模具结构图示
- 格式:ppt
- 大小:4.04 MB
- 文档页数:19

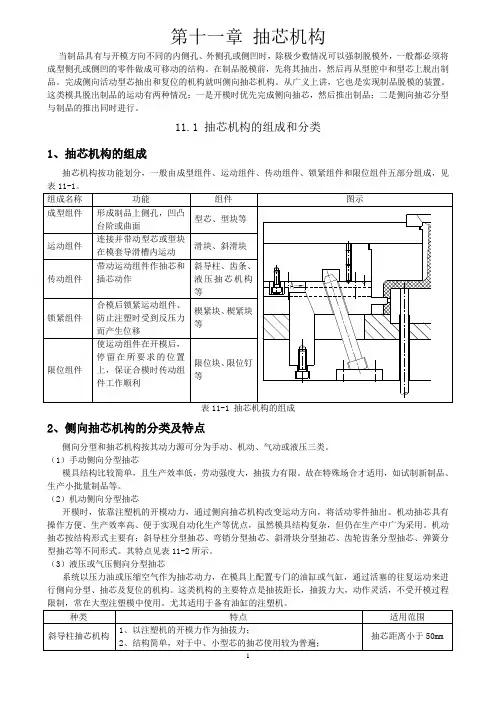
第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。


1.1.4 模具图样的绘制模具测绘结束后要对测绘的零件图与装配草图进行整理,绘制出正规的总装配图与零件图。
在绘制模具装配图时,初学者的主要问题是图面紊乱无条理、结构表达不清、剖面选择不合理等,以及作图质量差,如引出线重叠交叉,螺钉销钉作图比例失真。
上述问题除平时练习过少外,更主要的是缺乏作图技巧所致。
一旦掌握了必要的技巧,这些错误均可避免。
1. 装配图的画法模具装配图最主要的目的是要反映模具的基本构造,表达零件之间的相互装配关系,包括位置关系和配合关系。
从这个目的出发,一张模具装配图所必须达到的最基本要求为:首先,模具装配图中各个零件(或部件)不能遗漏,不论哪个模具零件,装配图中均应有所表达;其次,模具装配图中各个零件位置及与其他零件间的装配关系应明确。
在模具装配图中,除了要有足够的说明模具结构的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细栏外,还应有其他特殊的表达要求。
模具装配图的绘制要求须符合国家制图标准,现总结如下:⑴总装图的布图及比例。
①应遵守国家标准机械制图中图纸幅面和格式的有关规定(GB/T14689—2008)。
②可按模具设计中习惯或特殊规定的制图方法作图。
③尽量以1:1的比例绘图,必要时按机械制图要求的比例缩放,但尺寸按实际尺寸标注。
④模具总装图的布置方法如图1-72所示。
(a)冲压模具总装配图的布置 (b)塑料模具总装配图的布置图1-72 模具总装图的布置方法⑵模具设计绘图顺序①主视图。
绘制总装图时,应采用阶梯剖或旋转剖视,尽量使每一类模具零件都反映在主视图中。
按先里后外、由上而下,即按产品零件图、凸模、凹模的顺序绘制,零件太多时允许只画出一半,无法全部画出时,可在左视图或俯视图中画出。
②俯视图。
将模具沿冲压或注射方向“打开”上(定)模,沿冲压或注射方向分别从上往下看“打开”的上(定)模或下(动)模,绘制俯视图。
主、俯视图要一一对应画出。
③左、右视图。
当主、俯视图表达不清楚装配关系时,或者塑料模具以卧式为工作位置时,左、右视图绘制按注射方向“打开”定模看动模部分的结构。