序数;λ——射线波长。
密度和原子序数是不变的,所以,若增大衰减系数必须增大射线波长λ。
由于式中U——管电压。
若要增大射线波长λ,则要降低管电压U。
由以上分析可以得出,要提高底片对比度ΔD,就要降低管电压U。
小径管射线透照
双壁双影法主要用于外径小于或等于100mm的小径管对接焊缝。
按照被检焊缝在底片的影象特征,又分椭圆成象和重迭成象两种方法。
(1)椭圆成象法透照布置
椭圆成象法,胶片暗袋平放,视线焦点偏离焊缝中心平面一定距离
(称偏心距S o), 以射线束的中心部分或边缘部分透照被检焊缝(图5-17)。
偏心距应适当,可按椭圆开口宽度(g)的大小算出,其用计算式表示为:
S0=L1(b+g)/L2(5.10)
式中:b——焊缝宽度,g——椭圆开口宽度。
偏心距的大小影响底片的评定。
太大根部缺陷(裂纹、未焊透等)
可能漏检,或者因影象畸变过大,难于测评;太小又会使源侧焊缝与片
侧焊缝热影响区不易分开。
图5—17双壁双影法透照(2)重迭成象法
特殊情况下,为重点检测根部裂纹和未焊透,可使射线垂直透照焊缝,此时胶片宜弯曲贴合焊缝表面,以尽量减小缺陷到胶片距离。
当发现不合格缺陷后,由于不能分清缺陷是处于射源侧或胶片侧焊缝中。
一般多作整圈返修处理。
(3)象质计的放置
双壁双影法透照时,可采用通用或专用象质计,一般应横跨焊缝放置。
小径管透照在源侧焊缝附近必须放置中心定位标记和片号等识别
标记。
小径管环向对接焊接接头的透照布置
斜透照方式椭圆成像:
T(壁厚)≤8mm; g(焊缝宽度)≤D o /4
椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在
1倍焊缝宽度左右。
不满足上述条件或椭圆成像有困难时可采用垂直透照方式重叠成
像。
小径管环向对接接头的透照次数
小径管环向对接焊接接头100%检测的透照次数:采用倾斜透照椭圆成像时,当T/ Do≤0.12时,相隔90°透照2次。
当T/ Do>0.12时,相隔120°或60°透照3次。
垂直透照重叠成像时,一般应相隔120°或60°透照3次。
由于结构原因不能进行多次透照时,可采用椭圆成像或重叠成像方式透照一次。
鉴于透照一次不能实现焊缝全长的100%检测,此时应采取有效措施尽量扩大缺陷可检出范围,并保证底片评定范围内黑度和灵敏度满足要求。
理解:
(1)双壁双影椭圆成像的实施原则,即T(壁厚)≤8mm、g(焊缝宽度)≤Do /4
(2)椭圆成像有困难一般是指焦距不满足要求。
(3)小径管的透照次数与管外径和壁厚有关,与检测技术级别无关(4)规定小径管的透照次数的主要目的是控制透照厚度比
(5)结构:一般系指排管或盘管
应用:
(1)为控制影像的开口宽度应采用偏心法
(2)扩大缺陷可检出范围的有效措施一般包括:双胶片技术、适当提高管电压、窗口加滤波板
注意:当Do ≤20mm、T≥8mm 、g >Do /4
重点检查根部裂纹或未焊透时应采用垂直透照。