液态模锻技术与设备介绍
- 格式:ppt
- 大小:6.40 MB
- 文档页数:25

液态模锻摘要:介绍了液态模锻的概念、特点、分类、研究方法、应用以及国内外的发展状况;同时分别对铝、铜、镁合金的液态模锻成型过程的优缺点进行了分析介绍。
关键词:液态模锻;工艺;应用及发展引言液态模锻是一种介于铸造和模锻之间的金属成形工艺,是使注入模腔的金属在高压下凝固成型,然后施加机械静压力,利用金属铸造凝固成形时易流动和锻造技术使已凝固的封闭硬壳进行塑性变形,使金属在压力下结晶凝固并强制消除因凝固收缩形成的缩孔,以获得无任何铸造缺陷的液锻件[1]。
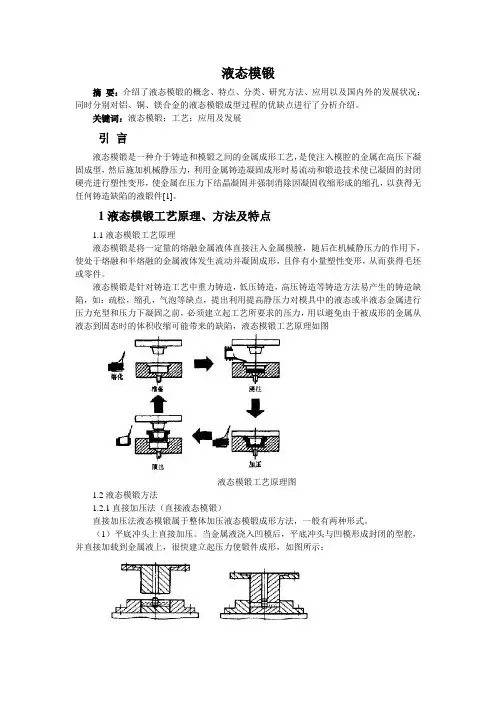
1液态模锻工艺原理、方法及特点1.1液态模锻工艺原理液态模锻是将一定量的熔融金属液体直接注入金属模膛,随后在机械静压力的作用下,使处于熔融和半熔融的金属液体发生流动并凝固成形,且伴有小量塑性变形,从而获得毛坯或零件。
液态模锻是针对铸造工艺中重力铸造,低压铸造,高压铸造等铸造方法易产生的铸造缺陷,如:疏松,缩孔,气泡等缺点,提出利用提高静压力对模具中的液态或半液态金属进行压力充型和压力下凝固之前,必须建立起工艺所要求的压力,用以避免由于被成形的金属从液态到固态时的体积收缩可能带来的缺陷,液态模锻工艺原理如图液态模锻工艺原理图1.2液态模锻方法1.2.1直接加压法(直接液态模锻)直接加压法液态模锻属于整体加压液态模锻成形方法,一般有两种形式。
(1)平底冲头上直接加压。
当金属液浇入凹模后,平底冲头与凹模形成封闭的型腔,并直接加载到金属液上,很快建立起压力使锻件成形,如图所示:(2)异形冲头直接加压法。
当金属液浇入凹模后,异形冲头与凹模形成封闭型腔在冲头的下行过程中先封闭型腔,并使金属液体流动充满型腔,使锻件成形,如图所示:1.2.2间接加压法。
间接加压法属于局部加压法,是将金属浇入凹模或储液腔后,上模先闭合锁定形成整体型腔,然后通过上冲头挤入金属液,使金属反挤流动充满型腔,使之在压力下凝固成形,如图所示:1.2.3间接挤注法。
间接挤注法是指将浇入到储液腔内的金属液,利用上柱塞或下柱塞,通过浇道挤入到封闭的型腔中获得所需的锻件,如图所示:1.3 液态模锻特点1)机械性能高。
液态模锻液态模锻摘要:介绍了液态模锻的概念、特点、分类、研究⽅法、应⽤以及国内外的发展状况;同时分别对铝、铜、镁合⾦的液态模锻成型过程的优缺点进⾏了分析介绍。
关键词:液态模锻;⼯艺;应⽤及发展引⾔液态模锻是⼀种介于铸造和模锻之间的⾦属成形⼯艺,是使注⼊模腔的⾦属在⾼压下凝固成型,然后施加机械静压⼒,利⽤⾦属铸造凝固成形时易流动和锻造技术使已凝固的封闭硬壳进⾏塑性变形,使⾦属在压⼒下结晶凝固并强制消除因凝固收缩形成的缩孔,以获得⽆任何铸造缺陷的液锻件[1]。
1液态模锻⼯艺原理、⽅法及特点1.1液态模锻⼯艺原理液态模锻是将⼀定量的熔融⾦属液体直接注⼊⾦属模膛,随后在机械静压⼒的作⽤下,使处于熔融和半熔融的⾦属液体发⽣流动并凝固成形,且伴有⼩量塑性变形,从⽽获得⽑坯或零件。
液态模锻是针对铸造⼯艺中重⼒铸造,低压铸造,⾼压铸造等铸造⽅法易产⽣的铸造缺陷,如:疏松,缩孔,⽓泡等缺点,提出利⽤提⾼静压⼒对模具中的液态或半液态⾦属进⾏压⼒充型和压⼒下凝固之前,必须建⽴起⼯艺所要求的压⼒,⽤以避免由于被成形的⾦属从液态到固态时的体积收缩可能带来的缺陷,液态模锻⼯艺原理如图液态模锻⼯艺原理图1.2液态模锻⽅法1.2.1直接加压法(直接液态模锻)直接加压法液态模锻属于整体加压液态模锻成形⽅法,⼀般有两种形式。
(1)平底冲头上直接加压。
当⾦属液浇⼊凹模后,平底冲头与凹模形成封闭的型腔,并直接加载到⾦属液上,很快建⽴起压⼒使锻件成形,如图所⽰:(2)异形冲头直接加压法。
当⾦属液浇⼊凹模后,异形冲头与凹模形成封闭型腔在冲头的下⾏过程中先封闭型腔,并使⾦属液体流动充满型腔,使锻件成形,如图所⽰:1.2.2间接加压法。
间接加压法属于局部加压法,是将⾦属浇⼊凹模或储液腔后,上模先闭合锁定形成整体型腔,然后通过上冲头挤⼊⾦属液,使⾦属反挤流动充满型腔,使之在压⼒下凝固成形,如图所⽰:1.2.3间接挤注法。
间接挤注法是指将浇⼊到储液腔内的⾦属液,利⽤上柱塞或下柱塞,通过浇道挤⼊到封闭的型腔中获得所需的锻件,如图所⽰:1.3 液态模锻特点1)机械性能⾼。
液态模锻主要内容:液态模锻也称为挤压铸造、锻打铸造以及熔汤锻造等,是一种锻铸结合的工艺方法。
该方法采用铸造工艺将金属熔化、精炼,并用定量浇勺将金属液浇入模具型腔,随后利用锻造工艺的加压方式,使金属液在模具型腔中流动充型,并在较大的静压力下结晶凝固,且伴有小量塑性变形,从而获得力学性能接近纯锻造锻件而优于纯铸造件的毛坯或零件。
目前,采用这种工艺生产的单件质量可达300kg以上,其材料包括有色金属及其合金、铸铁、碳钢和不锈钢等。
采用此工艺可制造大型铝合金活塞、镍黄铜高压阀体、气动单元组件的仪表外壳,铜合金蜗轮等产品。
关键词:液态模锻,特种塑性成形,模锻工艺流程。
液态模锻工艺划分为金属液和模具准备、浇注、合模施压以及开模取件四个步骤,具体如图9-5所示。
图1液态模锻工艺流程.1 工艺分类液态模锻的工艺过程是把一定量的金属液浇入下模型腔中,当溶液还处于熔融或半熔融状态时施加压力,迫使金属充满型腔形成工件。
在整个凝固过程中,对工件保持压力,以便消除金属凝固时在工件内部产生的缺陷,并使其产生塑性变形,工件凝固及塑性变形,借助顶杆或其它方法将其推出,为下一次操作做好准备。
液态模锻工艺按加压方式可以分为如下三种形式:凸模加压凝固法。
如图9-6所示,熔化的金属浇入凹模1中,凸模2下行与凹模形成封闭型腔,待熔融的金属逐渐凝固时加压使其成形,这种方法适用于铸锭或形状简单的厚壁件,在凸模压力作用下液态金属不产生向上移动。
直接液态模锻法。
如图9-7所示,熔融的金属浇入凹模1,凸模2下行与凹模形成封闭型腔,同时将液态金属压成一定形状。
型腔中的液态金属在一定压力的作用下向上流动,中间冷却凝固。
如果没有使多余金属溶液溢出的措施,则凸模的最终位置便由注入溶液的量来决定,并在工件底部和顶部厚度的变化上反映出来。
杯状和空心的法兰状工件常采用直接液态模锻法加工。
间接液态模锻法。
如图9-8所示,熔融的金属浇入下模2中,上模1先与下模2组成部分型腔,待凸模3下行时将液态金属挤出形成一定的形状。
挖掘机斗齿液态模锻技术研究摘要挖掘机斗齿是工程机械领域的重要零部件,具有承受复杂工况和高强度要求的特点。
液态模锻技术作为一种先进的制造工艺,可以在较短的时间内快速实现对材料的多方面改善,使斗齿在材料性能、尺寸精度和表面质量方面都得到了显著提升。
本文以挖掘机斗齿为研究对象,探讨了液态模锻技术的原理、工艺流程以及其与传统锻造工艺的区别。
通过实验对比和分析,得出了基于液态模锻工艺生产挖掘机斗齿的优势和瓶颈。
最后,提出了进一步完善和优化液态模锻工艺的建议。
关键词:挖掘机斗齿;液态模锻;材料性能;制造工艺AbstractExcavator bucket teeth are important components in the field of engineering machinery, with the characteristics of bearing complex working conditions and high strength requirements. Liquid forging technology is an advanced manufacturing process, which can achieve multiple improvements in materials in a short period of time, making bucket teeth significantly improved in material properties, dimensional accuracy, and surface quality. This paper takes excavator bucket teeth as the research object, explores the principles, process, and differences between liquid forging technology and traditional forging technology. Through experimental comparison and analysis, the advantages and bottlenecks of producing excavator bucket teeth based on liquid forging technology are obtained. Finally, suggestions are made for further improving and optimizing liquid forgingtechnology.Keywords: excavator bucket teeth; liquid forging;material properties; manufacturing process正文1. 引言随着机械工程技术的不断进步,工程机械在施工、采矿、挖掘等领域得到了广泛应用。
ZLl03铝合金件的力学性能表铝合金的液态模锻成形徐慧,李天生(湖南建材高等专科学校机械工程系,湖南衡阳421008>l 引言当今世界能源短缺,汽车~战车等正向着轻量化~高速~安全~节能~低成本及长寿命方向发展,由于铝合金具有的高比强度~耐蚀性~易成型~热稳定性与再生性好和简化结构等一系列优点能满足军工和民用的特殊要求 2],因此,采用铝合金零部件是汽车和战车轻量化的主要手段之一 1]O如英国'蝎"式坦克,除装甲车体外,还有平衡肘连杆底座~刹车盘~负重轮~炮塔座圈~油箱~座椅等多种零部件采用了铝合金或镁合金,大大减轻了重量,极大地提高了装备的机动性能,从而可以改善坦克的行驶性能,提高安全性 1]O 目前汽车上铝合金零件主要有活塞~汽缸体~汽缸盖~连杆~连杆盖~离合器壳~轮毂和油泵阀体等O 因此用液态模锻成形铝合金具有很好的发展前景 3]O2液态模锻工艺简介液态模锻是介于液态成型和固态成型之间的一种新工艺,集中了这两种工艺的优点O 自1960年代至今,液态模锻工艺在我国取得了较大发展,尤其是钢质液态模锻工艺已较为成熟 4]O 但由于设备及冶炼条件的限制,有色金属尤其是铝合金的液态模锻在最近十年才得到较快发展O液态模锻工艺是对浇入模具内的液态金属施以较高的机械压力,使其凝固时消除铸造缺陷并产生一定塑性变形,从而获得高质量制件的一种方法O 液态模锻是一种省力~节能~材料利用率高的先进工艺O 制件的力学性能较高,可以接近或达到同种合金的锻件水平 2,5~7]O 铝合金液态模锻工艺的应用范围,从实际应用情况以及它的结晶特点来看,主要有如下特点:(l >液态模锻工艺对材料的适用范围比较宽,它既适用于高性能的变形合金,也适用于常用的铸造合金O(2>以陶瓷颗粒~晶须~纤维增强的金属基复合材料(MMC >综合了金属的韧性~成形性~导电导热性等及陶瓷的强度~刚度~硬度~耐热~耐磨~耐蚀等性能,在材料科学中异军突起,逐渐进入实用化阶段O 液态模锻是复合材料成形的最佳方法之一O 用液态模锻技术成形复合材料的研究也进行得非常活跃O用高强Al-zn-Mg-Cu 合金LC4为基体,以Al 203颗粒为增强剂,采用半固态搅拌法制备出颗粒均匀~与基体结合良好的10%Al 203P/LC4复合材料,具有优异的抗拉强度和弹性模量,可以取代高锰钢来制造履带板,采用液态模锻工艺制造履带板板体,其质量明显优于一般铸造的方法,生产效率也较高 8]O(3>液态模锻技术不仅适用于轴对称的实心零件~杯形件~通孔件以及长轴类等厚壁零件,也适用于非轴对称~壁厚不均匀~形状复杂的零件O 对于一些薄壁零件也可以用液态模锻获得很好的成形质量O3液态模锻成形的主要优点!"#材料利用率高~成本低与模锻相比,由于没毛边及实心孔所损耗的金属材料,故材料利用率可达95%以上O 若与压铸工艺相比,液态模锻工艺不需要设置浇口套~喷嘴~浇注系统等辅助消耗的金属材料(占制件的20%-30%>O 用Ly11液锻发动机主轴承盖克服了模锻锤上成形的缺点 9],在用LD10铝合金液锻生产起动机连杆时,使得成形工序减少,加工余量减小,从而提高了材料利用率,降低生产成本,提高了经济效益 10]O!"$力学性能高由于半凝固状态的铝合金在充足的压力下凝固结晶,组织致密~晶粒细小,故所得制件的力学性能好,如果采用较大的压力(100~150MPa >,则在塑性变形阶段效果明显,可以接近或达到模锻件的水平,如下表 4]所示O!%!成品率高,质量好液态模锻时,加工温度比铸造时低得多,制件在模内收缩小,并又受三向压应力的影响,故不易形成气孔与显微疏松等缺陷O 同时具有精铸件精密成型的高效率~高精!"机械工程师2006年第11期摘要 铝合金的液态模锻是一种省力~节能~节材~能一次成形为接近成品形状且制件质量高的技术O 文中介绍了该技术的发展现状~特点及其半固态金属成形技术和液态挤压工艺O关键词 铝合金 液态模锻 进展中图分类号 T G316文献标识码 A文章编号 1002-2333(2006>11-0069-02液态模锻传统模锻低压铸造!b /MPa320324245!/(%>7.07.22.5硬度HB110HB107HB90研究探讨R e s e a r c h &D i s c u s s i o n度的特点 41O!"#设备投资少模锻工艺需要采用热模锻压力机或摩擦压力机等投资较高的设备O 压力铸造需要专门的压铸机,设备投资也较大O 由于在液态模锻过程中,金属是在流动状态下成形,因此,所需的成形压力小,相应的设备吨位小;熔融的金属成形容易,所加工工件的表面精度高,可以达到少无切削加工的要求,并可制造传统工艺难成形的复杂制件 41O 设备投资少,有利于液态模锻工艺的推广和应用O!半固态金属成形技术半固态金属成形技术作为一种新兴复合材料加工技术引起了广泛的关注 ll ,l21,它的研究起源于1970年代O 一般而言,金属在静止状态下结晶时,最先凝固的部分是树枝状长大,形成网状结构,残余液态金属分布于树枝结晶体之间,这种半固态金属的流动性差,对成形不利O1970年代初,麻省理工学院的研究人员发现,在金属凝固时加以搅拌,可以将产生的树枝状初晶破碎并分散到未凝固的残余液体金属中去,凝固组织由通常的树枝状晶体变成球状的等轴晶体,成为变形抗力较低~具有良好流动性的金属糊状物,并可以很方便地施以各种后续成形加工O 半固态成形技术有如下特点:显微组织细化,大大减轻了内部缺陷和偏析等;半固态金属变形抗力大大降低,并可以制造出近净成形制品;利用半固态糊状金属的高粘性,可以容易并且均匀地混入异种材料和比重差大的金属,从而制造新型复合材料和新成分合金O"液态挤压工艺液态挤压是在液态模锻研究的基础上,结合热挤压变形的特点而发展起来的一种液态金属成形工艺O 其成形过程为:将液态金属直接浇入挤压桶内,借助挤压冲头对未凝固的或准凝固金属施以高压,使其在压力下发生流动~结晶~凝固过程,随后,挤压成形模口处的准凝固金属经受断面缩减的大塑性变形,一次成形出管~棒~型材类制品O 利用液态挤压工艺也可以直接制备金属基复合材料管~棒~型材类制件,由此突破了现有复合材料成形方法均需二次变形,即先成形出复合材料坯体,再经挤~轧等工艺制成管~棒型材的限制,可以减少成形工序,降低成本,有望成为成形高性能复合材料管~棒~型材的一条新途径 131O参考文献1l 1黄少东,唐全波,赵祖德,等.用镁合金促进兵器装备轻量化 J 1.金属成型工艺,2002,20(5):8-10.21洪慎章,曾振鹏.国内外铝合金液态模锻的发展与展望 J 1.机械制造,1999(3):12-13.31张广安,吴树迎,李玉书,等.轿车铝合金轮毂的液态模锻 J 1.锻压技术,1999(3):33-34.41韦丽君,马风雷,李任江.液态模锻在铸造铝合金中的应用 J 1.材料工程,2003(7):40-42.51罗守靖,何绍元,王尔德,等.钢质液态模锻 M 1.哈尔滨:哈尔滨工业大学出版社,1990:4-25.61上海交通大学锻压教研组.液态模锻 M 1.北京:国防工业出版社,1981.71齐丕襄.挤压铸造 M 1.北京:国防工业出版社,1984.81费良军,等.挤压铸造挖土机履带板板体的制造工艺研究 C 1//98挤压铸造(液态模锻)学术会议论文集,1998:40-44. 91吴代斌.发动机主轴承盖液锻工艺研究 J 1.新技术新工艺,1998(4):30-31.lO 1洪慎章.起动机连杆液态模锻 J 1.热加工工艺,1997(5):39-40.ll 1蒋鹏,贺小毛,张秀峰.半固态金属成形技术的研究概况 J 1.塑性工程学报,1998,5(3):1-7.l21蒋鹏,贺小毛,张秀峰.半固态成形在工业生产中的应用现状与前景 J 1.模具技术,1998(5):15-23.l31齐乐华,李贺军,罗守靖,等.液态挤压变形特征的研究 J 1.塑性工程学报,1997,4(3):43-46.l41Oi Le-Hua ,Hou Jun-Jie ,Cui Pei-Ling ,He-Jun Li.Researchon Prediction of the Processing Parameters of Liguid Extrusion by BP Network J 1.JournaI of MateriaI Processing TechnoIogy ,1999(95):232-237.(编辑立明)作者简介:徐慧(1976-),女,硕士研究生,助教O收稿日期:2006-06-20!"机械工程师!""!年第""期!!!!!!!!!!研究探讨R e s e a r c h &D i s c u s s i o n意大利纺机制造商协会主席保罗'班弗在中国国际纺织机械展览会上说,中国是最大的纺机市场,占世界纺机市场的25%O他说,中国是世界上最大的纺织品生产国和出口国,并在世界纺织服装贸易中起主导作用O 随着中国加入WTO 和纺织配额的取消,中国的纺织工业将进一步体现其竞争力O 但是中国纺织业要适应国际市场,就必须进一步改进技术,提高装备能力O保罗'班弗说,意大利是中国主要的纺机供货商之一O 其纺织机械对中国市场的出口值占其工业总出口值的17%左右O 2005年,意大利纺织机械设备对中国市场的出口总额达到3.16亿欧元,占整个中国市场的13.7%O2006年前4个月,意大利纺织机械设备对中国市场的出口比2005年同期增加17%O 2006年前4个月,意大利出口到中国的针织设备占第一位,占34%;其次是纺纱设备,占29%;第三位是织造设备,占26%O 保罗'班弗说:H 预计2006年对中国市场的出口将会进一步提高O H中国国际贸易促进委员会纺织行业分会副会长徐迎新说,目前<中国纺织工业H 十一五H 发展规划纲要 已正式对外颁布,中国纺织工业确立了建设纺织强国的发展目标O 意大利作为世界纺织机械的生产强国,有着较强的技术和产品开发优势O 意大利的纺织设备,特别是纺纱设备和附件以及印染后整理设备,为推动中国纺织工业的设备改造和技术更新做出了贡献OH 与其他纺机出口国相比,意大利的织机和后整理设备在中国具有很大的市场份额,并因其质量和价格的竞争性很高,深受用户欢迎O H 意大利对外贸易委员会北京办事处首席代表赖世平说O 同时,意大利参展商对本届展览会的踊跃参与,表现了他们对日益扩大的中国纺织市场的密切关注,同时也对将来与中国同行进行合资合作怀有极大兴趣O我国成为世界最大的纺机市场铝合金的液态模锻成形作者:徐慧, 李天生作者单位:湖南建材高等专科学校,机械工程系,湖南,衡阳,421008刊名:机械工程师英文刊名:MECHANICAL ENGINEER年,卷(期):2006(11)被引用次数:4次参考文献(14条)1.黄少东;唐全波;赵祖德用镁合金促进兵器装备轻量化[期刊论文]-金属成形工艺 2002(05)2.洪慎章;曾振鹏国内外铝合金液态模锻的发展与展望 1999(03)3.张广安;吴树迎;李玉书轿车铝合金轮毂的液态模锻[期刊论文]-锻压技术 1999(03)4.韦丽君;马风雷;李任江液态模锻在铸造铝合金中的应用[期刊论文]-材料工程 2003(07)5.罗守靖;何绍元;王尔德钢质液态模锻 19906.上海交通大学锻压教研组液态模锻 19817.齐丕襄挤压铸造 19848.费良军挤压铸造挖土机履带板板体的制造工艺研究[会议论文] 19989.吴代斌发动机主轴承盖液锻工艺研究[期刊论文]-新技术新工艺 1998(04)10.洪慎章起动机连杆液态模锻[期刊论文]-热加工工艺 1997(05)11.蒋鹏;贺小毛;张秀峰半固态金属成形技术的研究概况 1998(03)12.蒋鹏;贺小毛;张秀峰半固态成形在工业生产中的应用现状与前景 1998(05)13.齐乐华;李贺军;罗守靖液态挤压变形特征的研究 1997(03)14.Qi Le-Hua;Hou Jun-Jie;Cui Pei-Ling;He-Jun Li Research on Prediction of the Processing Parameters of Liquid Extrusion by BP Network[外文期刊] 1999(95)本文读者也读过(10条)1.曾健华.黄光礼.李华秀.刘清祥.易伦超AlMgSi1铝合金盖液态模锻工艺研究[期刊论文]-锻压技术2002,27(2)2.李洪波.刘洪丽.李天生.徐慧.LI Hong-bo.LIU Hong-li.LI Tian-sheng.XU Hui变质剂对液态模锻铝合金力学性能的影响[期刊论文]-佳木斯大学学报(自然科学版)2009,27(3)3.韦丽君.马风雷.李任江液态模锻在铸铝合金中的应用研究[期刊论文]-材料工程2003(7)4.李天生.徐慧.朱福顺.张兴平.LI Tiansheng.XU Hui.ZHU Fushun.ZHANG Xingping液态模锻用铝合金成分优化[期刊论文]-热加工工艺2009,38(1)5.李天生.王宁.LI Tian-sheng.WANG Ning铝锌镁合金液态模锻工艺及组织性能的研究[期刊论文]-热加工工艺2005(10)6.汽车空压机铝合金连杆的液态模锻[期刊论文]-热加工工艺2000(1)7.李天生.徐慧.张洪.LI Tiansheng.XU Hiu.ZHANG Hong Mg、Cu和Zn含量对液态模锻铝合金力学性能的影响[期刊论文]-热加工工艺2009,38(23)8.唐全波.姜巨福.王迎.TANG Quanbo.JIANG Jufu.WANG Ying两种工艺成形的ADC12铝合金连杆的力学性能对比[期刊论文]-热加工工艺2010,39(19)9.刘振伟.李湛伟.LIU Zhen-wei.LI Zhan-wei液态模锻技术现状及发展趋势[期刊论文]-金属材料与冶金工程2008,36(5)10.夏华.卫星虎.胡亚民.XIA Hua.WEI Xing-hu.HU Ya-min支承座零件液态模锻新技术[期刊论文]-热加工工艺2007,36(17)引证文献(4条)1.唐全波.姜巨福.王迎ADC12铝合金连杆挤压铸造[期刊论文]-特种铸造及有色合金 2010(7)2.唐全波.姜巨福.王迎工艺参数对ADC12铝合金连杆端盖挤压铸造过程的影响[期刊论文]-特种铸造及有色合金 2010(8)3.唐全波.姜巨福.王迎两种工艺成形的ADC12铝合金连杆的力学性能对比[期刊论文]-热加工工艺 2010(19)4.唐全波.姜巨福.王迎挤铸、压铸ADC12铝合金连杆端盖的组织和性能比较[期刊论文]-特种铸造及有色合金 2010(9)本文链接:/Periodical_jxgcs200611033.aspx。
液态模锻技术研究与应用进展摘要:液态模锻是一种介于固态锻造和铸造之间的金属成形工艺,既具有液态成型生产复杂造型又有固态锻造成型压力高、性能优良的特点,同时该工艺还具有高效率、短流程、高精度等优点。
在轻量化需求日益增大的大背景下,液态模锻技术得到广泛的关注。
本文对液态模锻的影响因素、模具、设备、不同应用领域的研究现状进行了综述,展望了液态模锻今后的发展趋势。
关键词:液态模锻;技术;进展随着能源和环境危机越来越严峻,轻量化材料越来越受到重视。
液态模锻作为轻量化工艺,是一种将定量的金属熔体浇注到模具型腔内,在机械静压力作用下充型、高压结晶、凝固和补缩的短流程、高效、近净成形技术。
该技术是一种介于固态锻造和铸造之间的金属成形工艺,既有液态成型生产复杂造型又有固态锻造成型压力高、性能优良的特点,同时还具有省力、节能、材料利用率高等优点。
液态模锻影响因素复杂,涉及工艺、合金成分、组织与缺陷控制、热处理、模具设计与制造技术、数值模拟以及液态模锻装备等。
本文对液态模锻的研究进展进行了综述,并展望了该技术的未来发展趋势。
1液态模锻合金1.1液态模锻合金组织液态模锻过程中压力提高了合金的熔点,增加了合金熔体的过冷度,降低了临界晶核半径和临界形核功,使有效形核质点增加进而细化晶粒。
材料在压力下凝固时,原子的扩散受到抑制使得生长激活能增加,因而压力降低了晶体的长大速率。
在压力下结晶凝固工件紧靠型壁,热传导较为激烈也可以细化晶粒。
唐全波等[1]发现ACDCl2合金液态模锻生产消除了显微疏松,使致密度得到提高,几乎没有微观缺陷。
贾海龙等[2]研究表明液态模锻能明显改善过共晶Al-x Si合金的显微组织,使共晶硅相发生明显细化,同时初生硅相的尺寸和数量减小。
也有研究表明液态模锻使得A356合金铸态晶粒以及二次枝晶间距均减小,组织更加致密[3-4]。
李宇飞等[5]利用Al-Si-Cu-Mg生产转向节,晶粒得到明显细化,力学性能得到显著提高。